Transcription
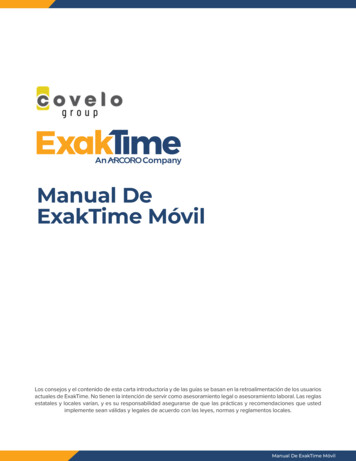
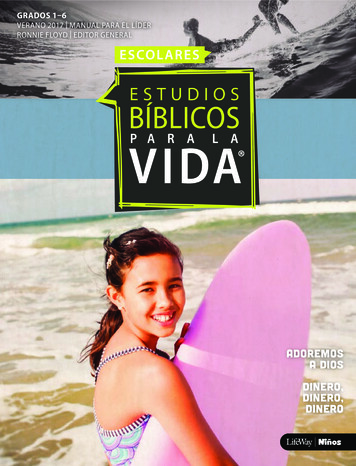
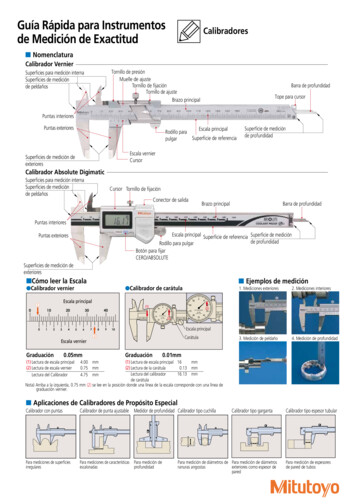
Guía Rápida para Instrumentosde Medición de ExactitudCalibradores NomenclaturaCalibrador VernierTornillo de presiónMuelle de ajusteTornillo de fijaciónTornillo de ajusteBrazo principalSuperficies para medición internaSuperficies de mediciónde peldañosBarra de profundidadTope para cursorPuntas interioresPuntas exterioresEscala principalRodillo paraSuperficie de referenciapulgarSuperficie de mediciónde profundidadEscala vernierCursorSuperficies de medición deexterioresCalibrador Absolute DigimaticSuperficies para medición internaSuperficies de mediciónde peldañosCursor Tornillo de fijaciónConector de salidaBarra de profundidadBrazo principalPuntas interioresEscala principal Superficie de referencia Superficie de mediciónde profundidadRodillo para pulgarBotón para fijarCERO/ABSOLUTEPuntas exterioresSuperficies de medición deexteriores Cómo leer la Escala Calibrador vernier Ejemplos de medición Calibrador de carátulaEscala DE IN JAPAN507030505-666MADE IN JAPAN6030(2)403. Medición de peldaño4. Medición de profundidad20(2)0.01mm702070405080Escala principal10Carátula0.05mm(1) Lectura de escala principal(2) Lectura de escala vernierLectura del Calibrador10②Escala vernierGraduación8902. Mediciones interiores108008000090(1)1. Mediciones exterioresGraduación0.01mm(1) Lectura de escala principal 16mm(2) Lectura de la carátula0.13 mmLectura del calibrador16.13 mmde carátulaNota) Arriba a la izquierda, 0.75 mm (2) se lee en la posición donde una línea de la escala corresponde con una línea degraduación vernier.4.00 mm0.75 mm4.75 mm Aplicaciones de Calibradores de Propósito EspecialCalibradorpuntas HowcontoRead theCalibradorScalede punta ajustable Medidor de profundidad Calibrador tipo cuchilla Vernier Calipers(1)0102001302(2)3440565078Para mediciones de superficiesirregularesGraduation(1) Main scale(2) Vernier96070101302(2)344056507896070(1)9016mm0.15 mm001010Graduation(1) Main scale(2)0.01mm505-66660MADE IN 8010Main scalePara mediciones de características Para medición deescalonadasprofundidadVernier scale0.05mm09020010Calibrador tipo espesor tubular Dial Calipers(1)0Calibrador tipo gargantaMADE IN JAPAN504070Main scalePara mediciónde diámetros de Para medición de diámetrosranurasDialangostasexteriores como espesor defacepared0.01mm16mmPara medición de espesoresde pared de tubos
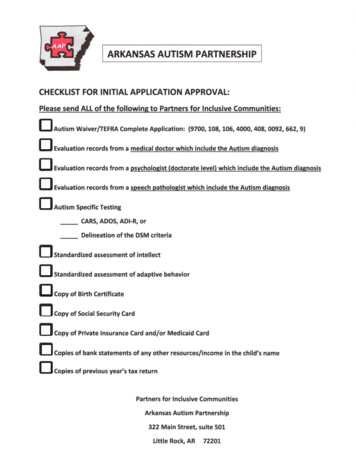
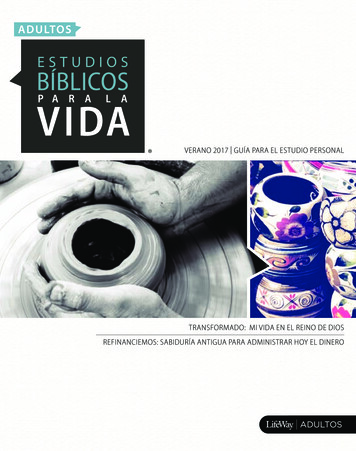
Tipos de Escala VernierLa escala vernier se graba en el cursor de los calibradores y cada división de laescala está hecha 0.05 mm más corta que una división de 1 mm de la escalaprincipal. Esto significa que, como las puntas del calibrador se abren, cadamovimiento sucesivo de 0.05 mm trae la siguiente línea de la escala vernieren coincidencia con una línea de la escala principal indicando así el númerode unidades de 0.05 mm a ser contadas (aunque por conveniencia la escalaesta numerada en fracciones de 1 mm). Alternativamente, una división vernierpuede ser hecha 0.05 mm más corta que dos divisiones de la escala principalpara hacer una escala vernier larga. Esto hace la escala más fácil de leer pero elprincipio y resolución son aún lo mismo.0102030Un error estructural se produce al medir el diámetro interior de un pequeñoagujero.øD: Verdadero diámetro internoød : Diámetro interno indicadod: Error de medición (øD – ød)Verdadero diámetro interno (øD: 5mm)H0.30.50.7d0.009 0.026 0.047 Escala vernier larga(graduación 0.05mm)403040506070H Escala vernier estándar(graduación 0.05mm) Medición de agujero pequeño con calibradortipo M0.05mm02468 100119Lectura 1.45mm23456789 1039Lectura 30.35mmødøD Medición de interiores con un Calibrador tipo CMReglas de acero se usan comúnmente para medir burdamente piezas grandespero si es necesario un poco más de exactitud entonces un calibrador largoes adecuado para el trabajo. Un calibrador largo es muy conveniente por sufacilidad de uso pero requiere algunos cuidados en su uso. En primer lugares importante darse cuenta que no hay relación entre resolución y exactitud.La resolución es constante mientras que la exactitud que se obtiene variadramáticamente de acuerdo a la forma como se usa el calibrador.El método de medición con este instrumento es una preocupación dado que ladistorsión del brazo principal causa una gran cantidad del error de medición, demodo que la exactitud variará mucho dependiendo del método que se use parasoportar el calibrador al momento de medir. También tenga cuidado de no usardemasiada fuerza de medición al usar las superficies de medición de exteriores,ya que éstas están muy lejos del brazo principal y el error será máximo ahí. Estaprecaución también es necesaria al usar las puntas de medición de exteriores deun calibrador de puntas largas.Dado que las superficies de medición de interiores de un calibrador tipo CMestán en los extremos de las puntas el paralelismo de la superficie de mediciónse afecta fuertemente por la fuerza de medición y esto lo convierte en un factorgrande en el error de medición que se obtiene.En contraste a un calibrador tipo M, un calibrador tipo CM no puede medirun agujero de diámetro pequeño ya que se ve limitado por el tamaño de laspuntas escalonadas, aunque normalmente este no es un inconveniente puessería inusual medir un agujero muy pequeño con este tipo de calibrador. Porsupuesto, el radio de curvatura en las superficies de medición de interioreses siempre suficientemente pequeña para permitir mediciones correctas pordebajo de los límites inferiores (puntas cerradas).t1 Acerca de Calibradores largosLos calibradores Mitutoyo tipo CM poseen una escala extra en el cursor paramediciones de interiores de tal forma que se pueden realizar lecturas directassin necesidad de cálculos, como se hace en una medición de exteriores. Estaødútil característica elimina la posibilidad de que ocurra error cuando se adicionaøDla corrección del espesor de las puntas de interiores en un calibrador de unaescala.Para interiores únicamentePara exteriores únicamente
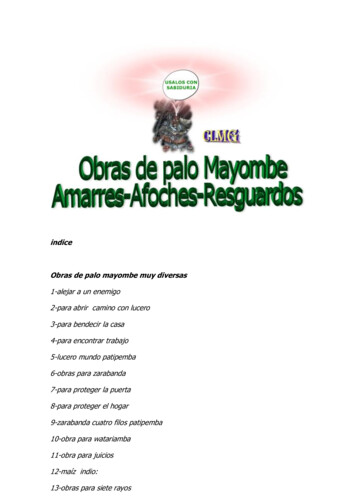
Lf h h·a/ℓaLas principales fuentes de error incluyen lectura errónea de la escala (efectode paralaje), excesiva fuerza de medición que cause la inclinación de la punta,expansión térmica causada por diferencias de temperatura entre el calibrador yla pieza y error en la medición de agujeros muy pequeños por el desfase de laspuntas de medición de interiores. Existen otras fuentes pequeñas de error talescomo la exactitud de las graduaciones, rectitud de los bordes de referencia,planitud de la escala principal y perpendicularidad de las puntas. Estas fuentesestán dentro de los errores máximos permitidos de un calibrador nuevo y sólocausan error significativo en caso de desgaste o daño.La norma JIS enfatiza los cuidados que se deben usar para asegurar que lamedición se realice con una fuerza de medición apropiada y constante, dadoque un calibrador no tiene un dispositivo de fuerza constante y que el usuariodebe estar consciente que incrementa la posibilidad de error debido a lamedición de una pieza usando las puntas de medición (principio de Abbe).Si la punta móvil se inclina un poco quedando fuera de paralelismo con respecto ala punta fija, ya sea por una fuerza excesiva siendo usada sobre el cursor o falta derectitud en el borde de referencia del brazo, un error de medición ocurrirá comose muestra en la figura. Este error puede ser sustancial debido al hecho de que elcalibrador no conforma con el principio de Abbe.h1. Causas potenciales de error5. Error de indicación de la Punta Móvilh Observaciones generales sobre el uso delcalibradorfEjemplo: Asumiendo que el error de inclinación de las puntas debida a giro del cursor es 0.01 mm en50 mm y las puntas de medición de exteriores tienen 40 mm de profundidad, entonces elerror (en el extremo de las puntas) se calcula como (40/50)x0.01 mm 0.008 mm.Si la cara de la guía está desgastada entonces se puede presentar un error aún usando lafuerza de medición correcta.6. Relación entre la medición y la temperaturaøDL øD2. Medición interiorInserte las puntas interiores tan profundamente como sea posible antes de lamedición.Lea el valor máximo indicado durante la medición interna.Lea el valor mínimo indicado durante la medición del ancho de la ranura.3. Medición de profundidadLea el valor mínimo indicado durinante la medición de profundidad.7. ManejoLas puntas de un Calibrador son agudas, por lo que el instrumento debe de sermanejado con cuidado para evitar lesiones. Evite daños en la escala de un calibradordigital y no grabar un número de identificación u otra información sobre el mismocon un marcador eléctrico. Evite dañar un calibrador por someterlo a impactos conobjetos duros o dejándolo caer sobre un banco o contra el suelo.8. Mantenimiento de la surperficie del brazo principal y lassuperficies de mediciónLimpie el polvo y la suciedad de las superficies del brazo principal y de medicióncon un paño seco y antes de usar el calibrador.9. Comprobación y ajuste del origen antes de usarloLimpie las superficies de medición sujetando una hoja limpia de papel entrelas puntas exteriores y luego, lentamente, tirando hacia afuera. Cierre laspuntas y asegurar que la escala vernier (o pantalla) indique cero antes de usarel calibrador. Cuando se utiliza un calibrador Digimatic, restablezca el origen(botón ORIGIN but) después de reemplazar la batería.Ajuste la pantalla a cero con el botón ORIGINORIGINCierre las puntascompletamenteBateríaHHB4. Error de Paralaje cuando se leen las escalasMire directamente a la línea de graduación del vernier al comprobar laalineación de líneas de graduación del vernier con las líneas de graduaciónprincipales de la escala.Si nos fijamos en una línea de graduación del vernier desde una direcciónoblicua (A), La aparente posición de alineación se ve distorcionada por Xcomo se muestra en la siguiente figura, debido a un efecto de paralaje causadoA (H) entre los dos planos de las graduaciones del vernier ypor la altura de pasoAlas graduaciones de la escalaprincipal, lo que resulta en un error de lectura delvalor medido. Para evitar este error, JIS estipula que la altura de paso debe deser de no más de 0.3 mm.La escala principal de un calibrador está grabada (o montada) en acero inoxidable,y aunque el coeficiente lineal de expansión térmica es igual a la del material dela pieza más común, el acero, es decir (10.2 1) 10-6 / K, notese que otrosmateriales de las piezas de trabajo, la temperatura ambiente y la temperatura dela pieza de trabajo pueden afectar la exactitud de la medición.ΔfΔfAΔX10. Manejo después del usoDespués de usar el calibrador, limpie completamente el agua y el aceite. Luego,aplique suavemente aceite anticorrosión dejar secar antes de guardarlo.Limpie el agua del calibrador a prueba de agua lo mejor posible porque tambiénpuede oxidarse.11. AlmacenamientoEvite la luz solar directa, altas temperaturas, bajas temperaturas, alta humedaddurante el almacenamiento.Si un calibrador digital no será usado durante más de tres meses, extraiga labatería antes de almacenarlo.No deje las puntas del calibrador completamente cerradas durante elalmacenamiento.
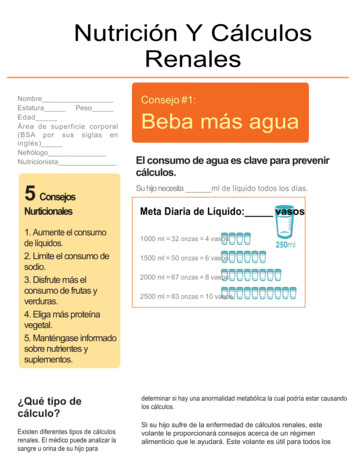
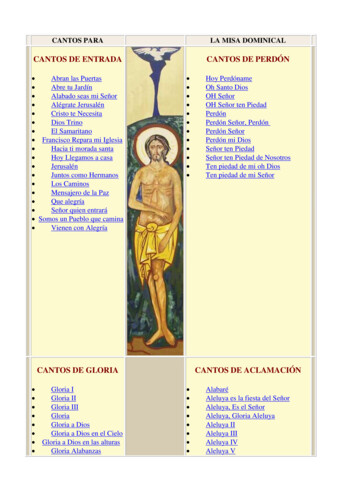
Guía Rápida para Instrumentosde Medición de ExactitudMedidor de alturas NomenclaturaMedidor de Alturas VernierMedidor de Alturas con ContadorPieza para fijadode barrasAjustador fino para escala principalBarra principalBarraBarra secundariaColumnaEscala principalTornillo de sujecióndel cursorPerilla de avanceTuerca deajuste finodel cursorTornillo de sujecióndel ajuste finoTornillo de sujecióndel cursorCursorEscala VernierTornillo de sujeciónSoporte del trazadorTrazadorContador hacia arribaContador hacia abajoAguja indicadoraCarátulaSuperficie de medicióndel trazadorSujetador del trazadorSuperficie de medicióndel trazadorSujetador del trazadorSuperficie de referenciade la columnaSuperficie de referenciade la baseBotón de puesta a ceroCursorSoporte deltrazadorTornillo desujeción deltrazadorTrazadorSoporte deltrazadorSuperficie de referenciade la baseBaseBaseMedidor de Alturas DigitalPieza para fijadode barrasBarra principalBarra secundariaPerilla de avanceCursorColumnaModo de prefijado, tecla de modo decompensación de diámetro de bolaTecla encendido/apagadoTecla fijado a cero/ Tecla ABS (Absolute)Conector para palpadorSoporte deltrazadorTapa de la pilaTornillo de sujecióndel trazadorTrazadorSuperficie de medición deltrazadorSujetador del trazadorTecla Hold / dataConector para datosDigimaticTecla de conteo arriba/abajo, prefijadoInterruptor de direccióntecla de desplazamientode dígitos, prefijadoBaseSuperficie de referenciade la basePerilla de avanceColumnaFrenoBase Ergonómica
Cómo leer Medidor de alturas Vernier Medidor de alturas con contador76Medición hacia arriba desde una superficie de referencia115476(2)Trazador3115241010990109280 201(1)0122.117Graduación790.36 mmLectura79.36 mmmm8 7 8mm40CarátulaLectura306050501 2 2mm0.11 mm122.11 mmSuperficie de referenciaMedición hacia abajo desde una superficie de referenciaSuperficie de referenciamm(2) Vernier80 207040Escala principal109070 30600.02mm(1) Escala Principal00.01mm7Escala VernierContador 122010390001080 20Contador 124109080 200.01mm8 7 5mm1 2 4mmLectura124.1170 307040Trazador Notas generales para usar un Medidor de Alturas1. Posible causas de errorAl igual que el calibrador, los factores de error involucrados incluyen efectosde paralaje, error de medición causado por la fuerza excesiva debido al hechode que un medidor de alturas no se ajusta al principio de Abbe, y la expansióntérmica diferencial debido a la diferencia de temperatura entre el medidor dealturas y la pieza de trabajo.Hay también otros factores de error provocados por la estructura del medidorde altura. En particular, los factores de error relacionados con un borde dereferencia deformado y la instalación de un trazador que se describe abajodeben de ser estudiados antes de su uso.( 0 . 0 1 1000L ) mm124.11 mmL indica la longitud medida (unidad: mm)6. La punta del trazador del medidor de alturas es muy filosa y debe de sermanejada con cuidado para evitar lesiones.lf7. No dañe la escala del medidor de alturas digital grabando un número deidentificación u otro tipo de información rotulador eléctrico.8. Maneje con cuidado el medidor de alturas y no lo deje caer o golpearcontra algo.falInstalar el trazador (o un indicador de carátula tipo palanca) requiere deconsiderable cuidado ya que afectael tamaño de cualquier error debido ahla deformación de la columna por el incremento de la dimensión h. En otraspalabras, si se usa un trazador (o un indicador tipo palanca), los errores demedición serán mayores.h305. Relación entre la exactitud y la temperaturaLos Medidores de altura está hechos de varios materiales. Tenga en cuentaque algunas combinaciones del material de la pieza de trabajo, la temperaturaambiente y la temperatura de la pieza de trabajo puede afectar la exactitud dela medición si este efecto no se permite mediante la realización de un cálculode corrección.h3. Elevación de la base con respecto a la surperficie dereferenciaAl fijar la altura del trazador con un bloque patrón, o conuna característica de una pieza, la base se puede levantarde la superficie de referencia al aplicar fuerza excesiva yesto resulta en un error de la medición. El ajuste correctose logra cuando el trazador toca ligeramente y se muevesobre el borde de la superficie. También es necesarioasegurar que la superficie de la mesa de referencia y lasuperficie de referencia de la base estén libres de polvo yrebabas antes de su uso.5040Esta no es una especificación muy onerosa. Por ejemplo, el límite de laperpendicularidad permisible es de 0.61 mm cuando L es de 600 mm. Esto esdebido a este factor de error que tiene una pequeña influencia y no cambia lainclinación de cursor, a diferencia de una columna deformada.hEjemplo: Efecto de la posición del punto de medición.Cuando h es 150 mm, el error esh 1.5 veces mayorque cuando h es de 100 mm.6050mm0.11 mm4. Error debido a la inclinación de la escala prncipal (columna)De acuerdo con las normas JIS, la perpendicularidad del borde de la columnade referencia a la superficie de la base de referencia debería ser mejor que:2. Deformación del borde referencia (columna) e instalación de trazadorIgual que el calibrador, y como se muestra en la siguiente figura, errores demedición son el resultado de usar un medidor de altura cuya columna dereferencia, que guía al trazador, se deforma. Este error puede ser representadopor la misma fórmula para errores causado por la no conformidad con elprincipio de Abbe.f h hah60Carátulaa Recomendaciones en el uso de medidor de alturas1. Mantener limpia la columna, la cual guía el cursor. Si el polvo o la suciedad se acumula,se hace dificil el delizamiento, lo que lleva a errores en el ajuste y la medición.2. Cuando traslade la dimensión medida, asegure bloqueando el cursor en su posiciónusando los mecanismos de sujeción suministrados. Es recomedable confirmar el ajustedespués de la sujeción porque el acto de sujeción en algunos medidores de alturaspuede modificar el ajuste ligeramente. Si es así, deberá tenerse en cuenta al fijar, parapermitir este efecto.3. Paralelismo entre la superficie de medición del trazador y la superficie de referencia de labase debe de 0.01 mm o mejor.Limpie el polvo o rebabas en la superficie de montaje durante la instalación del trazadoro el indicador tipo palanca antes de la medición. Mantenga la punta del trazador y otraspartes firmemente fijados en su lugar durante la medición.4. Si la escala principal del medidor de altura se puede mover, mueva según sea necesariopara ajustar el punto cero, y apriete firmemente las tuercas de fijación.5. Los errores debidos a errores de paralaje no son insignificantes. Cuando se lee un valor,siempre mire directamente las graduaciones.6. Manejo después de su uso: Limpie completamente el agua y el aceite. Apliqueligeramente una fina capa de aceite anticorrosión y deje secar antes de guardarlo.7. Notas sobre el almacenamiento:Evite la luz solar directa, altas y bajas temperaturas, y alta humedad durante elalmacenamiento.Si un medidor de altura digital no se usa por más de tres meses, retire la batería antesde guardarla.Si es provista una cubierta protectora, utilice la cubierta durante el almacenamiento paraevitar que el polvo se adhiera a la columna.
Vernier 0.15 mm Reading 16.15 mm Graduation 0.05mm (1) (2) (1)Main scale 16 mm (2) Cómo leer la Escala Calibrador vernier Calibrador de carátula Graduación 0.01mm Lectura de escala principal 4.00 mm Lectura de escala vernier 0.75 mm Lectura del Calibrador 4.75 mm Graduación 0.05mm (1) (2)