Transcription
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020A Quality Control Application in a Furniture CompanyMehmet SavsarKuwait UniversityIndustrial Engineering Department, KuwaitandÜsküdar UniversityIndustrial Engineering Department, Istanbul, Turkeymsavsar@gmail.comHazza AlotaibiKuwait UniversityIndustrial Engineering Department, Kuwaithazza.alotaibi@eng.ku.edu.kwAbstractThis study deals with a quality control application in a furniture manufacturing company. Furnituremanufacturing involves several wood cutting operations in specified dimensions. Based on ourinvestigation in a selected sofa-manufacturing factory, we have observed that cutting operations are notdone in accurate procedures and usually result in wood slabs, which deviate from standard dimensions. Oneof the reasons that wood cutting operations are not done as accurate as the metal cutting operations isbecause it is easy to recut the excessive part on the longer wood slabs, and to add a small piece to the woodslabs which is cut shorter. These types of simple remedies are not possible in metal cuts. While these extraprocesses do not appear to be significant, when they are added up in a mass manufacturing system, thewaste in workers time, as well as in material usage, becomes substantial.We have investigated a specific sofa manufacturing system and developed some hypothesis testingprocedures to prove to the management the significance of the cutting deviations from the standardrequirements. Amount of waste in labor time and material usage are quantified for a selected manufacturingperiod. Furthermore, some quality control procedures, including control charts, are developed andimplemented in the factory to control the cutting operations. The procedures and the results presented inthis study can be used by managers as guidelines in furniture manufacturing industry to improve theircutting operations and minimize the waste.Keywords:Wood cutting, furniture manufacturing, quality control, cutting specifications, material waste1. IntroductionDimensions of assembled products in furniture industry play an important role to decide how well the products havebeen manufactured. One of the important quality dimensions is quality of conformance. As indicated by Montgomery(2008), the quality of conformance is an indicator of how well the product conforms to the specifications required bythe designer. The difficulty level of manufacturing processes rapidly increases with the level of complexity andaesthetic in furniture design, which essentially increases the cost of production. In order for a company to meetcustomers satisfaction, it should establish very high standards for each process within limitation of variability, whichis inversely proportional to quality. To improve the quality, one must reduce the variation in quality characteristics. IEOM Society International252
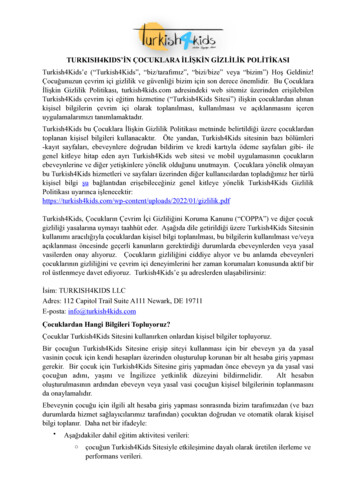
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020Quality characteristics are assessed based on how well they meet specifications. Length is one of the physical qualitycharacteristics in manufacturing specific parts to be used in assembly operations. In furniture manufacturing, length,width, thickness, and height are typical measures that need to meet specifications. Sabra Junior, et al. (2017) presenteda study that deals with assessment of quality in the furniture production process of a small furniture industry. The goalwas to find potential improvements to the production process. Data are collected over a period and statisticallyanalyzed. Their results suggest that prior to sanding of parts, extensive reworking was needed in many cases. Simanováand Gejdoš (2015) presented a procedure to prevent a decrease in quality during production process in furnituremanufacturing. They indicated that there are many tools for achieving operative quality management targets and themost frequent method is probably measurement and evaluation of the capability of processes through capabilityindexes. Simanová et al. (2019) presented a study dealing with improving the performance and quality of processesby applying and implementing six sigma methodology in furniture manufacturing process,In this paper, we have considered wood cutting operations in the frame preparation section of a sofa manufacturingfacility. There are 2 cutting benches that cut wood strips into required lengths for all sofa models based on order. Inthis study, length of wood strips is considered as a quality characteristic. There are 23 types of sofa models in theproduction line. Sofa model II has 15% share of overall production. Each unit of this model requires 6 pieces of 60cm wood strips in order to assemble wood frame of the sofa. The positions of the wood strip pieces are critical forfitting and thus, they must be accurate in dimensions, since a small inaccuracy in measurements will cause the piecesnot to fit in the frame. This in turn will impact negatively on dimensions of quality of the sofa units. Management ofthe Factory claims that the average length of wood strips produced from cutting benches (1) and (2) are equal andmeet the standard requirements set by the model designer as 60 cm long with a tolerance of 2%. The main problemat this stage of production is that when the wood strips are cut beyond tolerance, they do not fit well and need rework.Reworking process must be applied on these units separately. Due to the wooden raw material, this reworking processappears to be simple and does not cost much when considering each piece. However, with mass production and withoutany quality control assurance, this cost will add up and become excessive overhead burden on the company. There areseveral causes that affect the deviations in wood length cut. Unqualified manpower, old machines, bad material used,wrong methods applied, and poor measuring tools result in dimension inaccuracy. As ındicated by Obucina andHasanic (2018) Cause and Effect Diagram is a tool which assists in association, categorization and illustration ofpossible causes and problems in quality characteristics. It visually presents the relation of input factors that haveimpact on the output. These diagrams are also called “fish-bone diagrams” due to their appearance. The fish bonediagram illustrated in Figure 1 shows causes of variations in wood strips obtained in wood cutting operations.ManpowerUnskilled workersFatigueLow level of the familiarity with machineAppearance of woods cracksPoor warehousingMethodPoor measuring toolsAppearance of dimension inaccuracyInadequate maintenanceHigh deviationin woodlength cutLow number of cutting machineInadequate type of wood materialMaterialMachineFigure 1. Cause-effect diagram of deviation in wood length cut IEOM Society International253
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020The management has no implementation of quality assurance in the sofa manufacturing line, except physicalinspection at the end of the production. Furthermore, management claims that two wood cutting benches producewood pieces, which have the same dimension, and that these dimensions do not deviate from the standard. In order tocheck the validity of management’s claim, we developed a hypothesis testing procedure for testing the difference inmean between the two cutting benches. The objective of the study is to ensure that products meet requirements andare improved on a continuous basis by reducing the variation in the outputs. The aim of this study is to prevent anydecrease in quality during production and operational processes. As it is explained in detail by Montgomery (2008)and other countless authors, statistical process control techniques are proven to be very important tools of qualitycontrol and improvement. One of the most widely used tools is the Shewhart control chart, which will also bedeveloped and implemented in section 3 for the wood cutting process.In the existing processes at sofa manufacturing line, neither data are collected nor a statistical process control (SPC)has been implemented. In order to implement such a procedure, some assumptions had to be made. First, data werecollected randomly and independently. Second, frequency of sampling was assumed as equal so that process shiftscould be detected. These assumptions help the implantation of the SPC charts. In the next section, we present thehypothesis testing for the SPC implementation.2. Hypothesis Testing for Equality of Means for Wood Cutting BenchesFirst, we tested the management’s claim that two cutting processes of wood strips have equal average cuttingdimensions. This was a necessary step in order to decide whether control charts should be established for each benchseparately or both benches combined. We proposed a hypothesis testing on equality of mean cutting lengths of woodstrips from two different benches of concern. T-test was needed for such a testing procedure, with unknown variances.However, in order to use the T-test, we needed to know if the unknown variances were equal or unequal. To test forthe equality of variances of the wood lengths cut in two different benches, F-test for equality of variances had to beused. The goal was to see if management’s claim of equal means was true. If the claim was true, it would be enoughto construct one quality control chart for the parts coming out of both benches. However, if the claim was not true, itwould be necessary to construct control charts separately for each bench to ensure the equality of the outputs. Lengthof wood strips in cm were collected from cutting benches (1) & (2). Ten samples were measured by measuring tapeprovided by the company. Table 1 below shows the data recorded in cm. Data were checked by Minitab software toensure that normality assumption was valid.Table 1. Length measurements from cutting benches (1) & (2)Sample numberBench 1 (cm)Bench 2 .260.9760.359.4859.860.1960.460.51060.959.1First, two tail F-test was performed to check equality of variances between cutting processes (1) & (2). Test statisticof the F-test is F0 S12 / S22, where S1 is a standard deviation of cutting process 1, and S2 is a standard deviation of IEOM Society International254
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020cutting process 2. The null and alternative hypothesis, level of significance, and rejection are shown in table 2 below.By using Minitab, we conducted the equality testing of variances between cutting processes (1) & (2). Form thedescriptive statistics we found that the variance in cutting bench (1) is 0.174 and for cutting bench (2) is 0.631. Theconfidence limits for 95% level of significant are equal to 1.269 and 4.209. The test statistic was equal to 9.43. Asindicated by Dyckman and Zeff (2019), P-value is the probability of observing a value of the test statistic that is asextreme as, or more extreme, than the value resulting from the sample, if the null hypothesis is true. The P-value 0.007 0.05; therefore, we reject the null hypothesis Ho and conclude that there is strong evidence that wood stripsproduced from cutting processes (1) & (2) have unequal variances.Table 2. Hypothesis Testing for F-testNull hypothesis:H0: σ12 / σ22 1Alternative hypothesis:H1: σ12 / σ22 1Significance level: 0.05Rejection criterionF0 F /2 , n1 1 , n2 1T-test is a one of statistical tests that is heavily used to differentiate between the means of two groups and it’s one ofthe statistical hypothesis tests in many studies. Samples are extracted from a cutting bench (1) & (2) and populationvariance is unknown, so we use the sample variance to examine the sampling distribution of the mean, which willresemble a t-distribution (Kim 2015). Based on F-test result, we executed the two tail T-test on difference betweentwo means, variances unknown and unequal variances (σ12 σ22). The Test statistic and the degrees of freedom areshown in the equations below.The null hypothesis and the alternative with the level of significance are shown in the table 3 below. Where (μ1) is amean of wood strips from cutting process 1, and (μ2) is a mean of wood strips from cutting process 2.Table 3. Null Hypothesis for T-testNull hypothesis:H0 : μ 1 μ 2Alternative hypothesis:H1 : μ 1 μ 2Significance level: 0.05The confidence interval with 95% level of significance is (-1.363, -0.137). The P-value 0.02 0.05. Therefore,we reject the Null Hypothesis Ho and conclude that there is strong evidence that the two cutting processes producedifferent wood strip lengths. Consequently, we have to establish statistical process control charts for each benchseparately.3. SPC Charts and Implementation for Wood Cutting BenchesIn order to capture the variation from the output of cutting benches (1) & (2) and control the process, we establishedcontrol charts for X̄ & R to monitor the process because our measurements were continuous. Data were recorded bymeasuring tape. 30 samples (m 30) of wood strips, each of sample size 3 (n 3) have been collected from cuttingprocess (1). Table 4 shows the collected length measurements (cm) for wood strips form cutting bench (1). Normalityassumption has been checked by probability plot from Minitab software and was valid. IEOM Society International255
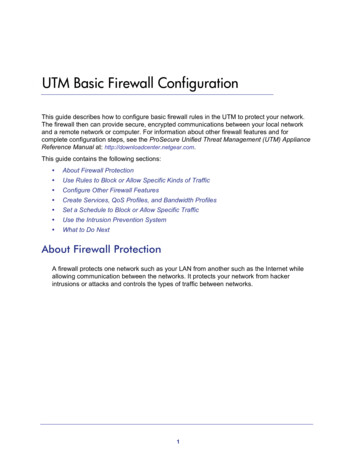
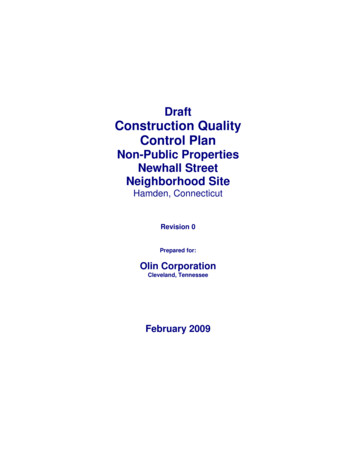
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020By using Minitab software, we constructed trial control charts for X̄ and R for wood strips from cutting bench (1) asshown in Figure 2. As it can be seen from Figure 2, averages of samples 14 and 20 have exceeded the UCL of X̄control chart. Therefore, the process is out-of-control and this control chart could not be adopted for monitoring theprocess. Furthermore, capability analysis for cutting bench (1) has been conducted by Minitab software as shown inFigure 3. As suggested by Simanová and Gejdoš (2015), capability indexes are used for valuation of capability andare based on normality assumption of data fitting to monitor quality features. Capability index (Cp) is the rate of thehypothetical capability of the process to confirm that the quality feature falls within tolerated quality limits. In practice,Cp 1.33 can be considered as the minimum benchmark value, because there is always a certain variation, and themeasurement process will never be a perfectly matched state as stated by Simanová et al. (2019). The result fromMinitab shows that CPU CPL, which indicates that the process is not centered and it is more likely that units willviolate USL.Table 4. Length measurements (cm) for wood strips from cutting bench (1)X̄ - chartR - chartFigure 2. X̄ and R Control Charts for cutting bench (1) IEOM Society International256
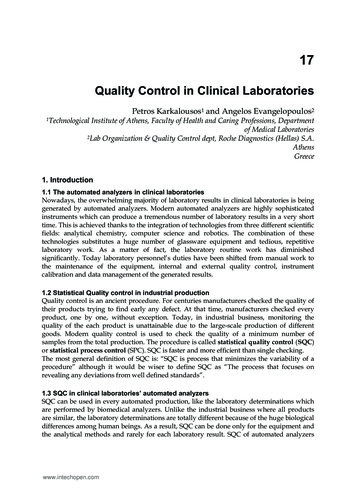
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020The Cpk, Ppk, and Cpm are all smaller than 1.33, which does not reach the minimum value for a capable processbenchmark industry. Ppk Cpk, which indicates that the overall capability of the process could be improved asindicated by Montgomery (2008). Therefore, we concluded that the cutting length process is not capable to producethe wood bar within the specified limits. Based on this estimation, the process would produce approximately 35,000ppm fallouts the specification limit, which results in excess burden cost and wasted time. Therefore, we conclude thatthe cutting length bench (1) is not capable to produce the wood strips efficiently. Control charts are revised byeliminating the points which are out of control and reconstructing new limits.Figure 3. Process capability analysis for cutting bench (1)Control charts were established for cutting bench 2, like bench 1. Again 30 samples (m 30) of wood strips, each ofsample size 3 (n 3), have been collected from cutting bench (2). Normality assumption was valid by testing probabilityplot by Minitab software. Data in Table 5 represent length measurements (cm) for wood strips form cutting bench (2).By Minitab software, we constructed trial control charts of X̄ and R for cutting length of wood strips from bench (2)as shown in Figure 4. Minitab provides tests for special causes to identify specific patterns in the data. The test failedat data points 1 and 19. Average of samples 1 and 19 have exceeded the LCL (3-sigma) of X̄ control chart. Also, thetest failed at point 20, in which two out of three points were more than 2σ away from the center line (same side).Therefore, the process is out-of-control and these control charts could not be adopted for monitoring the process atphase II. Process capability analysis for cutting bench (2) has been conducted by Minitab software as shown in Figure5 below.The CPL CPU, which indicate that the process is not centered, and it is more likely that production units will violateLSL. The Cpk, Ppk, and Cpm are all smaller than 1.33, which is half of the value for a capable process benchmarkindustry. And Ppk Cpk, which indicates that the overall capability of the process could be improved. Therefore, weconclude that the cutting length process is not capable to produce the wood bar. Expected overall fallouts from thespecification limit of the process is approximately 55,8620 ppm. The process of cutting length bench (2) is out-ofcontrol, so these control limits also could not be adopted for monitoring the process in phase II. The control limits arerevised by eliminating the points that are out of control limits and by constructing new limits. IEOM Society International257
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020Table 5. Length measurements (cm) for wood strips from cutting bench (2)X̄ - chartR - chartFigure 4. Control chart for cutting bench (2) IEOM Society International258
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020Figure 5: Process capability analysis for cutting bench (2)4. Revised Control Charts for Bench (1) and Bench (2)In order to monitor the process in the future, control charts must be established based on the capability of the process.Therefore, previously constructed control charts for both cutting benches will be revised by removing out of controlpoints. The out of control points 14 and 20, as shown in Figure 2, had exceeded the UCL of X̄ control chart of cuttingbench (1). After removing these points, we conduct the new control chart as shown in Figure 6 below. The center line(CL) has been decreased from 60.049 cm to 59.956 cm with no out-of-control points. These SPC carts can now beused for the cutting bench 1 to control the process in the future.X̄ - chartR - chartFigure 6 Revised control chart for cutting bench (1) IEOM Society International259
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 2020The same procedure is repeated for the cutting bench (2). First, excluding out-of-control points and then conductingthe new control charts by Minitab, the SPC charts shown in Figure 7 could be used for monitoring the bench 2 processin the future. The CL become closer to nominal value of 60 cm in this case. By using these charts, operator can respondwhen an out of control or special cause is detected by plotting the outcome of the process. SPC requires immediateresponse to a special cause signal.X̄ - chartR - chartFigure 7 Revised control chart for cutting bench (2)5. Discussion and EvaluationFrom our observations of the cutting processes in the factory, we noticed that the operators were taking measurementswith bended measuring tape, which is one of the main reasons or the assignable cause for the sample to be out-ofcontrol in the process at cutting bench (1). This also resulted in the process being not capable to produce wood stripswithin control limits. Also, the absence of a locking template to secure the wood strips properly before cutting isanother reason for the out of specification cuts. The cutting table as well as the locking template are made of woodand thus the sawdust generated around them play major role in sliding the template couple of mm and causing out ofspecification cuts. Furthermore, the lock itself has no safety device to protect the template from getting loose by time;it pushes the wooden bars into the template. Lastly, the operator uses his hand to tight the template which probablyvary from operator to operator. The consequence is a shifting in the process. We recommended to add a rigid tapewhich can be fixed in the edge of the table and on top of the template, so no wrong measurement is taken. For the lockin the template, secured double sided lock could significantly reduce number of parts produced out of the specificationlimits. Normally, automated machines with accurate cutting measures are heavily used in furniture manufacturingindustry. This will increase productivity and reduce number of parts falling out of tolerance limits.The economic evaluation of the proposal was that estimated number of units exceeding the tolerance limit is morethan 10% in total. Any wood strips fallout of the tolerance limit by 2% would have to be fixed by sending the woodstrips back to reworking station. On average, Reworking process takes 4 minutes. The expected overall estimationshows that 43,714 parts per year falls outs of the specification limit. Without any improvements in these processesand no out-of-control-action plan (OCAP) will result in (4 min.)x(43714 fallouts)/60 2915 hours of wasted time asreworking process per year. The result is factory loss opportunity of producing 114 sofa units, or average companymonetary loss in total of 7,030 KWD (or about 22,200 US Dollars) per year. This loss is also ignoring the materiallost as a result of these fallouts. Based on these analysis, the management was asked to take the necessary actions inorder to improve the quality of cutting wood strips in order to avoid the losses calculated. IEOM Society International260
Proceedings of the International Conference on Industrial Engineering and Operations ManagementDubai, UAE, March 10-12, 20206. ConclusionThis project aims to improve the quality of sofa furniture production by implementing engineering statistics & qualitycontrol techniques to reduce process variability. This results in reducing excess material waste and opportunity loss,as well as increasing the level of perfection in order to meet customer requirements. Based on the study, we were ableto address a significant analysis which could result in improvement of furniture manufacturing processes by applyingstatistical process control tools. Based on capability analysis, the company has huge opportunity to reduce financialburden by increasing the capability of production processes up to (1.25). Also, by applying quality control charts,company could be able to assure accurate monitoring of the process stability and eliminate erroneous results.As a further research, it is helpful to establish quantitative indicators to easily capture any sort of shifting of a certainprocess which can be used to cut off overhead cost significantly. Other quality attributes, in addition to length of stripwood cuts, should be monitored by control charts, which would play important roles in process monitoring in furnitureindustry. One of important measure that should be stringently controlled is the fabrics cut and sewn to fit the sofaunits. A lot of wasted material and quality control problems can be seen in these processes and need detailed studyand analysis. Such studies can minimize wasted fabric material, contribute to company profits and also economy ofthe country in general. Because of time limitations, this issue could not be included in this study.ReferencesDyckman, T.R., and Zeff, S.A., Important Issues in Statistical Testing and Recommended Improvements inResearch, Econometrics, vol. 7, no. 2, 2019.Kim, T., T-test as a parametric statistic, Korean Journal of Anesthesiology g, vol. 68, no. 6, pp. 540-546, 2015.Koa, L., and Green, C., Analysis of Variance: Is There a Difference in Means and What Does It Mean, Journal ofSurgical Research, vol. 144, no. 1, pp. 158-170, 2008.Montgomery, D. C. , Introduction to Statistical Quality Control, 6th Edition, John Wiley & Sons, Inc 2008.Obučina, M. and Hasanić, S. (2018) "Defining Causes of Defects and Quality Control Points in the Industry ofFurniture," Proceedings of the 29th DAAAM International Symposium, pp.0388-0393, B. Katalinic (Ed.),Published by DAAAM International, ISBN 978-3-902734-20-4, ISSN 1726-9679, Vienna, Austria.Seabra Junior, E., Armin, F., Santos, R. F., Siqueira, J, Schmidt, C., and Proenca, G. (2017) "Statistical and qualitycontrol tools applied to the process of wooden furniture production," Intern. Wood Products Journal, 8:3, 161165.Simanová, L., and Gejdoš, P. (2015) "The use of statistical quality control tools to quality improving in the furniturebusiness," Procedia Economics and Finance, vol. 34, no. 7-8, pp. 276 – 283.Simanová, Ľ., Sujová, A. and Gejdoš, P. (2019) "Improving the Performance and Quality of Processes by Applyingand Implementing Six Sigma Methodology in Furniture Manufacturing Process," Drvna industrija, vol. 70, no. 2,pp. 193-202.BiographiesDr. Mehmet Savsar is a professor of Industrial Engineering at Kuwait University. He is also affiliated with ÜsküdarUniversity in Istanbul, Turkey. He holds MSc and PhD degrees from the Pennsylvania State University, USA, in theareas of Industrial Engineering and Operations research. He has been teaching Industrial Engineering in variouscountries over the past 38 years. His research interests include quality, reliability, and maintenance management, JITproduction, flexible manufacturing, and production control. He has over 90 journal publications and over 100conference papers. He is on editorial boards of several international journals and conferences.Eng. Hazza Alotaibi is a senior student in Industrial Engineer Department at Kuwait University. He is currentlyserving in the Kuwait Ministry of Defense as an officer. He is working in the simulation and quality department. Hehas been involved with several military projects. IEOM Society International261
In furniture manufacturinglength, , width, thickness, and height are typical measures that need to meet specifications. Sabra Junior, et al. (2017) presented a study that deals with assessment of quality in the furniture production process of a small furniture industry. The goal was to find potential improvements to the production process.