Transcription
APPLICATION NOTE No. 306 I August 2016Scale-Up of Escherichia coli Fermentation from SmallScale to Pilot Scale Using Eppendorf FermentationSystemsBin Li and Ma ShaEppendorf Inc., Enfield, CT, USAContact: becken.u@eppendorf.comAbstractThe scale-up of fermentation processes is critical to thesuccess of industrial fermentation for the production ofbiologicals in the biopharmaceutical market. Eppendorfbioprocess systems are available with autoclavable,single-use and sterilize-in-place vessels and togethercover a wide range of working volumes from less than1 L to as large as 2,400 L. In this application note, weused E. coli fermentation to demonstrate the scale-upcapabilities of Eppendorf fermentation systems fromsmall scale to bench scale and pilot scale.To determine suitable parameters and setpoints forthe operation of each fermentor, we considered criticalscalability-related engineering parameters.The parameters described include proportional vessel/impeller geometry, oxygen transfer rate (OTR), impellerpower numbers (Np) and impeller power consumptionper volume (P/V).We carried out E. coli fermentation runs at threedifferent scales (1 L, 10 L, and 100 L) following aconstant P/V strategy, and represented the E. colibiomass growth trends by plotting optical density (at600 nm, OD600) curves over time. The fermentation runsat each of the three scales produced very similar biomassyields over time, indicating excellent scalability withinthe Eppendorf fermentor product family.IntroductionThe ultimate goal in bioprocess development is largescale commercial production. Production-scale processoptimization is usually cost prohibitive, so optimization isoften performed in smaller scale bioreactors and fermentors.An optimized small-scale process can then be transferred topilot scale following established scale-up strategies.The basics of successful fermentation scale-up start withproportional fermentor and impeller design. Eppendorffermentation systems were designed following bioprocessindustry stirred-tank design standards and provide excellentscalability from geometrical perspective. The intention of thisstudy was to evaluate the scale-up of E. coli fermentation. Todo so, we first investigated engineering parameters criticalfor scaling up fermentation processes, such as vessel andimpeller geometry, oxygen transfer rate, power number, andimpeller power consumption per volume. Then we utilizedthese data to scale-up an E. coli process from small scale(1 L) to pilot scale (100 L) following the constant P/V scaleup strategy.
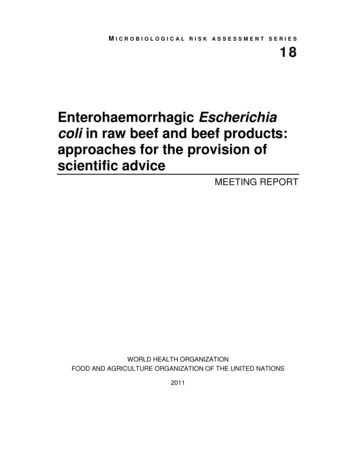
APPLICATION NOTE I No. 306 I Page 2Materials and MethodsEquipmentThe Eppendorf fermentation systems, from small scale topilot scale, used in this project are shown in Figure 1. Vesselparameters critical for scale-up are listed in Table 1.Small scaleDASGIP ParallelBioreactor Systemwith 4-fold BioblockBench scaleBioFlo 320bioprocess controlstationBioFlo 610mobile pilot scalefermentorUsed with 10 LUsed with 100 LUsed with 1 Lfermentation glassvesselPilot scaleliquid in a vessel, and OTR values provided by equipmentmanufacturers are often the maximum OTR. Since oxygenis often the limiting factor during aerobic fermentation,it is important to select equipment of different sizes withsimilar OTR capabilities so that the small-scale successcan be replicated at the large scale. We conducted the OTRmeasurements using a previously published protocol basedon sulfite depletion [1], with the exception of air flow, whichwas set to 1.5 vessel volumes per minute (VVM) to match thespecification of the BioFlo 610.Power number (Np)The (impeller) power number (also known as Newtonnumber) is a dimensionless number associated with differenttype of impellers. Np is commonly used to calculate impellerpower consumption during bioprocess scale-up [2]. Wedetermined the power number and P/V values at variousstainless steel dished- sterilize-in-place (SIP)bottom glass vesselstainless-steel vesselFig. 1: Eppendorf fermentation systems, from small topilot scale, used in this study.Investigation of engineering parametersOxygen transfer rate (OTR)OTR is the rate at which oxygen is transferred from air to theTable 2: Correlation between tip speeds (m/s) and agitation speeds(rpm) for the three systemsTip speed(m/s)BioFlo 32010 3.81,578860440Bioblock 1 LVessel typeWorking volume (L)BioFlo 610100 L2π(M - Md)2 5dρNBioFlo 320 10 LBioFlo 610 100 L2π(M- Md)Power Number 20.0(Np) 150.0d5ρN2StainlessGlasssteelPower Number (Np) Table 1: Proportionally designed vessels and impellers at different scalesMaximum gas flow (SLPM)Agitation speed (rpm)Bioblock1L4.2Glass0.2 – 1.03.5 – 10.532.0 – 100.0Vmax height (mm)*136.0323.0904.0Vessel inner diameter (ID) (mm)100.0211.0381.00.70.80.8Ratio Vmax height : vessel ID per impellerImpeller style; impeller materialImpeller quantityImpeller diameter (D) (mm)Ratio impeller diameter : vessel IDRushton/Rushton-type; 316 L22346.084.4165.10.40.40.4Max. agitation (rpm)1,6001,200500Max. tip speed (m/s)3.855.304.32* Vmax height Height from bottom of the vessel to the top surface of the liquid at maximum vessel working volume
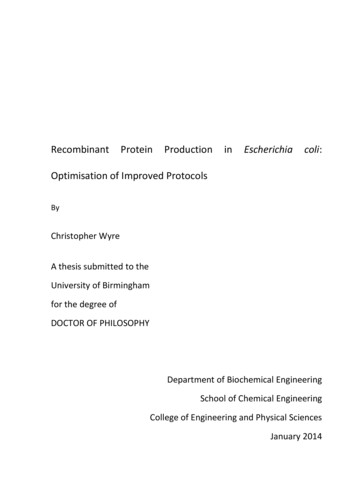
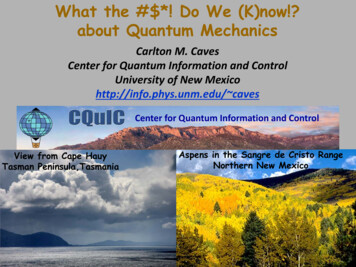
APPLICATION NOTE I No. 306 I Page 3tip speeds toward the higher agitation rates that are usuallyused for fermentation. Since the controllers display rpmrather than tip speed, a translation between tip speed andagitation rpm for each system is shown (Table 2). One wayto experimentally determine the Np is to measure impellertorque using a rotational torque sensor (Figure 2), and tocalculate the power number using the following equation [2]:1.5 VVM in addition to under “no gassing” conditions.The purpose of determining Np is to calculate the impellerpower consumption per liquid volume (P/V, W/m3). P/V canbe calculated from Np using the following equation [6]:Np x ρ x N3d5P/V VP/V Np x ρ x N3d5Vρ: DI water density 1,000 kg/m³N: Agitation speed (rps)d: Impeller outer diameter (m)V: Full working volume (m³)ABABioreactor setup and E. coli fermentationFig. 2:Torque sensor and adaptor setups used in DASGIP bioreactor(left), BioFlo 320 (middle), and BioFlo 610 (right).A: The torque sensor adaptor (two pieces)B: Torque sensorPower Number (Np) 2π(M - Md)ρN2d5M: Torque (with full working volume of DI water), (N·m)Md: Torque (empty vessel), (N·m)ρ: DI water density 1,000 kg/m³N: Agitation speed (rps)d: Impeller outer diameter (m)It is important to measure net impeller torque withoutbearing resistance. The impeller torque is equal to the torquevalue measured in deionized (DI) water at a given agitationrate and then subtracting the torque value measured in theempty vessel at the same agitation rate.It is a common practice in scale-up studies to determinepower numbers without gassing. However, gassing greatlyreduces impeller torque, and thus has a significant impacton the apparent impeller power numbers as well as theresults of aerobic fermentation. Since typical fermentationexperiments are conducted under high gassing conditions,we have decided to obtain Np under a high gas flow ofMini cell bankWe used E. coli (ATCC 25922GFP ) in the fermentationruns of all three different scales. We aseptically thawed thestock vial into a 15 mL conical tube along with 5–6 mL of BDBacto Tryptic Soy Broth (TSB) medium (Becton, Dickinson,USA). We spread 100–500 µL of TSB medium containing E.coli onto an agar plate and incubated it at 37 C overnight.We inoculated several 500 mL baffled shake flasks eachcontaining 100 mL TSB medium from a single colony of theagar plate. The culture was grown in a New Brunswick Innova 44 Shaker at 37 C, 200 rpm overnight and thencentrifuged in an Eppendorf Centrifuge 5810 R at 4 C,3,700 rpm for 10 min to collect the E. coli pellet. We used anequal volume of TSB medium containing 15 % glycerol tosuspend the cells, and the resulting E. coli suspensions weremixed and aliquoted into 1 mL tubes for storage at -80 C asmini cell bank.InoculumWe retrieved a frozen vial of E. coli from the mini cell bankand added 20 µL into 500 mL of TSB medium in each 2 Lshake flask (VWR , UK). We incubated the culture at 37 C,200 rpm overnight in an Innova 44 shaker to form theE. coli inoculum stock. The number of shake flasks neededdepended on the vessel sizes in the fermentor step. TheOD600 values of the inocula were typically about 12.Fermentation and feeding protocolWe chose to use 90 % of the vessel maximum workingvolume for all three fermentors. E. coli was culturedin a chemically defined medium of pH 7.0. The initialfermentation medium we prepared as follows: 10 %
APPLICATION NOTE I No. 306 I Page 4working volume of 10 x phosphate/citric acid buffer (133 g/LKH2PO4, 40 g/L (NH4)2HPO4, 17 g/L citric acid) and 76.5 %working volume of deionized water were added to the vesselfor sterilization. After the medium was cooled to growthtemperature or room temperature, we added the followingsterile components aseptically to make the completefermentation medium: 1 % working volume of 240 g/LMgSO4, 22.7 ppm of the working volume of 20 g/L thiamine,1 % working volume of 100 x trace element solution,1.48 % working volume of 70 % glucose solution and 0.2% working volume of 500 x carbenicillin stock solution.The 100 x trace element solution contained: 10 g/L iron (III)citrate, 0.25 g/L CoCl2 · 6H2O, 1.5 g/L MnCl2 · 4H2O, 0.15 g/LCuCl2 · 6H2O, 0.3 g/L H3BO3, 0.25 g/L Na2MoO4 · 2H2O, 1.3g/L zinc acetate · 2H2O, and 0.84 g/L EDTA [3-4].We separately prepared a concentrated feeding medium:5 % feeding medium volume of 240 g/L MgSO4, 0.83 %feeding medium volume of 20 g/L thiamine solution, and15 % feeding medium volume of 100 x trace elementsolution were mixed with 70 % glucose solution to the finalvolumes of 0.2 L, 2 L, and 20 L for the three different scales.To maintain a constant working volume throughout thefermentation process, a continuous fermentation method wasused, and volumes of E. coli culture identical to the volumeof feeding medium added were removed upon feeding.The feeding-in and pumping-out protocol shown in Table 3illustrates the adjustments made to the pump speed over thecourse of the fermentation.In all three fermentors, we inoculated the growth mediumwith an inoculum volume of 10 % of the initial fermentationmedium volume. Antifoam 204 (Sigma-Aldrich , USA) wasadded only when foaming was observed. We monitored cellgrowth offline using samples taken every hour.pH calibration and controlWe calibrated the pH sensors outside the vessels prior toautoclaving them, using a two-point calibration method andstandard buffers. We used the buffer of pH 7.0 to set “ZERO”and the buffer of pH 4.0 for the “SPAN”/”slope” (please referto the DASware control and BioFlo user manuals). The pHwas automatically maintained at 7.0 by adding 25 % (v/v)NH4OH via a pump (assigned as “base”). The deadband forpH control was set to 0.05.Dissolved oxygen (DO) sensor calibration and gassingcontrolWe performed an analog polarographic DO sensorcalibration using a standard two-point calibration method:0 % (set “ZERO”) was obtained by disconnecting the sensorfrom the cabinet and allowing the raw value to stabilize;100 % (set “SPAN”) was obtained by running differentagitation speeds for DASGIP 1 L, BioFlo 320 10 L, andBioFlo 610 100 L runs (822, 600, and 433 rpm, respectively)and 1.5 VVM (1.35, 13.5, and 135 SLPM, respectively) airflow until the DO value stabilized at the maximum.Table 3: Proportional feeding and broth removal strategy for continuous fermentation runs at different scalesTime (h)Pump speed(mL/min)Bioblock 1 LBioFlo 320 10 LBioFlo 610 100 170Results and DiscussionAs shown in Table 1, all three Eppendorf fermentationsystems from small scale to pilot scale were designedfollowing the same vessel and impeller geometricalprinciples, which laid a good foundation for successfulfermentation scale-up. However, it is also important to selectequipment of different sizes with high OTR capabilitiesso that the different fermentation scales can match eachother in top line performance, and the small-scale successcan be replicated in large scale. As shown in Table 4, allthree fermentation systems achieved high levels of
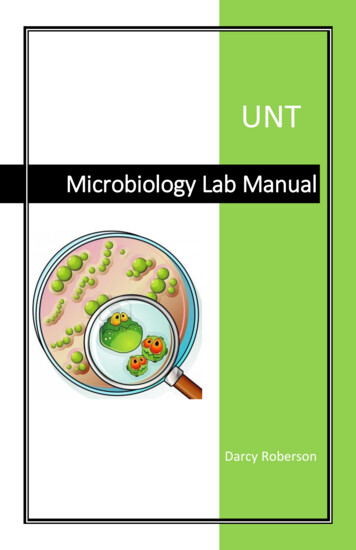
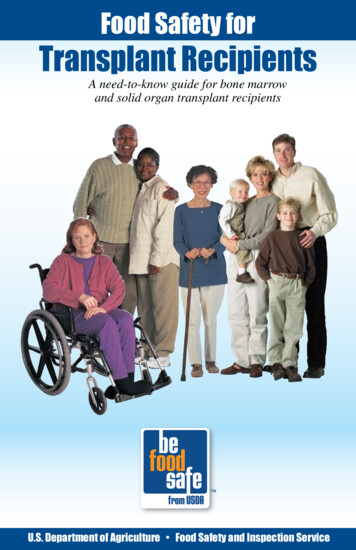
APPLICATION NOTE I No. 306 I Page 5OTR (mmol O2/L/h)Experimental conditionsAir flow (SLPM/1.5/1.5VVM)Agitation (rpm)1,530Tip speed (m/s)3.68Temperature ( C)30LiquidDI waterBioFlo 32010 L486.7BioFlo 610100 L349.315.75/1.5150.0/1.51,2005.3030DI water5004.3230DI waterOTR, 350 mmol/L/h or higher. This allowed scale-upfermentation runs to be carried out at high capacities,delivering matching biomass growth curves at very highbacterial densities.Scalable geometry and matching high OTR provide thefoundation and the framework for high-density fermentationscale-up experiments, but they did not constitute thescalability strategy in itself. Various strategies have beenused for fermentation scale-up including constant tipspeed, but the most reliable method to date has beenconstant power (P/V). It requires the determination ofimpeller power numbers (Np). We calculated Np numbersat different tip speeds up to 3.8 m/s (limited by themaximum tip speed of the small-scale system) followingdirect torque measurements described in the Materialsand Methods section (Figure 3). Np is a constant underturbulent conditions [5]. Under less turbulent conditionssuch as a lower tip speed of 0.6 m/s, the Np numbers maybe slightly different than at higher tip speeds. Although theactual Np numbers varied slightly at different tip speeds(as shown in Figure 3), they were very similar to each otherand the average could be considered a constant in guidingfermentation scale-up. The impeller Np for Eppendorffermentation vessels are 10 without gassing and 5 with1.5 VVM of air sparging (Table 5).From the measured Np numbers, we calculated theimpeller power consumption per liquid volume (P/V,W/m3) as described in the Material and Methods section(Figure 4). Maintaining constant P/V between vessels is oneof the most accepted strategies for scale-up.To design high-density E. coli fermentation scale-up, theNp values obtained under 1.5 VVM air flow (Figure 4B)were used. We curve fit the data points and added trend lines(Figure 5). The maximum P/V achievable by all three scaleswas 2.42 kW/m3, which we selected to be the constant P/VAPower number (Np)Bioblock1L392.6No gassing1614121086420Bioblock 1 LBioFlo 320 10 LBioFlo 610 100 L0BPower number (Np)Table 4: OTR measurements from DASGIP Bioblock to BioFlo16141210864200.511.5 2 2.5 3Tip speed (m/s)3.541.5 VVM of air flowBioblock 1 LBioFlo 320 10 LBioFlo 610 100 L00.511.5 2 2.5 3Tip speed (m/s)3.54Fig. 3: Power numbers converted from impeller torquemeasured from DASGIP Bioblock 1 L, BioFlo 320 10 L, andBioFlo 610 100 L vessels under “no gassing” (A) and “highgassing” (B) condition. The average was plotted based ontriplicate measurements. The power numbers were obtainedwith factory default impeller combinations (dual Rushton/Rushton-type impellers for DASGIP Bioblock 1 L, BioFlo320 10 L and three Rushton-type impellers for BioFlo 610).Adding/reducing impellers or changing impeller design willaffect power numbers.Table 5: Average impeller Np values calculated from the resultsshown in Figure 3. The Np values at a tip speed of 0.6 m/s were notincluded in the calculation of the average.Bioblock 1 LBioFlo 320 10 LBioFlo 610 100 LAverage Npwithout gassingAverage Np with1.5 VVM of air flow10.010.310.24.65.95.0
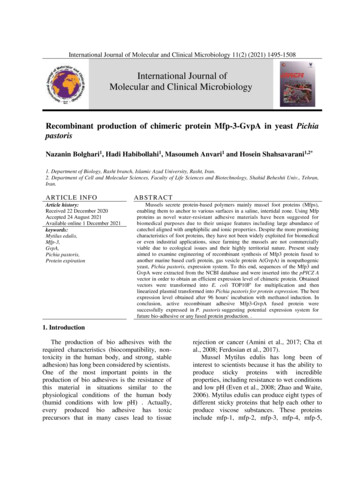
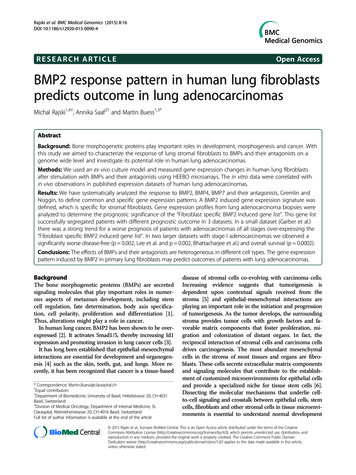
APPLICATION NOTE I No. 306 I Page 6No gassingA1284000,51Bioblock 1 LBioFlo 320 10 LBioFlo 610 100 L16Bioblock 1 LBioFlo 320 10 LBioFlo 610 100 LP/V (kW/m³)P/V (kW/m³)161.5 VVM of air flowB1,5 22,5 3Tip speed (m/s)3,54128400,511,5 22,5 3Tip speed (m/s)3,54Fig. 4: P/V values calculated based on Np values from Table 5.value governing the fermentation scale-up (Figure 5). Backcalculating the agitations from this P/V value determined that822, 600, and 433 rpm were the agitation values to be usedfor Bioblock 1 L, BioFlo 320 10 L, and BioFlo 610 100 L,respectively. Furthermore, all three fermentation runs wereconducted under 1.5 VVM of constant air flow.We conducted three fermentation runs and took sampleshourly to monitor the cell growth (OD600 value) as describedabove. As shown in Figure 6, the growth curves from allthree fermentation runs produced very similar profiles,indicating that excellent scalability has been achieved usingthe constant P/V scale-up strategy.1816016Bioblock 1 L140BioFlo 320 10 LBioFlo 320 10 L y 0.125x 3 0.035x 2 - 0.0773x 0.051714R² 112BioFlo 610 100 L10y 0.0461x 3 0.0025x 2 - 0.0093x 0.0079R² 1BioFlo 610 100 L120100OD600P/V (kW/m3)y 0.3067x 3 0.0388x 2 - 0.0837x 0.0528R² 1Bioblock 1 L8086064042.42200000.511.522.5Tip speed (m/s)33.54Fig. 5: Determining the constant P/V values for scale-up under1.5 VVM of air flow012345Time (h)6789Fig. 6: Fermentation biomass growth curves among all threesystems. Fermentations were carried out using a constant P/Vvalue of 2.42 kW/m³, which was determined from Fig. 5.
APPLICATION NOTE I No. 306 I Page 7ConclusionsThe Eppendorf fermentors from Bioblock to BioFlo are ofgeometrically and proportionally similar stirred-tank design.All three systems are capable of delivering high OTR values,providing excellent capability for high density aerobicfermentation in a scalable manner. Maintaining constant P/Vbetween different vessel sizes in fermentation scale-up fromBioblock 1 L to BioFlo 320 10L to BioFlo 610 100 L producednearly identical E. coli growth curves, providing solid prooffor the scalability of Eppendorf fermentation systems. Allthree fermentation systems were able to support highdensity E. coli growth at or near 140 OD600 within 9 hours ofinoculation. In addition, the Np values of the impellers canbe used for further scale-up or scale-down studies betweenEppendorf and the stirred-tank fermentation vessels of othermanufacturers.Literature[1] How to Measure and Calculated OTR Using a New BrunswickTM Fermentor. 2013, Applications Training Document,Eppendorf. Inc.[2] Löffelholz C., Husemann U., Greller G., Meusel W., Kauling J., Ay P., Kraume M., Eibl R., Eibl D. BioengineeringParameters for Single-Use Bioreactors: Overview and Evaluation of Suitable Methods. Chemie Ingenieur Technik, 2013,85(1-2):40-56.[3] Geerlof A. High cell-density fermentation of Escherichia coli. http://www.helmholtz-muenchen.de 2008.[4] Korz D.J., Rinas U., Hellmuth K., Sanders E.A., Deckwer W.D. Simple fed-batch technique for high cell densitycultivation of Escherichia coli. Journal of Biotechnology 1995; 39(1):59-65.[5] Raju K.S. Fluid Mechanics, Heat Transfer, and Mass Transfer: Chemical Engineering Practice. 2011.[6] Zlokarnik M. Scale-up in Chemical Engineering. Second, Completely Revised and Extended Edition. p. 114, 2006.
APPLICATION NOTE I No. 306 I Page 8Ordering informationDescriptionDASGIP Parallel Bioreactor System for Microbial Applications, max. 250 sL/h gassing4-fold system with Bioblock8-fold system with Bioblock16-fold system with BioblockDASGIP Bioblock Stirrer Vessels2x Rushton-type impeller, L-Sparger, 200 mL – 1.0 L2x Rushton-type impeller, L-Sparger, 400 mL – 1.5 L3x Rushton-type impeller, L-Sparger, 400 mL – 1.8 LBioFlo 320Base control station: All configured units include the same base control station.BioFlo 320 Vessel Bundels1 L Vessel bundle, Stainless Steel Dish Bottom, Direct Drive3 L Vessel bundle, Stainless Steel Dish Bottom, Direct Drive5 L Vessel bundle, Stainless Steel Dish Bottom, Direct Drive10 L Vessel bundle, Stainless Steel Dish Bottom, Direct Drive1 L Vessel bundle, Water-Jacketed, Magnetic Drive3 L Vessel bundle, Water-Jacketed, Magnetic Drive5 L Vessel bundle, Water-Jacketed, Magnetic Drive10 L Vessel bundle, Water-Jacketed, Magnetic DriveNew Brunswick BioFlo 610New Brunswick Innova 44 Shaker, 230V/50 Hz, orbit diameter 2.5 cm (1 in)Innova U725, Ultra Low Temperature Freezer, 725 L, 230 V/50 HzEppendorf BioSpectrometer kinetic, 230 V/50 – 60 HzCentrifuge 5810 R, refrigerated, with Rotor A-4-81 incl. adapters for 15/50 mL conical tubes, 230 V/50 – 60 HzYour local distributor: www.eppendorf.com/contactEppendorf AG · 22331 Hamburg · Germanyeppendorf@eppendorf.com · www.eppendorf.comwww.eppendorf.comVWR is a registered trademark of VWR International, LLC, USA. ATCC is a registered trademark of the American Type Culture Collection, USA. 25922GFP is a trademarkof the American Type Culture Collection, USA. Sigma-Aldrich is a registered trademark of Sigma-Aldrich Co. LLC, USA. BD Bacto is a trademark of Beckton, Dickinson andCompany, USA. Eppendorf , the Eppendorf logo, and Eppendorf BioSpectrometer are registered trademarks of Eppendorf AG, Germany. New Brunswick is a trademark ofEppendorf AG, Germany. BioFlo and Innova are registered trademarks of Eppendorf, Inc., USA. DASGIP and DASware are registered trademarks of DASGIP Information andProcess Technology GmbH, Germany.All rights reserved, including graphics and images. Copyright 2016 by Eppendorf AG.Order 1379-0313Contact us for detailsM1282-0002U9449-00016136 000.0025811 000.320
APPLICATION NOTE No. 306 I August 2016 Introduction The ultimate goal in bioprocess development is large- . An optimized small-scale process can then be transferred to pilot scale following established scale-up strategies. The basics of successful fermentation scale-up start with . stainless steel dished-bottom glass vessel Used with 100 L