Transcription
13Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24Diseño de troquel progresivo de cinco pasos para la fabricación de pieza “ContactoAuxiliar”Design of progressive five-step die for the manufacture of part "Auxiliary Contact"RAMOS-LÁZARO, Gabriela*†, DUARTE-CABRERA, Gerardo Daniel, FERRER-ALMARAZ,Miguel Ángel y LEDESMA-JAIME, ReynaldoUniversidad Tecnológica del Suroeste de Guanajuato, Carretera Valle de Santiago-Huanímaro Km. 1.2, 38400, Valle deSantiago, GtoID 1er Autor: Gabriela, Ramos-LázaroID 1er Coautor: Gerardo Daniel, Duarte-CabreraID 2do Coautor: Miguel Ángel, Ferrer-AlmarazID 3er Coautor: Reynaldo, Ledesma-JaimeRecibido 23 de Junio, 2018; Aceptado 12 de Agosto, 2018ResumenAbstractComo parte de una investigación para un proyecto detransferencia tecnológica para la empresa Grupo MulticoS.A. de C.V., se reporta en este artículo los resultadosobtenidos con respecto al diseño de un troquel progresivode cinco pasos para cubrir la necesidad de un herramentalque produzca la pieza denominada “Contacto auxiliar”.Previo al diseño se realizaron los cálculoscorrespondientes y el modelado en 3D validando eldiseño por medio del análisis de elemento finito.As part of an investigation for a technology transferproject for the company Grupo Multico S.A. de C.V.,reports in this article the results obtained with respect tothe design of a progressive five-step die to cover the needfor a tooling that produces the piece called "Auxiliarycontact". Prior to the design, the correspondingcalculations and 3D modeling were performed, validatingthe design through finite element analysis.Design, die, FEA SimulationDiseño, Troquel, análisis FEACitación: RAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, Gerardo Daniel, FERRER-ALMARAZ, Miguel Ángel yLEDESMA-JAIME, Reynaldo. Diseño de troquel progresivo de cinco pasos para la fabricación de pieza “ContactoAuxiliar”. Revista del Diseño Innovativo. 2018, 2-4: 13-24*Correspondencia al Autor (Correo Electrónico: gramosla@utsoe.edu.mx)† Investigador contribuyendo como primer autor. ECORFAN- Taiwanwww.ecorfan.org/taiwan
14Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24IntroducciónTipo de InvestigaciónLa empresa Grupo Multico posee líneas deensamble para la empresa Maclean PowerSystems en procesos de troquelado, donde sedetectó que uno de los componentes estabasaliendo fuera de dimensiones. La piezainvolucrada está denominada como “ContactoAuxiliar”, analizando los factores influyentesen estas variaciones se determinó que la razónde la falla es el herramental utilizado, por loque se diseñó un troquel progresivo de cincopasos para corregir dicha pieza.En este documento se reportan algunosresultados sobre el proyecto en base a unainvestigación tipo aplicada, centrándose en laselección de componentes mecánicos, cálculode esfuerzo, momentos y su validaciónmediante el análisis de elemento finito. Mismaque fue soportada por una fuerte investigacióndocumental para desarrollar la mejor alternativaal problema, dando una solución concreta parasatisfacer una necesidad especifica.Metodología del diseñoLa pieza denominada “ContactoAuxiliar” parte de una cinta de cobre calibre#16 (0.0508”) con un ancho de 7/16”.Dentro de los problemas encontrados enel herramental, es la falta de sujeción durantelos procesos de conformado (cortes, dobleces,embutido); otro detalle es la forma con la que seobtienen los dobleces, en este proceso no setiene considerado el “spring-back” o tambiénconocido como retroceso elástico, lo queorigina que la pieza no entre en un comparadorpasa-no pasa. Cabe mencionar que los doblecesque lleva la pieza se realizan en el mismo lugary en un solo paso, por lo tanto, no se controla elproceso de doblez.Se realizó una memoria de cálculos para eldimensionamiento de la banda y del troquel,dando énfasis en el anidamiento, secuencia deoperaciones,eleccióndepunzones,herramientas de corte, doblado, embutido,roscado y abocardado de la parte inferior ysuperior del troquel. Ver Figura 1.Existe también en la pieza final undesplazamiento en el conformado de un nervio,existencia de viruta en los cortes, lo que da unamala estética de la misma.El último problema detectado y quecausa desplazamientos en la pieza, es la falta derepetitividad de la colocación de loscomponentes del troquel; esto se debe a laausencia de pernos guía, como consecuencia lospunzones y matrices varían su posición cadavez que se le da mantenimiento al herramental.Con este herramental se cubrieron losrequisitos de fabricación y redujeron lostiempos de manufactura con respecto a lasvibraciones y distorsiones, así como el máximoaprovechamiento de material.Figura 1 Metodología de diseñoDesarrolloMetodología de la InvestigaciónEspecificaciones a tomar en cuenta parael diseño del troquel:Se plantea una metodología sistemática yordenada, la cual se describe a continuación.-ISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018Crear un nervio mediante embutido.Realizar barrenos.
15Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24-Ejecutar corte de chaflanes a 45 .Imprimir dobleces de 88 y 31 .Desprender material mediante corte.Diseño de bandaEtapa inicial en el diseño de un troquel. Laobservación del diseño de banda informa de laevolución que se produce en la tira de chapa amedida que ésta va recorriendo el troquel, asícomo el efecto que tienen las diferentesoperaciones que la transforman desde una tiraplana hasta la pieza acabada.En el diseño de banda los datos departida surgen de la configuración y lascaracterísticas de la pieza que se va a fabricar.Antes de proceder a su diseño se realiza unanálisis, del que se obtendrá la informaciónpara diseñar la banda y el troquelcorrespondiente.El diseño de banda se inicia con eldesarrollo plano de la pieza, incluyendo a laúltima el cálculo de las fuerzas y momentos queintervienen en el proceso.Desarrollo en planoEl elemento a fabricar parte de una tira plana dechapa, por lo tanto, es necesario obtener sudesarrollo plano, el cual se transformarámediante las operaciones a las que se somete enel interior del troquel hasta obtener la piezadeseada.En la Figura 2 se muestra el plano deuna pieza, cuyas dimensiones se observan paraposteriormente realizar el desarrollo en planode la pieza.El desarrollo plano de la pieza seobtiene “desdoblando” los dobleces de la pieza,los demás elementos que cambian la forma dela chapa no se tienen en cuenta al trazar eldesarrollo, por lo que dichas operaciones seagregan posteriormente.Para determinar el desarrollo plano deuna pieza se determina la longitud de las partesdobladas como se ilustra en la Figura 3. Esnecesario conocer la posición de la fibra neutradelelementodoblado;estedependeprincipalmente de la relación entre el espesor yel radio interior de la chapa, aplicándose para sudeterminación tablas experimentales.Figura 3 Desarrollo planoAl tener determinada la posición de lafibra neutra, la longitud de los elementosdoblados se obtiene por medio de la ecuación 1:()(1)Donde:L Longitud desplegadar Radio interiorK y/s, factor que indica la posición de la fibraneutraβ Ángulo de doblados Espesor de la chapay distancia entre la fibra neutra y el exterior dela chapaFactor KEl método clásico indica directamente el valordel factor K, el cual determina la posición de lafibra neutra. Este factor depende del material,espesor, del radio de curvado y de la amplituddel ángulo.Figura 2 Dimensionamiento de pieza Contacto AuxiliarISSN 2523-6830ECORFAN Todos los derechos reservadosLa norma DIN 6935 sobre elconformado en frio, incluye un factor decalibración K, este tiene en cuenta lasvariaciones longitudinales de generadas en elplegado. El factor K considerado es K y/(s/2).RAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
16Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24Esta norma proporciona unas fórmulasempíricas para su determinación, dependiendode la relación entre el radio de doblado y elespesor de la chapa:Si r/s 5Si r/s 5K 1Las características de la pieza seadecuan para que la solera de cobre se alinee deacuerdo al sentido del grano del material comose muestra en la Figura 5. Con esto se evita queel material sufra y tienda a fracturarse almomento de realizar las operaciones dedoblado.Entonces se utiliza la ecuación 2.()(2)La longitud desplegada L a b V quese muestra en la Figura 4.Figura 5 Anidamiento “Contacto Auxiliar”Secuencia de operaciones “Contacto Auxiliar”En la Figura 6 se muestra la secuencia deoperaciones que se lleva a cabo para laobtención de la pieza “Contacto Auxiliar”.Enseguida se detalla la secuencia deoperaciones:Figura 4 Longitud desplegada (DIN 6935)V se obtiene con la ecuación 2 y 3según apliqueel caso:Para 0 β 90 () ()(())(2)Paso 1. Realización del embutido (nervio)Paso 2. Barrenos de Ø 0.128”Paso 3. Corte de triángulos a 45 (chaflanes)Paso 4. Desprendimiento de la pieza (Corte).Paso 5. Primer doblez (88 )Paso 6. Segundo doblez (31 )Para 90 β 165 () ()()(3)AnidamientoDebido a que un troquel progresivo tienediferentes etapas, en las que se va modificandola tira de chapa a medida que se desplaza, se hade determinar la separación mínima entreposiciones contiguas. La distancia mínima entredos piezas contiguas se recomienda que sea almenos 1.5 veces el espesor de la chapa (OehlerKaiser 1977).Figura 6 Secuencia de operaciones para la obtención dela pieza “contacto Auxiliar”Cálculo de fuerzasSabiendo que la longitud total de lapieza en plano es de 2.3107” se realiza unarreglo para obtener el paso, este se observa enla figura 27.Para obtener las fuerzas que intervienenen el proceso de conformado, se toma en cuentael material, las propiedades del cobre C-110-00.ISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
17Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24A continuación, se describen elprocedimiento para la obtención de las fuerzasnecesarias.()()()Segundo Doblez (31 )Proceso de conformadoBarrenos de Ø 0.128in(9)(4)3Ss 28.0X10 PSIL 0.4021248 inT 0.0508 in()()()ST 50.0X103 PSIT 0.0508 inL 0.5548 inW 0.4375 inK 1.33()()()Corte de chaflán a 45 (5)Ss 28.0X103 PSIL 0.22097 inT 0.0508 in()()()Corte de material (desprendimiento)(6)En la tabla 1 se muestra un concentradode las fuerzas requeridas para el conformadodel “Contacto Auxiliar”.Proceso de conformadoBarreno de Ø0.128”Corte de chaflán a 45 Cortedematerial(Desprendimiento)Primer doblez (88 )Segundo doblez (31 )Fuerza (lb)571.981314.308622.369.704217.6243Ss 28.0X10 PSID 0.4375 inT 0.0508 in(Tabla 1Fuerzas requeridas para el proceso deconformado)()()Determinación del modelo conceptualUna vez que se realizó la investigacióndocumental y de campo, se determinó elmodelo conceptual final del troquel progresivo.Ver Figura 7.Estampado(7)T 0.0508inST 50.0X103 PSIR 0.0625 in()()Primer doblez (88 )(8)Figura 7 Modelo del troquel progresivo3ST 50.0X10 PSIT 0.0508 inL 0.0961 inW 0.4375 inK 1.33ISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
18ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24Desarrollo de la ingeniería de detalleEn esta etapa se desarrollaron los planos defabricación (véase gráfico 9), para determinarlas dimensiones y se realizó la lista demateriales y el despiece de la misma, comomuestra de ensamble. Ver Figura 8 y 10.Figura 8 Vista explosionada de la parte inferior, troquelprogresivoFigura 10 Vista explosionada de la parte superior,troquel progresivoCon un total de 72 piezas modeladaspara su fabricación.ResultadosFigura 9 Plano vista explosionada de la parte inferior,troquel progresivoISSN 2523-6830ECORFAN Todos los derechos reservadosA continuación, se muestran los resultadosobtenidos de este proyecto. En primer lugar, sedetalla el análisis de elemento finito realizado alas piezas críticas y se detallan los pasos querealiza el troquel progresivo durante elconformado de la pieza.RAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
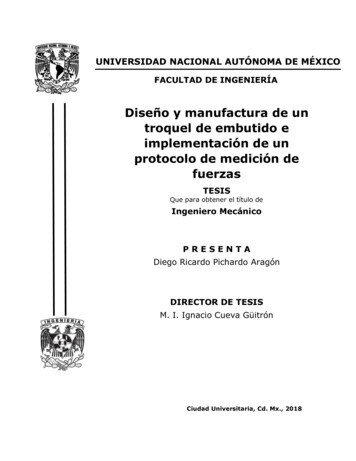
19Revista del Diseño InnovativoArtículoSeptiembre 2018 Vol.2 No.4 13-24Selección de materialPara obtener los resultados de deformación yresistencias de las piezas se seleccionaron losmateriales de acuerdo a la norma ANSI B94.14-1968. Ver tabla 2.PiezaPunzón de nervioPunzón de doblezDoblador móvil y corteDoblador inferiorMatriz corte de triánguloPunzón de barrenosMaterialAISI SAE 4140 TAISI SAE A2AISI SAE A2AISI SAE 4140 TAISI SAE A2AISI SAE A2Tabla 1 Lista de materiales de piezas críticas a evaluarTeniendo estos datos del material seprocede a verificar el diseño de las piezascríticas.Verificación del diseñoMediante el software de SolidWorks seresolvieron todas las ecuaciones diferencialesque enlazan la geometría de piezas, laestabilidad y sus propiedades constitutivas(método de elemento finito). Se obtienen lossiguientes resultados en tensiones.Figura 11 Distribución de esfuerzos resultante en matrizde corte triánguloAnálisis de elemento finito a doblador móvil ycorteEl doblador móvil y corte realiza dos procesosde conformado: doblez y corte; en este análisissolo se incluye el proceso de doblez. La fuerzaimplicada es la calculada para el primer doblez(88 ), para este análisis se toma la fuerza conun factor de seguridad de 1.5, quedando en104.556 lb. En la Figura 12 se presenta ladistribución de esfuerzos resultante en eldoblador móvil y corte.La validación se realiza en base a latensión máxima del material contra la fuerzaaplicada durante el conformado en cada una delas anteriores y corroborar que soporten la cargaaplicada para su correcto funcionamiento.Análisis de elemento finito a matriz detriánguloEl siguiente análisis fue realizado al conjuntoque forma la matriz de corte de triángulo. Elconjunto incluye la matriz de triángulo I y lamatriz de triángulo II. Los anteriores realizan elcorte de chaflán a 45 . La fuerza requerida paraun corte es de 314.308 lb; la matriz hace doscortes e incorporando un factor de 1.5, la fuerzade análisis será de 942.924 lb.En la Figura 11 se muestra ladistribución de esfuerzos. La fuerza fueaplicada sobre la parte superior en color verde.La tensión mínima es de 1.67 PSI (zona azul) yla tensión máxima de 1,641.59 PSI (zona roja),con un límite elástico de 229,000 PSI, por lotanto, soportará la carga de trabajo.ISSN 2523-6830ECORFAN Todos los derechos reservadosFigura 12 Distribución de esfuerzos resultante en eldoblador móvil y corteLa sujeción fija se realizó sobre la parteinferior (flechas naranjas) y la fuerza fueaplicada sobre la parte superior (flechas rosas),con esto se obtuvo una tensión mínima de 2.03PSI (zona azul) y una tensión máxima de4,894.31 PSI, el limite elástico del material esde 66,717.36 PSI; por lo tanto, la pieza soportalas cargas de trabajo.RAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
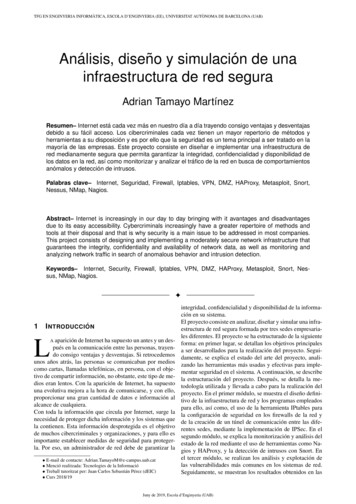
20ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24Análisis de elemento finito al doblador inferiorLa fuerza aplicada en este análisis es igual a lafuerza para el segundo doblez (31 ), aplicandoun factor de seguridad de 1.5, la fuerza deestudio será de 326.436 lb. En la Figura 13 semuestra la distribución de esfuerzos resultantedel doblador inferior.Análisis de elemento finito a punzón debarrenos de Ø0.128”La fuerza para este proceso es igual a 571.981lb; aplicando un factor de seguridad de 1.5, lafuerza será de 857.97 lb. Para este estudio seutilizará la fuerza con un factor de seguridad de1.5, en la Figura 15 se muestra la distribuciónde esfuerzos resultante.Figura 13 Distribución de esfuerzos resultante en eldoblador inferiorComo se observa la tensión mínima esde 0.49 PSI (zona azul) y la tensión máxima esde 1868.26 PSI, cuyo límite elástico delmaterial es de 66,717.36 PSI; por lo tanto, lapieza soportará las cargas de trabajo.Análisis de elemento finito a punzón de nervioSe efectúa una presión de trabajo de 48,973PSI. En la Figura 14 se muestra la distribuciónde esfuerzos resultante en el punzón de nervio.La tensión mínima es de 0 (zona azul) y lamáxima de 57,088.24 PSI, el límite elástico esde 229,000 PSI, por lo tanto, soporta la carga detrabajo.Figura 15 Distribución de esfuerzos resultante en elpunzón de barrenos de Ø 0.128”Como se observa, la tensión mínima esde 743.71 PSI (zona azul) y la tensión máximade 70,801.22 PSI (zona roja), el límite elásticodel material es de 229,000 PSI; por lo tanto,soportará la carga de trabajo.Análisis de elemento finito a punzón de doblez88 Para el siguiente análisis se aplicó lafuerza para el primer doblez (88 ), con unfactor de seguridad de 1.5 siendo la fuerza deestudio igual a 104.556 lb. En la Figura 16 semuestra la distribución de esfuerzos resultanteen el punzón de doblez 88 .Figura 14 Distribución de esfuerzos resultante en elpunzón de nervioISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
21ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24El pisado se lleva a cabo con la placaguía inferior y superior, el pisador final y eldoblador inferior; en la Figura 18 se muestra laubicación de los anteriores en el herramental.Figura 18 Elementos de sujeción en el herramentalFigura 16 Distribución de esfuerzos resultante en elpunzón de doblez 88 La tensión mínima es de 1.47 PSI (zonaazul) y la tensión máxima de 3,563.41 PSI(zona roja), el límite elástico del material es de66,717.36 PSI; por lo tanto, funcionará encondiciones de trabajo.A Continuación, se detalla el proceso deconformado.Paso 1. Embutido (nervio)En esta etapa se realiza el nervio que lleva lapieza “contacto auxiliar”, este se ilustra en laFigura 19.FuncionamientoEl herramental está diseñado para realizar lapieza “contacto auxiliar” en seis pasos. Lospasos que se realizan, son los siguientes:Paso 1: Embutido (nervio)Paso 2: BarrenadoPaso 3: Corte de chaflanes a 45 Paso 4: Primer doblez (88 )Paso 5: Desprendimiento del material (corte)Paso 6: Segundo doblez (31 )La solera de cobre inicia el viaje en laplaca guía inferior, esto se puede apreciar (verFigura 17), así mismo cabe señalar que elmaterial no saldrá de la placa guía inferior, yaque se le adicionaron cuatro pares de tornilloscabeza de botón, que servirán como retén de lasolera.Figura 19 Embutido en pieza “contacto auxiliar”LaFigura20muestracomointeraccionan los componentes anteriores con lasolera de cobre.Figura 20 Embutido nervioPaso 2. BarrenadoEl “contacto auxiliar incluye dos barrenados,ver Figura 21.Figura 17 Entrada del material al herramentalISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
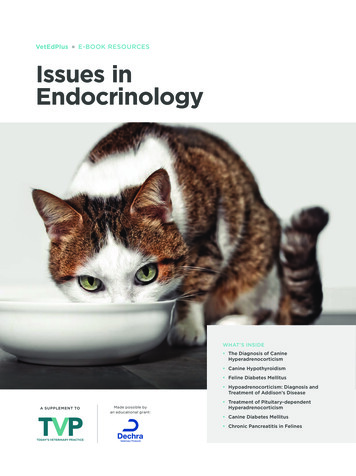
22ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24Paso 4. Primer doblez (88 )Este doblez es realizado mediante un dobladormóvil con dos pernos que se incluyen en lasorejas y dos guías en la parte superior delherramental; estas dos últimas tienenmecanizada la ruta a seguir por los pernosincrustados en el doblador móvil y corte. VéaseFigura 25.Figura 21 Barrenado en piezaLos encargados de realizar este procesoson los dos punzones de Ø 0.128” y la matriz debarrenado Ø 0.128”. Este proceso se lleva acabo después de haberse realizado el primerpaso. La figura 78 esquematiza la interacciónde los dos punzones con la matriz para realizareste corte.Figura 25 Doblez a 88 en pieza “contacto auxiliar”En primera estancia se coloca enposición a 90 el doblador móvil y corte, y semantiene en esta posición hasta un momento enel cual el herramental casi termina todos lospasos, antes de llegar al final de la carrera, eldoblador móvil y corte hace un cierre a 88 ,para hacer el conformado a 88 en la pieza, conel punzón de doblez a 88 .Figura 22 Proceso de barrenadoPaso 3. Corte de chaflanes a 45 En la Figura 26 se muestra la ubicacióndel proceso mencionado, así como la ubicaciónde los elementos involucrados.El “contacto auxiliar” requiere dos cortes dechaflanes a 45 ver Figura 23.Figura 23 Chaflanes a 45 en pieza “contacto auxiliar"Figura 26 Proceso doblez a 88 Para hacer los chaflanes a 45 en lapieza, se hace uso de dos punzones cuya formada el corte necesario y una matriz compuestapor la matriz de corte de triángulos I y II, comose mencionó anteriormente. En el Figura 24 seobserva la operación realizada.Paso 5. Desprendimiento del material (corte)Figura 24 Proceso de corte de chaflanes a 45 ISSN 2523-6830ECORFAN Todos los derechos reservadosEl material se corta en el antepenúltimo paso.Para desprender la pieza primero llega elpisador final con su inserto de corte, que seencuentran encajonados en el punzón de doblezcon radio, y hacen contacto con el dobladorinferior; posteriormente la placa guía superiorhace contacto con la placa guía inferior, con lafinalidad de hacer sujeción a la pieza previo arealizar la operación. Antes de que hagacontacto el inserto del pisador, el dobladormóvil se pone en posición (90 ) por medio delas guías, como se explicó en la operaciónanterior.RAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
23ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24Por medio de los insertos de corte que seincluyen en el pisador con corte y el dobladormóvil y corte, se realiza el proceso dedesprendimiento del material.Por las condiciones de trabajo, para queel pisador con corte se mantenga rígido almomento de llevar a cabo la operación, se haceuso de una leva y un cilindro de nitrógeno, esteúltimo hace la función de comportarse como unsólido. En la Figura 27 se ilustra la ubicacióndel desprendimiento del material y de loscomponentes que lo llevan a cabo.El funcionamiento del doblador inferiores igual al de la placa guía inferior, este seencuentra en un sistema flotante, por medio decuatro resortes verdes y cuatro tornillos guía.Para dar soporte al doblador inferior, se leadicionaron cuatro tornillos guías modificados.Ver Figura 28 se muestra la posición delproceso descrito y los elementos queinteraccionan.Gráfico 28 Proceso de segundo doblez 31 Gráfico 27 Proceso de desprendimiento del materialConclusionesPaso 6. Segundo doblez (31 )El troquel progresivo diseñado cumplirá con losrequisitos de producción de la pieza “contactoauxiliar”. La validación del diseño se realizómediante el análisis de elemento finito en elsoftware de Solidworks, por lo cual segarantizará a funcionabilidad del herramental,aun cuando los componentes críticos estensometidos a cargas derivadas de los procesos deconformado.Al tener la pieza desprendida se comienza elsegundo doblez, éste se realiza por medio deldoblador inferior y el punzón de doblez conradio.El modelado en 3D, también realizadoen el mismo programa, permitió verificar lasposibles interferencias en el diseño, las cualesfueron descartadas.Antes del conformado, la pieza viaja demanera vertical descendente sobre el dobladorinferior sujeto con el pisador con corte, esto sedebe a las condiciones del cilindro.Por medio de los planos generados, sefacilitará el maquinado del herramentalcompleto.Como se observa, una vez que elproceso de corte es finalizado, se comienza acomprimir el doblador inferior, esto se debe aque también tiene un sistema flotante, paraencontrarse al mismo nivel que la placa guíainferior y permitir que la solera avance en lamisma línea.El comportamiento de cilindro semenciona en el apartado anterior. Para que elvástago del cilindro se comprima, la presióndebe de ser mayor a la presión máxima detrabajo por parte del cilindro.Todas las piezas son de fácil fabricaciónmediante maquinado en fresadora y torno. Cabedestacar que las piezas de constante fatiga, seles ha agregado un sobre material, con elobjetivo de poder ser rectificadas y dar mayorvida a los componentes.El vástago del cilindro se retrae a 350lb. Por lo tanto, el conformado final se daráhasta que el doblador inferior haga coincidenciacon la zapata inferior.ISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
24ArtículoRevista del Diseño InnovativoSeptiembre 2018 Vol.2 No.4 13-24ReferenciasAMAR, K. (2013). Introduction to finiteelement analysis using Matlab and Abaqus.Boca Raton: CRC Press.Arnold, J. (first edition) (1980). Library ofCongress Catalog Card Number: A-694197,Pan-American Copyright Conventions.BEER, F., RUSSELL , J., & D. MAZUREK.(2010). Mecánica de materiales. México: McGraw Hill.Budynas, R. G., & Nisbett, J. K. (2008). Diseñoen ingeiería mecánica de Shigley. México: McGraw Hill.HIBBELER, R. C. (2010). Mecánica demateriales. México, D.F.: Ed. Prentice Hall.MOTT, R. L. (2006). Diseño de elementos demáquinas. México: Pearson Education.NORTON, R. L. (2004). Diseño de Maquinaria.Síntesis y Análisis de Máquinas y Mecanismos.México: Mc Graw Hill.Oehler-Kaiser, G. (1977). Herramientas detroquelar, estampar y embutir, EditorialGustavo Gili. 6a. ed. Barcelona.SHIH, R. H. (2012). Introduction to finiteelement using Solidworks Simulation 2012.SDC Publications.Wilson, F. W. (second edition) (1965). DieDesign Handbook. New York, United States ofAmerica: McGraw-Hill, Inc.ISSN 2523-6830ECORFAN Todos los derechos reservadosRAMOS-LÁZARO, Gabriela, DUARTE-CABRERA, GerardoDaniel, FERRER-ALMARAZ, Miguel Ángel y LEDESMAJAIME, Reynaldo. Diseño de troquel progresivo de cinco pasospara la fabricación de pieza “Contacto Auxiliar”. Revista delDiseño Innovativo. 2018
- Ejecutar corte de chaflanes a 45 . - Imprimir dobleces de 88 y 31 . - Desprender material mediante corte. Diseño de banda Etapa inicial en el diseño de un troquel. La observación del diseño de banda informa de la evolución que se produce en la tira de chapa a medida que ésta va recorriendo el troquel, así