Transcription
COVER STORYKnowing how toidentify ‘fake flow’develops your eyesfor recognizingcontinuous flowYBy Rick Harrisou read the books, took the seminars, and brought your new knowledge backto the factory by implementing lean processes. But look around. Did you achieveyour goal of creating continuous flow?Here is a quick but accurate way to tell if a lean production cell has true continuous flow with all the associated benefits and savings or if its performance is beinghamstrung by “fake flow.” Take this article out to the shop floor, walk over to a production cell you think is pretty lean, observe the cell, and answer these questions: Do operators wait while machines cycle? Is there more than one piece of material between workstations? Do operators ever wait for work from the preceding workstation? Do some operators finish their work ahead of takt time? Is any part of the cell more than five feet wide? Are the first and last workstations close together or at opposite ends of the cell?24December 2001 IIE SOLUTIONS http://solutions.iienet.org
LEAN PRODUCTIONDon’t beFooled byFake Flowhttp://solutions.iienet.org IIE SOLUTIONS December 200125
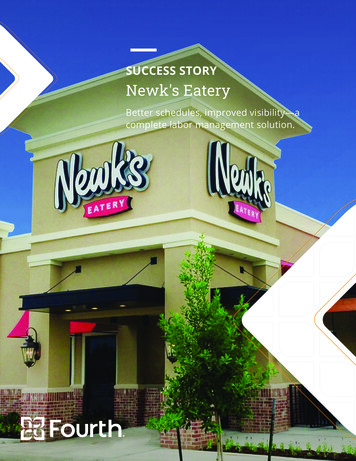
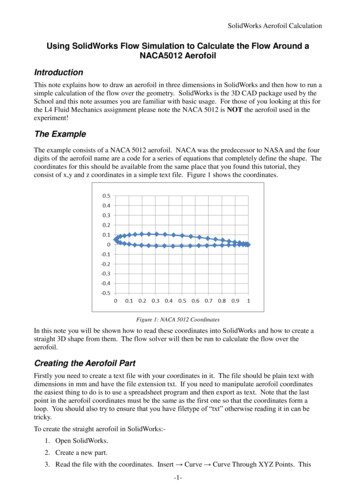
COVER STORY Does the output of the cell vary from hour to hour orspace used by 50 percent. These are good results. So mostshift to shift?managers and engineers stop there without realizing they Is there an operator at each workstation?have captured only half the gains possible, as illustrated inIf you answered yes to any of these questions, you’re missFigure 1.ing out on the biggest benefits of cellular production becauseIf you’re willing to keep going, to break through fake flowyou don’t really have a lean cell. A lean production cell hasto continuous flow, your results will go from good to excelcontinuous flow. This cell has fake flow, and it means you’relent. It’s a step that relies on the skills and active participaleaving a lot of money on the table in unrealized benefits.tion of industrial engineers. First, let’s understand theThis is especially true if the cell you’re standing at is the pacesymptoms of fake flow and their underlying wastes uncovmaker cell for the value stream. The pacemaker is generered by the questions above.ally the cell furthest downstreamDo operators waitand closest to the customer,Targets for Apex’s fuel line cellwhile machines cycle?such as a final assembly cell,Waiting for a machine to cycleand is controlled by takt time,CurrentOriginalis a non-value-adding activity, inwhich is the rate of demand.TargetStateStateother words, waste. You willContinuous flow is critical athave to find a way to convert thethe pacemaker cell because ofContinuouswaiting time into value-addingthe cell’s close connection toNoNoYesflowtime by giving operators workcustomer demand.while the machine works.The pacemaker also controlsunstableProduction? 622690Whenever you see people waitdemand for processes upstream.per shift690690690ing on a machine, view it as freeSo how you operate this seg- (actual/target)time you can go get.ment of your value stream setsthe pace for satisfying the cusSpace1130252580(sq. feet)Is there more thantomer and operating upstreamone piece of materialprocesses smoothly. If you don’tAssemblybetween stations?have continuous flow at the11 dayslead time37 min200 secExcess inventory betweenpacemaker cell, you’re using(WIP x Takt)workstations means operatorextra people, equipment, andworkloads are not balanced.material upstream to meetNumber of642Adding inventory betweendemand.operatorssteps is an inefficient way toBut don’t feel too bad. Youbalance stations because ithave a lot of company. DuringProductivitydecouples them from oneplant visits, I’m often escorted13.52040(pieces/another. When the buffer inover to “the lean cell.” When Iassociate/hr)between stations gets too full,get there, I often have to tellFunctionsthe supplying operation usuthem that what they have isn’teffectively asYesNoNoally stops to let the subsequenta cell at all, it’s a module.pacemakeroperation catch up. If one staThey’ve moved islands of batchtion makes a defective part, itproduction closer together, but Figure 1. This chart shows the improvement that is possible by impleisn’t caught immediatelyit isn’t a cell because there is no menting true continuous flow. In the sample company called Apex, thecurrent state results were achieved with a fake flow cell. It’s an improvementbecause it goes into the invencontinuous flow.over the original state but falls short of the target, which is attainable withRearranging equipment into continuous flow. Source: Creating Continuous Flow, The Lean Enterprise Institute, 2001 tory stacked between stations.a U-shape does not make a cell.Do operators ever wait for work from theContinuous or single-piece flow is what makes a cell. Goodspreceding workstation? Do some operatorsare processed and moved immediately to the next step in afinish their work ahead of takt time?cell. Continuous flow pays off in a pallet-load of benefits,These conditions lead to overproduction, the worst of allincluding very short lead times, rapid identification of probwastes because it covers up a host of problems that should belems, quick communication between steps, increased prosurfaced and solved. For instance, suppose you need a partductivity, higher output, and conservation of resources.every 30 seconds, but the operator is making one every 15There is another reason not to feel too bad: Fake flow isseconds and stacking the extras between stations. That crean improvement over traditional batch-and-queue producates excess inventory, which can be damaged, lost, or concealtion, which groups machines by type. Even though it fallsa quality problem. This also creates a problem for productionfar short of the ideal, a fake flow cell generally improves suchcontrol because it must purchase more material than is requiredkey measures as lead time, productivity, and the amount of26December 2001 IIE SOLUTIONS http://solutions.iienet.org
LEAN PRODUCTIONTakt time: The available proand deliver it in a non-cyclicalwhich leads to fake flow and the above symptoms.ductiontime divided by the rate ofmanner. For example, let’s say theFirst, when establishing the cell, they don’t idencustomer demand. Takt time setsmaterial handler is on a 20-minutetify the work elements correctly. This is crucial rawthepaceofproductiontomatchroute. During every 20-minutedata for designing continuous flow. Get the workthe rate of demand and is the heartcycle, she removes finished goodselements wrong, and continuous flow is doomed.beat of any lean system.from the cell and replaces the rawSecond, people often fail to dismaterials the cell has used. If thetribute the work elements corValue stream: All the actions,cell is supposed to produce 50 widrectly among operators. Peopleincluding value-added and nongets every 20 minutes to satisfy demand, she willtend to assign an operator to eachvalue-added, currently needed towithdraw 50 widgets and drop off enough raw matemachine. As we’ll see, this justbring a product through the tworials to make 50 more. If the cell is producing 80,locks in waste and guarantees themainflowsessentialtoeveryprod90, or 100 widgets every 20 minutes, she must bringmediocre results of fake flow.uct — the production flow from rawmore material more often. The variation wrecks thematerial to the customer and theWork elementsnice smooth cycle of producing justdesign flow from concept to launch.A work element is the smallestwhat customers want.increment of work that can bemoved to an operator. For example, “Pick up theest increment of work that canpart” is not a work element because it can’t be transbe moved to another operator.ferred easily to another operator. It’s very difficult toBreaking work into its elementsgive the work of picking up a part to any operatorhelps you identify and eliminateother than the person who is loading the part intowaste that is hidden within thethe machine. A complete work eleoperator’s cycle.Answering yes to these questionsment would be “Pick up and drillmeans operators will do too muchthe part.”Cycle time: The time neededwalking, which is a waste. Also, theKeeping in mind what a workto complete one cycle of anfirst and last processes in a cell are typically the moreelement is, you can re-kaizen theoperation. If cycle time for everyinefficient. At these processes, operators typicallyfake flow cell to create continuoperationinacompleteprocessare taking raw material out of a container or puttingous flow. But don’t just show upcan be reduced to equal takt time,finished parts into one. These are naturally less effiat the cell with stopwatch inproducts can be made in concient than moving work fromhand. Give the cell team leader ortinuous flow.machine to machine.supervisor a heads-up about whatyou will do. This is simple shopDoes the output of thefloor courtesy, and it assures that youPacemaker process:cell vary from hour towon’t interrupt operators in a way that affects safetyGenerally, the process furthesthour or shift to shift?or output.downstream and closest to theThis is slam-dunk evidence thatYou’ll need a pencil and a sheet of paper. Don’t takecustomer, such as a final assemblythe cell’s performance can bea stopwatch yet. You have to identify the work elecell. The pacemaker is controlledgreatly improved by continuousments correctly before timing them. At the cell, introby the outside customer’s orders.flow. Let’s examine how to do it.duce yourself to the operators andI’m assuming you have calculatedexplain what you will do beforetakt time and created a current andtaking any notes. Make it clear thatOverproduction: The mostfuture state map for the value stream afflicted by theyou are not critiquing people,significant form of waste becausefake flow cell.gauging performance, or trying toit hides other waste, such assee how fast or slow people work.defects. Overproduction meansIs there an operator at eachExplain that you are there to idenproducing more, sooner, or fasterworkstation?tify the exact work elements in anthan the next process requires.One operator per station meanseffort to eliminate the waste. To dothey can’t flow — move from onethat, you must study the work elevalue-adding step to the next.ments or steps needed to make theContinuous flow: The mostBased on the cells I’ve seen inpart, and then you will time the steps.efficient way of turning materialsplants — whether automotive,Not only does talking to people before you beginintoproducts.Continuousflow,inaerospace, high-tech, or any othertaking notes show respect, it also relaxes people soits ideal state, means items areindustry — most people makethey don’t try to work faster than normal becauseprocessed and moved directly fromtwo key mistakes in the first fewthey are being watched. And don’t worry if peopleone processing step to the next.steps of the cell design process,don’t like the idea of being observed. It’s OK. TheIs any part of the cellmore than five feetwide? Are the first andlast workstations closetogether or at oppositeends of the cell?Work element: The small-http://solutions.iienet.org IIE SOLUTIONS December 200127
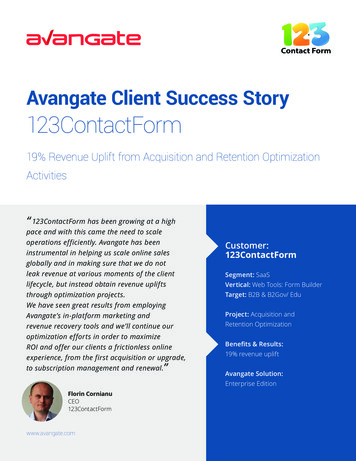
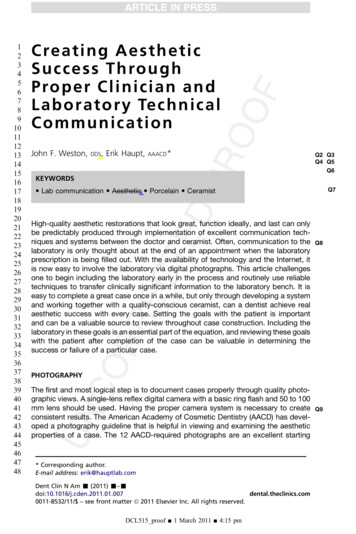
COVER STORYPaper kaizen for Apex fuel line work contentpart is waste but is necessary to make the product.Minimize the time forthese elements. Waitingfor amachine to cycle is not awork element. Waiting iswaste. Operators shouldload a machine, start it,and move on to the nextworkstation while themachine does its work. If you think theautomatic ejection of partscould be reasonablyinstalled on a machine,don’t list the manualremoval of parts as a workelement. Stopping toremove a part so the nextone can be loaded is waste.When an operator returnsto a machine on his or hercycle through the cell, thefixture should be empty,waiting for the next partto be loaded.Using the list of workelements, time each workelement for several cycles.Don’t use data from filesor time-and-motion tables.Figure 2. A stack chart on the left shows the total work elements for Apex’s fuel lineYou have to observe actualcell. The stack chart on the right shows the improvement in total time after paperoperations. This takeskaizen has eliminated some obvious wastes before the new cell is put in place. Thetime, just like the previousheight of each work element corresponds to the number of seconds it takes. titute,2001Paper kaizenstep, but your patience willAs you rewrite the list,result in accurate datayou will naturally start to see more waste, such as operathat’s absolutely critical to creating continuous flow.tors waiting while machines cycle or walking to get parts.Make sure you time work elements, not whole processes.Remember that value-adding actions, such as drilling, weldThis is a common mistake, too. For example, the operatoring, and painting, transform the product into something thestarts a process and stops 30 seconds later, so the timekeepercustomer wants. Waste or non-value-adding elements addwrites down 30 seconds. But the 30 seconds included 10 seccosts but do nothing to transform the part. Don’t includeonds while the operator waited for the machine to cycle.them on your final list of work elements. Eliminate themThat’s 10 seconds of waiting waste that should not be includedright there on paper. This is called “paper kaizen.” Herein the time.are some tips for doing it:Sometimes it’s hard to see when an operator stops one ele Ignore walking as a work element. Walking will be minment and begins the next one or sometimes you can’t resetimized in your continuous flow cell, so ignore it here.the stopwatch in time for the start of the next element. You Don’t include out-of-cycle work as a work element.just have to wait for the next cycle to re-time these elements.Leaving the workstation to get parts or moving a containerTime each element eight to 10 times, then take the lowestof finished parts are examples of out-of-cycle work. Theserepeatable time for each elemen
Continuous flow is critical at the pacemaker cell because of the cell’s close connection to customer demand. The pacemaker also controls demand for processes upstream. So how you operate this seg-ment of your value stream sets the pace for satisfying the cus-tomer and operating upstream processes smoothly. If you don’t have continuous flow at the