Transcription
AEROSPACEMATERIALSPECIFICATIONAMS 2769AIssuedRevisedReaffirmedFEB 1996DEC 2004MAY 2008Superseding AMS 2769Heat Treatment of Parts in a Vacuum1. SCOPE:1.1Purpose:This specification establishes the requirements and procedures for heat treating parts (See 8.4)in a vacuum/partial pressure.1.2Application:This process has been used typically for the heat treatment of carbon and alloy steels, toolsteels, corrosion-resistant steels, precipitation-hardening steels, super alloys, titanium, andother nonferrous alloys, but usage is not limited to such applications.1.2.1Heat treatment as used in this specification includes solution treatment, homogenizing,austenitizing, annealing, normalizing, hardening, tempering, aging, and stress relieving. Thisspecification does not cover processes such as melting, brazing, diffusion bonding, coating,carburizing, or nitriding.1.2.2The objective of this process is to produce heat treated parts which are free from surfacecontamination and alloy depletion. Such parts may not necessarily have a bright surface.1.3Safety - Hazardous Materials:While the materials, methods, applications, and processes described or referenced in thisspecification may involve the use of hazardous materials, this specification does not addressthe hazards which may be involved in such use. It is the sole responsibility of the user to ensurefamiliarity with the safe and proper use of any hazardous materials and to take necessaryprecautionary measures to ensure the health and safety of all personnel involved.SAE Technical Standards Board Rules provide that: “This report is published by SAE to advance the state of technical and engineering sciences. The use of this report isentirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user.”SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions.Copyright 2008 SAE InternationalAll rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical,photocopying, recording, or otherwise, without the prior written permission of SAE.TO PLACE A DOCUMENT ORDER:SAE WEB ADDRESS:Tel:877-606-7323 (inside USA and Canada)Tel:724-776-4970 (outside USA)Fax:724-776-0790Email: CustomerService@sae.orghttp://www.sae.org
SAEAMS 2769AAMS 2769A2. APPLICABLE DOCUMENTS:The issue of the following documents in effect on the date of the purchase order forms a part ofthis specification to the extent specified herein. The supplier may work to a subsequent revision ofa document unless a specific document issue is specified. When the referenced document hasbeen cancelled and no superseding document has been specified, the last published issue of thatdocument shall apply.2.1SAE Publications:Available from SAE, 400 Commonwealth Drive, Warrendale, PA 15096-0001 or www.sae.org.AMS 2750ARP19622.2PyrometryCertification of Heat Treating PersonnelASTM Publications:Available from ASTM, 100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA 194282959 or www.astm.org.ASTM STP 4702.3Manual on the Use of ThermocouplesU.S. Government Publications:Available from DODSSP, Subscription Services Desk, Building 4D, 700 Robbins Avenue,Philadelphia, PA 19111-5094 or -27401MIL-PRF-27407MIL-PRF-27415Argon, TechnicalPropellant, HydrogenPropellant, Pressuring Agent, NitrogenPropellant, Pressuring Agent, HeliumPropellant, Pressuring Agent, ArgonA-A-59503BB-H-886BB-H-1168Nitrogen, TechnicalHydrogenHelium, TechnicalNational Fire Protection Association (NFPA):Available from the National Fire Protection Association, 1 Batterymarch Park, Quincy, MA02169-7471 or www.nfpa.org.NFPA 86DStandard for Industrial Furnaces Using Vacuum as an Atmosphere-2-
SAEAMS 2769A2.5AMS 2769ACGA Publications:Available from Compressed Gas Association, 4221 Walney Road, 5th Floor, Chantilly, VA20151-2923 or www.cganet.com.CGA G-5.3CGA G-9.1CGA G-10.1CGA G-11.1Commodity Specification for HydrogenCommodity Specification for HeliumCommodity Specification for NitrogenCommodity Specification for Argon3. TECHNICAL REQUIREMENTS:3.1Furnace Equipment:The equipment shall conform to the requirements of applicable heat treat specifications. Thefurnace components shall result in no detrimental metallurgical effects on the materialprocessed during a normal production run as a result of vaporization or chemical reactionbetween the furnace components and the gases used to maintain partial pressure in thefurnace.3.1.1Vacuum System: The vacuum pumping system shall have sufficient pumping capacity toevacuate the furnace to a pressure within the recommended range indicated in Table 1 for thematerials being processed, and to maintain the desired level of vacuum during the entire heattreating process, including periods when a partial pressure is maintained using a controlledflow of inert gas.3.1.1.1Vacuum Sensing Equipment: The vacuum furnace shall be equipped with at least onegauge capable of sensing and recording the pressure in the vacuum heating chamber of thefurnace at any point within the equipment operating temperature range required for thematerial and processing being performed. Vacuum sensing equipment shall be calibrated oradjusted in accordance with manufacturer’s specification. Recommended gauges are shownin Table 2.3.1.1.2Vacuum Gauge Calibration: The method of vacuum gauge calibration shall be inaccordance with manufacturer’s specification and be acceptable to purchaser. For furnacesused for processing materials at pressures of 1 x 10-3 torr (0.13 Pa) or lower, vacuumgauges shall be calibrated every three months; otherwise vacuum gauges shall becalibrated at least annually, unless conditions necessitate more frequent calibrations.-3-
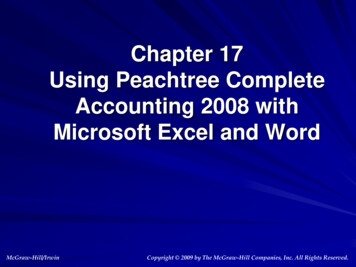
SAEAMS 2769AAMS 2769ATABLE 1 - Recommended Vacuum Range as a Function of ProcessingTemperature Range for Various Pure Metals and AlloysMaterial(10)Carbon and Alloy Steels(10)Corrosion-Resistant SteelsFerritic (12 to 17% Cr)MartensiticAusteniticPrecipitation Hardening(10)Super AlloysNickel AlloysCobalt AlloysIron Alloys(10)Tool SteelsAir HardeningCold WorkHot WorkHigh Speed (M Series)High Speed (T Series)Refractory MetalsMolybdenum, TungstenColumbium (Niobium)TantalumTitanium and Titanium AlloysCopper Alloys(5)Processing Range F1000 to 1800Processing Range C538 to 982Operating Range(6)(7)(8)(9)(Microns)(1)1 to 200(1)1200 to 16501200 to 20501750 to 2050850 to 2150649 to 899649 to 1121954 to 1121454 to 11771 to 200(1)(3)1 to 200(1)1 to 200(1)(3)1 to 2001150 to 22751350 to 22501600 to 2150621 to 1246732 to 1232871 to 11770.1 to 100(2)(3)0.1 to 100(2)(3)0.1 to 2001470 to 18501470 to 19501470 to 19001470 to 22501550 to 2375Above 1600799 to 1010799 to 1066799 to 1038799 to 1232843 to 1302Above 8710.1 to 200(1)0.1 to 200(1)0.1 to 200(1)0.1 to 200(1)0.1 to 2001300 and below704 and belowAbove 1300Above 704Below 1000Below 5381000 to 2100538 to 1149(2)(3)(1)0.01 to 0.1(4)0.01 to 0.1(4)0.01 to 0.1(2)(4)0.1 to 100(3)(4)0.01 to 110 to 400100 to 400Notes:(1) For pressures higher than 100 microns, partial pressures of approved gases are required(See 3.2.1).(2) For pressures higher than 20 microns, partial pressures of approved gases are required(See 3.2.1).(3) Nitrogen not permitted as a partial pressure gas above 1400 F (760 C).(4) Hydrogen not permitted as a partial pressure or quench gas.(5) Alloys containing zinc - not recommended.(6) For clarity, the single vacuum term “micron” is used. See 8.2.17 for relation to other valuescommonly used.(7) If pressures outside the recommended ranges are used, tests shall be performed to demonstratethat no detrimental alloy depletion/enrichment has occurred.(8) The pressures specified apply to vacuum furnaces not equipped for atmosphere circulation.(9) For furnaces equipped with atmosphere circulation, partial pressures higher than those indicatedmay be used at temperatures below 1000 F (538 C).(10) At temperatures 2100 F (1149 C) and below, minimum pressure may be 1/10 of the value shown.-4-
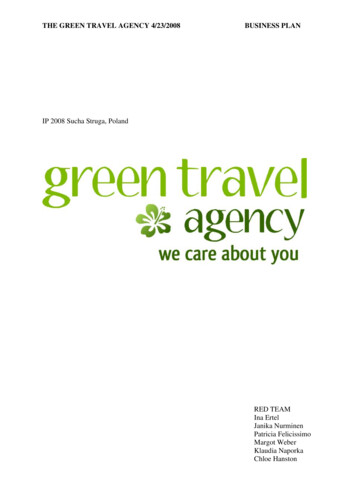
AMS 2769ASAEAMS 2769ATABLE 2 - Vacuum Level Versus Recommended GaugeVacuum Level-610 micron to 1 micron-410 micron to 10 microns31 micron to 10 microns (1 torr)3.1.1.33.1.2GaugeHot filament ionizationCold cathode ionizationThermocouple or PiraniLeak Rate: Leak testing shall be performed weekly at ambient or elevated temperature. Theleak rate shall not exceed the maximum permissible rate specified in Table 3 at a chamberpressure of 50 microns (50 μm) or lower. Initial leak rate shall be determined after closingthe vessel and evacuation to at least 50 microns (50 μm). After reaching the initialevacuation level setpoint for the process being performed, all valves to the vessel chambershall be closed, the initial pressure recorded, and a second reading of pressure made notless than 15 minutes after the first reading. Leak rate is determined by dividing the rise inpressure (difference between final reading and initial reading) by the test time in hours. Leakrate is expressed as microns (μm) per hour.Pyrometry: Shall conform to AMS 2750.3.1.2.1Working Thermocouples: Thermocouples shall be suitably protected and be of a typecompatible with the range of temperatures and vacuum conditions used. They shall be of asuitable size and located such that they receive direct radiation from the heating elementsand furnace walls.3.1.2.1.1The thermocouple types shown in Table 4 shall not be used unprotected (base wire, i.e.other than protective sheathed) above the temperatures shown in Table 4.3.1.2.1.2Use of other thermocouple types shall be approved by the cognizant engineeringorganization.3.1.2.1.3The recommendations of ASTM STP 470 shall be considered with respect to usage ofthermocouples.3.1.2.1.4When used in metal or other sheaths, care shall be taken to ensure that no chemicalreaction between the sheath and the thermocouple wire can occur.3.1.3Quenching: Furnaces used for quenching shall be equipped with cooling means sufficient forthe material and process being performed.-5-
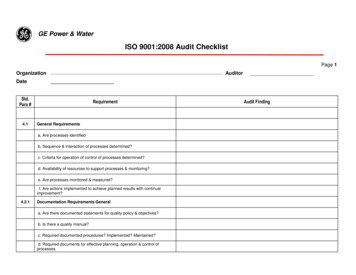
AMS 2769ASAEAMS 2769ATABLE 3 - Maximum Permissible Leak Rate for Processing of Various MetalsMaterialCarbon and Alloy SteelsCorrosion-Resistant SteelsFerritic (12 to 17% Cr)MartensiticAusteniticPrecipitation HardeningSuperalloysNickel AlloysCobalt AlloysIron AlloysTool SteelsAir HardeningCold WorkHot WorkHigh Speed (M Series)High Speed (T Series)Refractory MetalsMolybdenum, TungstenColumbium (Niobium)TantalumTitanium and Titanium AlloysCopper AlloysLeak TABLE 4 - Bare Thermocouple Types Versus Maximum Operating TemperatureMaximumTemperature F220022002300260031004000MaximumTemperature C120412041260142717042204Type(1)(2)K (Chromel-Alumel)(1)N (Nicrosil-Nisil)Nickel-Nickel/MolybdenumS,R (Platinum-Platinum/Rhodium)B en/RheniumNotes:(1) Bare thermocouples shall be discarded or recalibrated after being exposed tofive heat treat cycles or accumulation of five hours service at or above 2100 F(1149 C), or ten heat treat cycles or accumulation of 10 hours service at 2000to 2100 F (1093 to 1149 C).(2) Type K bare thermocouples exposed to vacuum are not recommended for use ascontrol thermocouples for continuous service at temperatures above 1800 F(982 C).-6-
AMS 2769ASAEAMS 2769A3.1.3.1Vacuum Cooling: Where there is a requirement for slow cooling after annealing ornormalizing, cooling performed under vacuum or partial pressure using inert gas ispermissible. Controlled cooling using a programmed heat input is permitted provided loadthermocouples are used to measure the actual load temperature during the cooling period.3.1.3.2Gas Quenching: When gas quenching is specified, it shall be accomplished by backfillingthe furnace with a gas which has no detrimental metallurgical effect on the material beingprocessed or on the furnace equipment. The system and the pressure of the backfill gasselected shall be capable of cooling the parts at a rate sufficient to meet the materialproperty requirements specified by the cognizant engineering organization. The use ofhydrogen as a quenching gas must be approved by the cognizant engineering organization(See 3.2.3).3.1.3.3Oil Quenching: Oil quenching shall be performed by transferring the parts from the heatingchamber to a separate chamber which has been backfilled with an inert gas, and immersingthe parts in a circulating oil. The quenching chamber shall have a means to minimize theamount of oil vapors generated during quenching from entering the heating chamber to anamount which shall have no detrimental effect (carbon pickup) on the processed material.Quench oil shall be compatible with the vacuum level used during initial evacuation andshall be capable of quenching the parts at a rate sufficient to meet specified propertyrequirements.3.1.3.4Furnaces equipped with integral oil quench tanks shall not be permitted for processingtitanium and titanium alloys above 1000 F (538 C), or for processing corrosion-resistantsteels above 1100 F (593 C), unless appropriate tests are conducted to ensure that nodetrimental surface effects are caused by such treatments.3.1.3.5Bake-Out Cycle: If a furnace has been used for brazing with a brazing alloy which coulddetrimentally affect the parts to be heat treated, the furnace shall be subjected to a bake-out(clean-up) cycle before being used for heat treatment. If freedom from detrimental effects isnot known from prior experience or data, the bake-out cycle shall not be omitted withoutconcurrence of the cognizant engineering organization. The bake-out cycle shall be carriedout at not less than 50 F (28 C) degrees above the maximum intended heat treatmenttemperature and the minimum achievable pressure of the furnace fo
SAE - 5 - AMS 2769A AMS 2769A TABLE 2 - Vacuum Level Versus Recommended Gauge Vacuum Level Gauge 10-6 micron to 1 micron 10-4 micron to 10 microns 1 micron to 103 microns (1 torr) Hot filament ionization Cold cathode ionization Thermocouple or Pirani 3.1.1.3 Leak Rate: Leak testing shall be performed weekly at ambient or elevated temperature. The leak rate shall not exceed the maximum .