Transcription
Process Safety eHANDBOOKOptimizeProcessSafety
GOTCOMBUSTIBLEDUST?Call REMBE – Your ExplosionProtection SpecialistWE!STREPXEARE THEConsulting. Engineering. Products. Service.Contact us for North AmericaContact us for EuropeInc.3809 Beam Road Suite K Charlotte, NC 28217, USAT 1 704 716 7022 F 1 704 716 7025info@rembe.us www.rembe.usGallbergweg 21 59929 Brilon, GermanyT 49 2961 7405-0 F 49 2961 50714info@rembe.de www.rembe.de REMBE All rights reserved
www.ChemicalProcessing.comTABLE OF CONTENTSSuccessfully Reduce Process Safety Events7Other companies can emulate the approach proven effective at DowTackle Combustible Dust Safety Challenges16Indoor collection systems and proper venting help to extinguishflames and contain extrafine particulatesUse Asset Management Software to Improve EH&S Programs25Ability to capture events and link documents improvesenvironmental, health and safety effortsAdditional Resources31PRODUCT FOCUSSANITARY FITTINGS SUIT HYGIENIC APPLICATIONSThe KOA Sanitary Advantage line consists of high-quality,hygienically designed hose fittings, clamps, gaskets and accessories for use in the food, beverage, dairy, cosmetics andpharmaceutical industries.The line is certified to meet the 3-A Sanitary Standard for sanitary fittings, gaskets and complete sanitaryhose assemblies.Materials are made from 316L stainless steel with traceability and manufactured with a smooth (32 Ra) polish on foodcontact surfaces. Finepoint Barb Ends eliminate areas wheretransferred materials can become trapped. Fittings are independently lab tested after manufacturing to ensure quality.For more information, visit http://bit.ly/2p5fG86Kuriyama of America, Inc. (847) 755-0360 www.kuriyama.comProcess Safety eHANDBOOK: Optimize Process Safety3
Increase Equipment UptimeThrough Robust EnterpriseAsset ManagementA whitepaper for the manufacturing industryThe Manufacturing industry is challenged witheffectively maximizing asset performance,increasing uptime and controlling costs.So how will an Enterprise Asset Management (EAM) solution help you to notonly meet those challenges, but quickly exceed them?Here are just a few ways an EAM designed for manufacturers can help:Maximize asset performance through analytics and dashboards thatquickly show drill-down KPIsManage maintenance costs through effective work planning andscheduling, easy review and approvals of work orders, projects, andintegrated spare parts inventory managementImprove operations by analyzing equipment breakdown information,tracking PM program compliance, and facilitating planned ent-Uptime.html
www.ChemicalProcessing.comAD INDEXREMBE Inc. www.rembe.com2Aptean www.aptean.com4Kuriyama of America, Inc. www.kuriyama.com6SIS-TECH Solutions www.sis-tech.com15KNF Neuberger, Inc. www.knfusa.com24PRODUCT FOCUSSOFTWARE SIMPLIFIES SIL VERIFICATIONSIL Solver Enterprise integrates an extensive device databasewith simplified fault tree analysis equations to provide userswith an SIL Verification tool that delivers significant cost andtime savings.The client-server, browser-based software makes it simpleto enter and review data and quickly model a safety functionusing the graphical user interface. In addition to calculatingthe probability to fail on demand average (PFDavg), the meantime to failure spurious (MTTFSP) is also calculated, ensuringthe system meets the target SIL as well as reliability goals.The system uses an internationally recognized methodfor calculating the PFDavg and MTTFSP, enabling users tofocus on modeling the safety function rather than the equations or calculations. The percentcontribution of each device or subsystem to the overall calculated value is provided in text andgraphically, so that design weaknesses can be easily identified and corrected. This increases productivity by allowing users to fully concentrate on the system being analyzed, reducing mistakes.SIS-TECH Solutions 713-909-2100 www.sis-tech.comProcess Safety eHANDBOOK: Optimize Process Safety5
Thermoplastic Industrial HosesStatic DissipativeFood Grade MaterialHandling HosesSuperior StaticProtection!VOLT WINNER!Durable AbrasionResistant!Food Grade!Light Weight!BYVLT-SD CHEMICAL PROCESSINGTIGERFLEX EDITION 0114ISO 9001-2000REGISTERED Q.M.S.THE ASSOCIATION FOR HOSE ANDACCESSORIES DISTRIBUTIONMade In USA
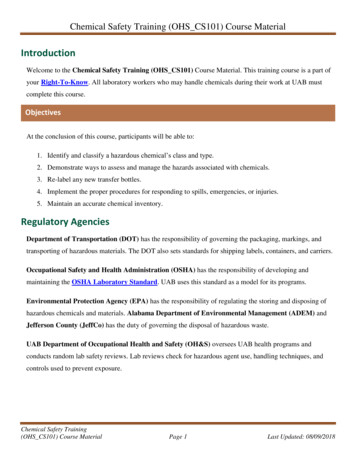
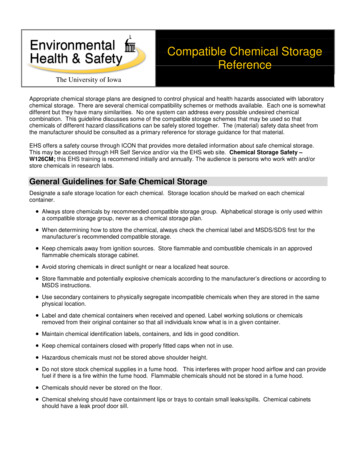
www.ChemicalProcessing.comSuccessfully ReduceProcess Safety EventsOther companies can emulate the approach proven effective at DowBy John Champion, Sheila Van Geffen and Lynnette Borrousch, The Dow Chemical Co.THE PREVENTION of process safetyThis article focuses on some of the keyincidents (PSIs) has receivedprograms that enabled us to break throughemphasis at Dow for a long time. Inthe plateau we had reached in 2005–20081995, business and corporate environmental,and continue to drive us closer to zero. Ahealth and safety (EH&S) leadershipsecond article next month will cover otherestablished formal goals to significantlycrucial programs.reduce incidents over the next ten years.These goals provided the platform forTHE BASIS FOR SUCCESSdriving breakthrough performanceFigure 2 illustrates the three foundations ofimpacting employees, customers,effective process safety programs. Thesecommunities and the environment. This200New Dow PortfolioHistory, using priordefinition of PSI2015 Goalemphasis yielded a more-than-threefold150Incidentsdecrease in PSIs over those ten years(Figure 1).100tively. As Figure 1 shows, this goal was metin 2011 and sustained through 0042003200220012000199919981997PROCESS SAFETY PERFORMANCEFigure 1. Dow has significantly reduced thenumber of incidents per year.Programsand their severity by 75% and 90%, respec-1996lished to further reduce the number of PSIs01995In 2005, another ten-year goal was estab-199450Process Safety eHANDBOOK: Optimize Process Safety7erOp
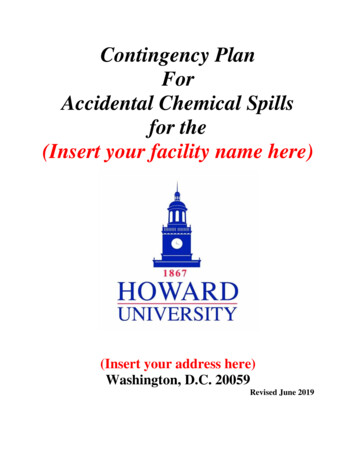
www.ChemicalProcessing.comaspects intertwine to form the overallEffectivesupport at all levels of the organization isthe essential foundation for sustaining suc-elineverything we do, is leadership. LeadershipProcessSafetySystemspsciDialAt the base of the triangle, supportingntioeraProcessSafetypractice in Dow.OpProgramsapproach to success that we have seen inSafety Culture/Leadershipcess in process safety.THE FOUNDATION FOR SUCCESSOn the left side of the triangle are theprocess safety systems that Dow hasFigure 2. An effective process safety programrequires three essential elements [1].PRODUCT FOCUSGAS AND LIQUID PUMPS SUIT HAZARDOUS LOCATIONSThis full line of gas and liquid diaphragm pumps withexplosion-proof motors for use in safety-critical applications, are suited for NEC/CEC Class 1/Division 1/Groups C & D (gas and liquid) and Division 2/Groups A,B, C & D (liquid) locations. ATEX compliant pumps alsoare available.1and vacuum down to 2 mbar. Liquid pumps for NEC/2CEC-compliant applications provide flow rates to 6 L/min at pressures up to 88 psi and suction heights up to 10 ft.3water.Double-diaphragm, oil-free pumps are available for transporting and evacuating costly,high purity, rare and/or dangerous gases. While the primary 4diaphragm does the workNEC/CEC-compliant gas pumps and compressorsNever thaw frozen acrylic acid or methacrylic acid wachieve flow rates up to 110 L/min at pressures to 60 psiNever remove liquid from a partially thawed containof acrylic acid or methacrylic acid.Never sparge nitrogen through aerobic inhibited moAlways know the inhibitor concentration of a monomand ensures ultra-low leak rates of 6x10-6 L/sec, the safety back-up diaphragm keeps gasfrom escaping in the event of failure. Other safeguards prevent contamination from external influences.All diaphragm pumps are contamination and maintenance-free. Liquid pumps areself-priming, and can run dry without damage. Pumps with explosion proof motors areUL/CSA approved and available with corrosion-resistant materials. Application-optimizedsolutions are available, with alternative head configurations, materials, motors, and otheroptions through engineer-to-engineer consultation.To learn more, visit www.knfusa.com/exproof and www.knfusa.com/noescape.KNF Neuberger, Inc. 609-890-8600 www.knfusa.comProcess Safety eHANDBOOK: Optimize Process Safety8
www.ChemicalProcessing.comimplemented globally through our oper-directors; it is a key aspect of all leadershipating discipline management systems.roles, as underscored by goals, expectationsThese systems include Dow’s Process Riskand resource allocation.Management Standard (PRMS) and GlobalMechanical Integrity Safety StandardLeadership commitment is critical. Oper-(GMISS) as well as our personal safety stan-ations benefits from leadership supportdards, and many others. Compliance withprovided by both the business and corpo-these internal requirements, which typicallyrate EH&S leadership and aligned to Dow’sgo beyond the minimum mandates of regu-common process safety vision. Businesslations, is what enables long-term success.and corporate EH&S leadership define theexpectations and strategic goals needed toOn the right side of the triangle is operationalachieve targets. They allocate the resourcesdiscipline, i.e., what occurs in the plant on anecessary to drive improvements and sus-daily basis. Operating discipline performedtain performance. So, let’s highlight a fewsuccessfully enables effective implementa-examples of their direct engagement:tion of process safety systems. For example,an inspection protocol established underLeadership governance. Ensuring that ongo-GMISS for a facility’s piping circuits must being support, resources and priorities areproperly followed for effective inspectionsproperly managed is crucial for achievingand a decrease in containment losses result-process safety improvements. The operationsing from mechanical integrity failures. Howgovernance team (OGT), led by the corporatethe plan is executed will determine whetherEH&S director, is designed to drive busi-the outcome is successful or not.ness and functional accountability for EH&Sperformance in operations facilities. It alsoLEADERSHIP AT ALL LEVELSprovides functional oversight and directionDow’s commitment to continuously improveregarding alignment to Dow corporate EH&Sboth personal and process safety perfor-policies, standards and requirements. Themance aligns to corporate core values.OGT oversees the corporate risk manage-Dow established EH&S as its top priority,ment of facilities to drive EH&S improvementsengaging all employees across a multitudeand ensure the operating business andof business and functional sectors. Dowregional teams are managed appropriately inhas clear expectations that all employeesaccordance with the corporate risk criteria.are responsible for safety, and measuresboth business and employee performanceFinancial commitment. Substantial cor-against achieving safety expectations.porate capital funding is allocated toSponsorship of EH&S begins at the board ofsupplement business capital to manageProcess Safety eHANDBOOK: Optimize Process Safety9
www.ChemicalProcessing.comoverall corporate risk and promote timelyKey influential leaders focus on drivingcompletion of process safety projects.desired behaviors through continuedThese projects are identified and prioritizedengagement in field activity and coaching.through various assessments. Corpo-All employees, regardless of position, arerate-funded projects are co-managed byempowered to report issues and take actionthe business group, process safety andto keep themselves and the work environ-EH&S leadership. These corporate funds arement safe. Operations personnel can shutdesignated as high priority EH&S capitaldown the plant if they have an EH&S con-to address targeted risk reduction projectscern, even for a minor leak.along with high priority personal safetyA game plan is only as good as its execution.improvement projects.We achieve our goals not only through theFacility leadership. Production leadersact of setting a target but also in doing whatat the individual facility are expected tois needed to reach and exceed that target.demonstrate a competent understandingTherefore, operating discipline is essentialof the facility’s chemistry, technology andfor enabling success on a day-to-day basis.process safety risks. One mechanism forHere, we’ll look at two operating disciplinevalidating this knowledge is through thesystems that contribute to Dow’s sustainednew leader reactive chemicals and processsuccess in process safety. We’ll cover threehazard analysis work process. This includesmore in Part 2 (http://bit.ly/2x8xWCb).having the person make a presentationto subject matter experts, process safetyCARDINAL RULESand EH&S professionals. New productionThe prevention of large scale accidentsleaders are expected to complete thisthat have a low frequency of occurring butprocess within the first 90 days of takinghigh consequences depends upon an acuteresponsibility for a facility; they are notawareness of worst-case scenarios andauthorized to approve high risk manage-the assurance that the protection layersment-of-change reviews until successfulare not compromised. Dow uses cardinalcompletion of the process [2].rules to maintain a high awareness of thesetypes of scenarios and help prevent majorEmployee engagement. Personnel oper-incidents [3].ate facilities daily with a clear expectationthat EH&S is their top priority. All facil-Cardinal rules are technology specific; theyity employees, including the operators,have been used for some of our processesare expected to set personal EH&S goalsfor a long time. In the last few years, Dowaligned to those of their facility.has placed an increased emphasis onProcess Safety eHANDBOOK: Optimize Process Safety10
www.ChemicalProcessing.comSOME CARDINAL RULES FOR ACRYLIC MONOMERS1234Never thaw frozen acrylic acid or methacrylic acid with steam.Never remove liquid from a partially thawed containerof acrylic acid or methacrylic acid.Never sparge nitrogen through aerobic inhibited monomer.Always know the inhibitor concentration of a monomer.Figure 3. This partial list illustrates the clear and concise nature of the rules.ensuring that all technologies have cardinalnear-miss and appropriately investigated.rules developed and then disseminatedThe learnings from the investigation areall the way to the shop floor. These rulesleveraged across the technology to helpfollow the format of the biblical Tenprevent recurrence.Commandments. They are short statementsthat are expressed in absolute terms likeAn implementation example. The Dow“never” or “always.” Limiting the numberacrylic monomers technology owners for-of these rules for a given technologymalized their list of cardinal rules in 2010,emphasizes the importance. We considerbased on internal and external storagea maximum of 10–15 effective; any moreand handling standards that had existedcan dilute the emphasis. Most statementsfor many years. These standards consistare developed as a result of a significantof numerous pages of detailed rules andDow or industry incident involving theguidelines for the safe handling of acrylicparticular technology.monomers. Many of the rules and guidelinesreflect best practices and learnings fromAll Dow personnel involved in a technol-past events, including big and small, internalogy are required to know, understand andand external ones. The key benefit of takingabide by its cardinal rules. Violating a car-an extensive standard and developing a listdinal rule may result (and, in many cases,of cardinal rules is to distill crucial conceptshas resulted) in a significant incident withdown into short statements that can bepotential impact to personnel, propertymore easily hard-wired into people’s way ofand the community. A violation that doesworking. Figure 3 shows a few examples ofnot result in an accident is recorded as athe acrylic monomer rules.Process Safety eHANDBOOK: Optimize Process Safety11
www.ChemicalProcessing.comCardinal RuleWhat could happen?Where Doesthe Hazard Exist?Never thaw frozen acrylic acidor methacrylicacid with steam.The use of steam caninitiate a thermal, uncontrolled polymerization ofthe monomer, resultingin potential equipmentrupture. Note that a tanktruck exploded in 1976due to this.Freezing can occur inpumps, pipe systemsand storage vessels thatare uninsulated, poorlyinsulated, have inadequateheat tracing or inadequatetemperature control ofheating systems.Minimum Safeguards1. W ell-maintained insulation and heat tracingsystems to prevent freezing.2. P rocedures and training on the safe methodsthat can be used for thawing are critical.3. N ever increase the temperature of the heattracing system above the maximum allowabletemperature.4. T he use of a hot water mixing stationrequires automatic shutoff capability forhigh temperature.Table 1. Background on the hazard, its potential impact and minimum safeguards reinforce theimportance of the rule.detail to reinforce the importance of theMAINTAININGCORPORATE MEMORYrule. Such detail includes a description ofCorporate memory is important because badwhat could happen (or has happened) ifthings can, and have, happened at Dow andthe rule is violated, where in the plant thein industry: uncontrolled chemical reactions,hazard exists and what minimum safe-fires and explosions, mechanical overpres-guards shall be in place. Table 1 provides ansure, building detonation, and more. Theyexample for one of the rules from Figure 3.can lead to devastating consequences: prop-Behind each of the short statements iserty damage or destruction, capital losses,Once their development was finalized,environmental impact, and injury or death.the cardinal rules were incorporated intothe training program for all personnelThe need to maintain corporate memorywho interact with the technology. Oper-gets even more critical as we continue toators, engineers, production leaders andimprove process safety performance. Asothers were trained initially on these rulesincidents become less and less frequent, wein instructor-led interactive training ses-may become less vigilant over time. Manysions with the technology experts. Periodicindividuals may never personally experienceformal refreshers ensure retention. Further-a serious event during their career. In fact,more, the rules are built into the daily workthat is the real goal: to never experience apractices to maintain awareness in every-serious event.one’s mind. For example, each operatingplant control room prominently displays aInstitutionalizing corporate memory incopy of the rules as do some staff build-training can assist in preventing signifi-ings. The rules are frequent topics of safetycant events and create a continuum of keymeetings and even informal discussions.knowledge. Dow’s training includes:Process Safety eHANDBOOK: Optimize Process Safety12
www.ChemicalProcessing.comconsequence). It presents scenarios chemical properties of hazardousfor both normal operations and abnor-materials;mal situations. hazardous scenarios; main protection systems and design fea-Main protection systems and design fea-tures; andtures. The training describes the main major incident history.protection systems and design features thatChemical properties of hazardous mate-contribute to safety (e.g., no water in therials. The training program details theprocess, no aluminum used in the process,properties of those chemicals used at thelayout and building design). One key focusfacility. It includes a list of chemicals, howarea concerns what aspects of the pro-to recognize them, how to respond totection strategy the operations personnelexposure, their flammability and toxicity,can directly affect, such as procedural andreactivity hazards and properties of thoseemergency response protection layers.chemicals that operate at conditions thatcould be hazardous (e.g., high tempera-Major incident history. This training reviewstures and pressure).past serious events, including the worstflammable and toxic releases, and fatali-Hazardous scenarios. This training coversties that have occurred in the facility or inthe reactive chemistry and hazards associ-the technology. Delving into past incidentsated with systems that could be impactedunderlines the importance of protectionby those working in the process areas,systems and the credibility of the hazards.potentially causing a life-threateningPhotographs, if available, are provided toevent. The content includes the chem-illustrate the consequence of the incident.icals involved, typical initiating eventsMany trainees will relate more effectively toand the extent of the impact (distance/visual images.There’s More.This is a two-part series based upon portions of a paper given at the 13th Global Congress onProcess Safety in San Antonio, in March 2017. The full paper appears in the Proceedings of theCongress and published in the December 2017 issue of Process Safety Progress. To read part 2,visit http://bit.ly/2x8xWCb.Process Safety eHANDBOOK: Optimize Process Safety13
www.ChemicalProcessing.comEach facility must develop the appropri-REFERENCESate training. New employees must receive1.Klein, J. A. and Vaughen, B. K., “Processinitial training while other employees mustSafety: Key Concepts and Practicalget refresher training on a recurring sched-Approaches,” CRC Press, Boca Raton,ule. A variety of delivery methods, fromFla. (2017).instructor-led training to computer-basedself-paced learning, can be used.2. Study, K. A., “Training Management ofChange Approvers,” presented at the6th Global Congress on Process Safety,JOHN CHAMPION is process safety technology leaderfor The Dow Chemical Co. in Deer Park, Texas. SHEILASan Antonio, Tex. (Mar. 2010).3. Champion, J. W., Stevick, K. P., Study, K.VAN GEFFEN is process safety technology leader forA. and Van Geffen, S. F., “Dow LearningsDow in Houston. LYNNETTE BORROUSCH is EH&Sand Actions from The Deepwaterdirector, consumer, infrastructure and industrialHorizon Accident,” Proc. Safety Progr.,solutions, for Dow in Midland, Mich. Email them at John-p. 335, Vol. 34, Iss. 4 (Dec. 2015).WChampion@dow.com, SFVanGeffen@dow.com andLEBorrousch@dow.com.Process Safety eHANDBOOK: Optimize Process Safety14
www.ChemicalProcessing.comTackle Combustible DustSafety ChallengesIndoor collection systems and proper venting help toextinguish flames and contain extrafine particulatesBy Gerd Ph. Mayer, Eric Finley and Helen Sztarkman, REMBE Inc.In recent years, production processessedimentation velocities, causing threehave changed in many key industry sec-primary challenges:tors — food, pharmaceutical, cosmetic1.High ignition risks— as well as in metal pigments production.2. High energy content risksNanoparticles are needed to incorporate3. Smoldering risksa given substance into production mediamore easily to achieve properties previ-As a rule of thumb, the smaller the materi-ously unrealizable.al’s particulate, the higher the combustionrisk will be. This article will weigh in onIn the past, wet (dust collection) processessuch an assumption’s accuracy and providewere used to remove extremely finesome solutions for preventing or mitigatingparticles generated in production. The needexplosion risks when handling combusti-to collect and handle very fine materialsble nanoparticulates.in dry processes increased costs andenvironmental concerns. It also createdCOMBUSTION IS GOING “NANO!”issues associated with handling high-riskTraditionally, particulates have beencombustible compounds. Dust cloudsdescribed in millimeters and microns, butwith hazardous particle concentrationsnow the nanoparticle is in focus as if it iscan form and remain for extendedsomething new. “Nano,” as in nanoparticles,periods of time because of reduceddescribing 1/1,000 of a micron particle’s sizeProcess Safety eHANDBOOK: Optimize Process Safety16
www.ChemicalProcessing.comof, has been in existence since the worldmanufacturing procedures have been devel-was created. Nanoparticles can be foundoped: the so-called “bottom-up” process,in wildfire fume, ash of erupted volcanosin which the particulates are generated inand even in barbecue grill smoke outsidea narrow particle-size distribution throughof private households. For several decades,a chemical-physical procedure, and thenanoparticles have been used, and continue“bottom-down” process, which involvesto be used, in the form of carbon black ingrinding in high-energy mills to generatetire manufacturing.the ultrafine particulates.“Nano” seems to have a dangerous or nega-Regardless of the method used to gener-tive connotation both in general perceptionate nanoparticulates, once a substance isand, even more so, in production environ-turned into dry powder, the risk of combus-ments. This is especially true when thesetion increases rapidly.particles become airborne and possibly areinhaled by production workers. Products con-Catastrophic combustible dust incidentstaining nanoparticulates have to be labeled tohave occurred repeatedly for hundreds ofmake people aware of a possible hazard.years and have been discussed thoroughly.Authorities have responded, especially afterWhile nanoparticles do pose some healthfatalities occurred. An increased awarenessthreats, they are not always harmful.of the risk employees are working withNanoparticles already are used in a positiveevery day, supported by information andmanner for several health applications. Forresearch, is reflected in regulations andexample, silver nanoparticles are used ascodes, such as the National Fire Protectionantibacterial agents in bandages, are inte-Association (NFPA) Standards.grated in implants for the human body andare embedded in cosmetics and sunscreensSome of the NFPA combustible dust stan-in which particles of titanium and zinc oxidedards address more general considerationsreflect sunlight and assist with protectivethat apply to all manufacturing, such assun exposure.increasing awareness of explosion preventionand measures to avoid hazardous conditions.Numerous other applications for nanopar-Other NFPA standards are industry-specific:ticles are being developed every day asNFPA 484 for metal dust or NFPA 61 for agri-the need for their specialized propertiescultural production, for example.increases. For this reason, the technicalworld has started to generate nanopar-A commonality for these industry-spe-ticles on an industrial scale. Thus, twocific standards is that they currentlyProcess Safety eHANDBOOK: Optimize Process Safety17
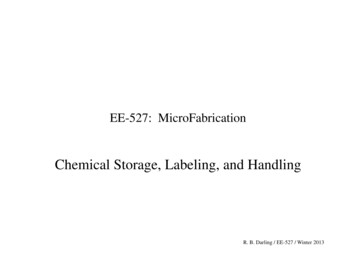
www.ChemicalProcessing.comfocus on particulates in the micrometer(such as an air material separator (AMS) orrange because nanoparticles primarily area mixer). Most enclosures used for storage,being generated as byproducts in negli-conveying, dust collection, etc., are notgible amounts. However, because of thedesigned to contain the subsequent pres-increasing nanoparticle industry, the nextsure developed and would rupture, thusedition of NFPA 654 is going to addresssetting free a massive explosion.the processing, handling and storage ofnanopowders. This will be done to assist theBecause this explosion risk exists in almostmanufacturers in understanding the pos-all areas of industrial processes, a DHA issible hazard when very small particle sizesrequired per NFPA 652. The hazards mustare involved.be determined and proper measures mustbe put into place to reduce the risk forDust hazard analyses (DHAs) performed forworkers and the company as a whole. Inprocesses and facilities that handle nano-many cases, a “management of change”powders will need to include an assessmentprocess must be implemented to assist inof the hazards associated with contain-educating and reducing the overall hazards.ing and controlling nanopowders in theIn addition, reasonable measures to avoidapplicable equipment and processes inand control an explosion safely should beaddition to the fire and deflagration hazardsundertaken to reduce the threat of a com-already addressed.bustible dust explosion.COMBUSTIBLE DUST AND THEEXPLOSION PENTAGONCombustion is the process of fine particulates being ignited in air. The prerequisitesrequired for a dust explosion are shown inFigure 1. The fuel source — in this case finedust particulates suspended in air — mustbe present, as well as oxygen and an ignition source. The ignition source could beas simple as a spark created by particlefriction, any kind of overheated surface oran open flame. These four prerequisitescan result in a flash fire. The explosion thenoccurs when this optimal concentration ofdust particles is captured in an enclosureDUST EXPLOSION PENTAGONFigure 1. These five criteria must be presentfor a dust explosion to occur.Process Safety eHANDBOOK: Optimize Process Safety18
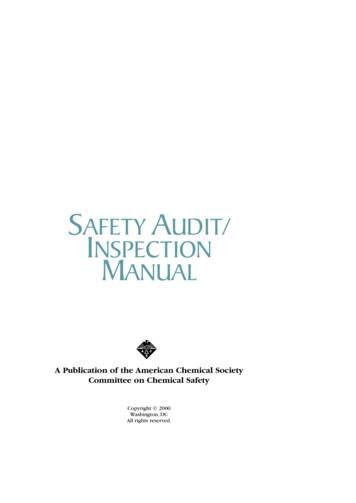
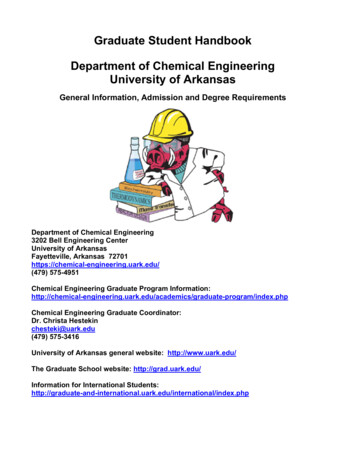
www.ChemicalProcessing.comKST VALUE AND SPECIFIC SURFACE AREAFigure 2. Smaller particles create higher Kst values, resulting in a bigger explosion.COMBUSTIBLE DUSTCRITICAL PARAMETERSclassify material by diameter; often the par-Any dust that has a Kst value (the maximumbased on the sieve/mesh diameter clas-pressure rise in a 1 m³ test vessel) greatersification process. As almost any reactionthan zero is considered a “combustibledepends on the particle surface available,dust.” These dusts are classified into ST1a particle diameter x50.2 is the best parti-dust (Kst 200 bar m/s, ST2 dust ( 200 –cle diameter to use. Particulates or particle300 bar m/s) and ST3 dust (Kst value 300size distributions then are determined bybar m/s). Along with Kst, each combustiblethe specific surface area (Sm) measureddust has a specific maximum explosionin (m²/g). Figure 2 shows the correlationpressure (Pmax) that it can reach duringbetween Kst value and specific surface area.ticle diameter x50.3 is the parameter used,an explosion.The graph shows how smaller particlesKst and Pmax values for each material arecreate higher Kst values and thus a moredifferent, and “typical” data can be
effective process safety programs. These Successfully Reduce Process Safety Events Other companies can emulate the approach proven effective at Dow By John Champion, Sheila Van Geffen and Lynnette Borrousch, The Dow Chemical Co. PROCESS SAFETY PERFORMANCE Figure 1. Dow has significantly reduced the number of incidents per year.