Transcription
Chapter 8Inverse Design of Alloys’ Chemistry forSpecified Thermo-Mechanical Properties byusing Multi-objective OptimizationG. S. Dulikravich and I. N. EgorovAbstract. Inversely designing new alloys for specific applications involvesdetermining concentrations of alloying elements that will provide, for example,specified tensile strength at a specified temperature for a specified length oftime. This represents an inverse problem which can be formulated as a multiobjective optimization problem with a given set of equality constraints. Thischapter describes several such formulations for the multiple objective functionsand comparatively evaluates these models when using optimization to solve thisde facto inverse problem. This approach allows a materials design engineer todesign a precise chemical composition of an alloy that is needed for buildinga particular object. This inverse method uses a multi-objective constrainedevolutionary optimization algorithm to determine not one, but a number ofalloys (Pareto front points), each of which will satisfy the specified propertieswhile having different concentrations of each of the alloying elements. Thisprovides the user of the alloy with additional flexibility when creating suchan alloy, because he/she can use the chemical composition which is made ofthe most readily available and the most inexpensive elements. It should bepointed out that the inverse problem of determining alloy chemical compositionis different from a direct optimization problem of designing alloys that will haveextreme properties. This alloy design methodology does not require knowledgeof metallurgy or crystallography and is directly applicable to alloys having anarbitrary number of alloying elements. Examples are presented for Ni-basedsteel alloys and bulk metallic glasses, although the method is applicable toinversely designing chemical concentrations of arbitrary alloys.
1988.18Inverse Design of Alloys’ ChemistryIntroductionIt is well known that thermo-physical properties of alloys depend on the choiceand number of the alloying elements, concentrations of each of the alloyingelements, and thermal and/or mechanical treatment protocol that an alloy istypically submitted to in an a posteriori fashion. The microstructure of an alloy depends on these influencing factors. It represents an intermediate step inthis cause-consequence relationship between chemistry and thermo/mechanicaltreatment on one side, and thermo-mechanical properties on another side.Mathematical modeling of the interdependency of various thermo-physicalproperties on each of the influencing factors is either non-existent or basedon empiricism and heuristics. Thus, the general problem of designing new alloys is still an art, rather than a science. It involves the designer’s experiencewith general metallurgy, personal intuition and an excessively long and expensive experimentation which makes the alloy design process very costly. It doesnot currently involve any aspects of chemistry.Therefore, rather than attempting to develop a new fundamental science ofalloys’ chemistry based on nonlinear thermodynamics and atomistic modelingof basic structures, which is still restricted to relatively small number of atomsbecause of the excessive computing time and memory requirements, it is moreprudent to utilize simple models that do not require detailed elaboration ofmicrostructure and chemistry. Since such simple meta models linking causesand consequences can significantly reduce the overall time and cost of the alloydesign process, it is of utmost importance to utilize such computational designtools that already exist and have been successfully applied in numerous otherfields of science and engineering. Such proven design tools are various designoptimization algorithms that can be used to create alloys with extreme thermophysical properties [1–7] or can be used in conjunction with inverse design ofalloys [8, 3, 7] having specified thermo-physical properties. For example, adesigner of a crankshaft in an internal combustion engine needs to use an alloythat will sustain a very specific maximum stress, at a specific temperature, fora specific number of hours before it breaks. This would be a typical example ofan inverse design of alloys [8]. The resulting alloys that will meet the desiredspecifications are typically considerably less expensive than the optimized alloyswhere the properties were extremized via an alloy design optimization process[1–7]. In this article, we will elaborate on a method that we created for inversedesign of alloys that will have values of their thermo-physical properties asspecified by the designer.This inverse design method uses a variant of I. N. Egorov’s optimization algorithm known as IOSO [9, 3] to determine not one, but a number of alloys,each of which is satisfying the specified properties while having different con-
8.2 Multi-Objective Constrained Optimization and Response Surfaces199centrations of each of the alloying elements. This provides the user of the alloywith increased flexibility when deciding to create such an alloy. In this way, thecustomer can choose the inversely determined alloy composition (the alloyingelements to be used in a new alloy) and the inversely determined set of concentrations (of these alloying elements) that are the most available and the leastexpensive at the moment when it is ordered from the alloy manufacturer. Itshould be pointed out that the inverse problem of determining alloy chemicalcomposition is different from a direct optimization problem [1–7] of designingalloys that will have extreme properties.The inverse problem can then be formulated as, for example, a multi-objectiveoptimization problem with a given set of equality constraints. We have usedIOSO multi-objective optimization algorithm [9] to achieve the solution of thistype of inverse alloy design problem [8, 3, 7].We have developed eight mathematical formulations and corresponding software packages for different ways to achieve inverse determination of chemicalconcentrations of alloying elements that simultaneously satisfy several specifiedmechanical and cost/availability properties. These different formulations werethen compared and analytically evaluated in an attempt to determine the mostappropriate formulation.8.2Multi-Objective Constrained Optimization andResponse SurfacesThe key to the success of the proposed inverse method for design of alloys isthe robustness, accuracy, and efficiency of the multi-objective constrained optimization algorithm. This inverse problem solution methodology and resultspresented in this chapter are based on a special adaptation of IOSO [9], whichis a robust stochastic multi-objective constrained optimization algorithm. TheIOSO algorithm is of a semi-stochastic type incorporating certain aspects of aselective search on a continuously updated multi-dimensional response surface.IOSO can utilize either a weighted linear combination of several objectivesor a true multi-objective formulation option for creating Pareto fronts. Themain benefits of this algorithm are its outstanding reliability in avoiding local minima, its computational speed, and a significantly reduced number ofrequired experimentally evaluated candidate alloys as compared to more traditional semi-stochastic optimizers such as genetic algorithms. Furthermore,the self-adapting response surface formulation [10] used in IOSO allows for incorporation of realistic non-smooth variations of experimentally obtained dataand provides for accurate interpolation of such data.One of the advantages of this approach is the possibility of ensuring goodapproximating capabilities using a minimum amount of available information.
2008Inverse Design of Alloys’ ChemistryThis possibility is based on self-organization and evolutionary modeling concepts [10, 8, 3]. During the optimization process, the approximation function(multi-dimensional response surface) structure is being continuously improved,so that it allows successful approximation of the optimized functions and constraints having sufficiently complicated topology. The obtained analytical formulations for the response surface approximations can be used by multi-leveloptimization procedures with an adaptive change of approximation level accuracy for both a single and multiple objectives analysis, and also for the solutionof their interaction problems.With reference to a particular problem of the creation of alloys with desirableproperties, there will inevitably arise a problem of constraints that need to bespecified on the objective functions. These constraints are absent in a more general multi-objective optimization statement. Such objective constraints shouldbe set by the user (expert) and could be allowed to vary during the solutionprocess. For example, a minimum acceptable value for the Young’s modulusof elasticity could be specified as an inequality constraint. Or, a maximumacceptable percentage for each of the most expensive chemical elements in thealloy could be specified as a cost objective constraint. Also, the maximumacceptable manufacturing cost of an alloy could be specified as an inequalityconstraint.The problem of search for a Pareto-optimum solution set in the multi-objective optimization, while varying concentrations of alloying elements, would bean unacceptably labor-intensive process. This is because of an extremely largenumber of candidate alloys that would need to be created and because several ofthe properties of each of these alloys would have to be evaluated experimentally.In this case, we can speak only about the creation of some rather extensivedatabase including the information on various properties of alloys for variouscombinations of a chemical structure. Such a database could be used for thesolution of particular problems aimed at the creation of alloys with desirableproperties. Unfortunately, inverse problems, as a rule, are difficult to formalizeat the initial stage, since the user does not know initially what values of someobjectives could be physically reached and how the remaining objectives willvary. That is, the user has very little if any a-priori knowledge of topologyof the objective functions. Hence, it is very difficult to predict the number ofexperiments required in the optimization application proposed here.Therefore, it appears that inverse design of alloys via use of optimization canbe solved only in an interactive mode, when the user during the solution canmodify both objective constraints and objective functions. Actually, in thiscase one can speak about optimally controlled experiments. Let us considerseveral different scenarios for the solution of optimization problems for theseconditions.
8.3 Summary of IOSO Algorithm201The first approach is to perform a general multi-objective optimization of thematerial properties. Within the frame-work of this strategy, we are to solve themulti-objective optimization problem (to find the Pareto set) using the generalIOSO algorithm. This strategy is the most accurate, but it requires a very largenumber of experiments.The second approach is an interactive step-by-step optimization of the material properties. The first step of this strategy is to create an initial plan ofexperiments. This involves formulation of a single (hybrid) optimization objective by the user. This objective may be the convolution of particular objectiveswith different weight coefficients assigned to each of them. Then, one optimization step is needed to minimize this composite objective. The result of thisstrategy is the single solution that belongs to Pareto-set. However, during suchrelatively efficient quasi multi-objective optimization process we can accumulate the information about the particular objectives and construct progressivelymore accurate response surface models.Thus, in order to develop and realize the most effective optimization strategies, both of the first and the second kind, we have to perform a thoroughpreliminary search for the classes of base functions that will be able to construct the most accurate multi-dimensional response surface models.The number of experiments that is necessary for true multi-objective optimization problem solution depends not only on the dimensionality of theproblem (the number of chemical elements in an alloy); it also depends to aconsiderable degree on the topologies of the objective functions. For example,for the solution of an actual problem in the car industry with 6 variables, weneeded nearly 60 experiments when using a basic IOSO algorithm [11]. However, for finding the minimum of the classical Rosenbrock test function, havingonly 2 variables, it was necessary to perform almost 300 objective functionevaluations.8.3Summary of IOSO AlgorithmAn extremely important part of the optimization process is the creation anditerative improvements of a multidimensional response surface (an approximation of the objective function as an analytical expression relating it to thedesign variables-concentrations of different alloying elements). Each iterationof IOSO, therefore, consists of two steps. The first step is the creation of an approximation of the objective function(s). The response surface in IOSO is modeled analytically as a tree-structure or a multi-level graph, where each branchis a quadratic polynomial. Thus, the final analytic expression for a multidimensional response surface is a polynomial-of-a-polynomial-of-a-polynomial. . . , where each polynomial is a simple quadratic function. Generally speaking,
2028Inverse Design of Alloys’ Chemistrythe basic polynomial could be a linear function, a quadratic function, a cubicfunction, a quartic function, etc. [11, 12], but the best tradeoff between theaccuracy of the fitting process and the computational cost appears to be thequadratic polynomial [11].The second step in IOSO is the optimization of this approximation function.This approach allows for corrective updates of the structure and the parametersof the response surface approximation. The distinctive feature of this approachis an extremely low number of trial points needed to initialize the algorithm.The obtained response surface functions are used in the multi-level optimization, while adaptively utilizing various single and multiple discipline analysistools that differ in their level of sophistication.During each iteration of IOSO, the optimization of the response functionis performed only within the current search area. This step is followed bya direct call to the mathematical analysis model or an actual experimentalevaluation for the obtained point. During the IOSO operation, the informationconcerning the behavior of the objective function in the vicinity of the extremumis stored, and the response surface function is re-created locally and mademore accurate only for this search area. Thus, during each iteration, a seriesof approximation functions for a particular objective of optimization is built.These functions differ from each other according to both structure and definitionrange. The subsequent optimization of these approximation functions allowsus to determine a set of vectors of optimized variables.During this work, algorithms of artificial neural networks (ANN) [13] wereused that utilized radial-basis functions modified in order to build the responsesurfaces. The modifications consisted in the selection of ANN parameters atthe stage of their training that are based on two criteria: minimal curvature ofthe response hyper-surface, and provision of the best predictive properties fora given subset of test points.In summary, each iteration of IOSO multi-objective optimization applied toalloy design involves the following:(1) Building and training ANN1 for a given set of test points.(2) Conducting multi-objective optimization with the use of ANN1 and obtaining a specified number of Pareto optimal solutions P1.(3) Determining a subset of test points that are maximally close to pointsP1 in the space of variable parameters.(4) Training ANN2 proceeding from the requirement to provide the bestpredictive properties for obtained subset of test points.(5) Conducting multi-objective optimization with the use of ANN2 and obtaining a set of Pareto-optimal solutions P2.In general, the database contains information on experimentally obtained alloy properties compiled from different sources and obtained under different ex-
8.4 Mathematical Formulations of Objectives and Constraints203perimental conditions. As a result, alloys with the same chemical compositionscan have considerable differences between their measured properties. Thesedifferences can be explained as errors due to the particular conditions existing during the experiments (measurement errors), and by the effect of certainoperating conditions (for example, thermal condition of alloy making). Unlessoperating conditions are quantified numerically, their influence is regarded asan additional chance factor. Therefore, in its simplified form, the alloy designmethodology that takes into account these uncertainties can be presented asthe following set of actions:(1) Formulation of optimization task, that is, selection of variable parameters, definition of optimization objectives and constraints, and setting initial(preliminary) ranges of variable parameters’ variations.(2) Preliminary reduction of the experimental database. At this stage, thealloys meeting optimization task statement are picked up from the databaseso that alloys having chemical composition outside the chosen set of chemicalelements are rejected. Alloys for which there is no data for at least one optimization objective are rejected. In addition, alloys with chemical concentrationsoutside the set range of variable concentrations are also rejected.(3) Final reduction of the experimental database. Since accuracy of thebuilding of response surfaces substantially depends on uniformity of distributionof variable parameters in the surveyed area, rejection of experimental datavalues appearing significantly outside of the universal set is performed. At theend of this stage, a final range of variable parameters for optimization is set.(4) Execution of multi-objective optimization resulting in a specified numberof Pareto optimal solutions.(5) Analysis of optimization results.(6) Manufacturing and experimental evaluation of the obtained Pareto optimal alloys to obtain high fidelity values of the optimized objectives and analysisof the results obtained.(7) Change of the optimization problem statement (number of simultaneous objectives and constraints, the set and range of variable parameters), andreturning to step 2.(8) Modification of database and returning to step 4.(9) Stop.8.4Mathematical Formulations of Objectives andConstraintsIn particular, the objective of this inverse alloy design task was to determineconcentrations (by weight) of each of the 14 alloying elements (C, S, P, Cr,Ni, Mn, Si, Mo, Co, Cb, W, Sn, Zn, Ti ) in high temperature steel alloys that
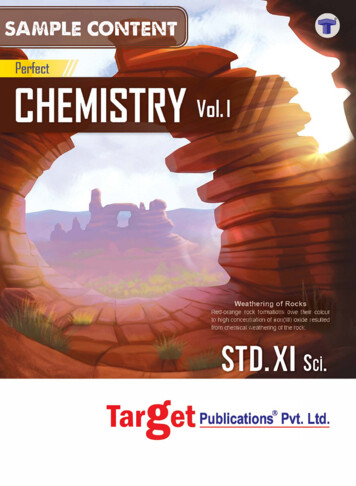
2048Inverse Design of Alloys’ Chemistrywill have specified (desired) physical properties. No mathematical analysis wasused to evaluate the physical properties of candidate alloys. The evaluations ofproperties were performed using classical experiments on candidate alloys. Inother words, we used an existing experimental database [1, 2, 3, 4, 5, 8]. Theranges of concentrations of these elements were set by finding the minimumand the maximum values of concentrations for each alloying element in theexisting set of experimental data (Expmini , Expmaxi , where i 1, . . . , 14).Then, new minimum and maximum values for concentrations of each of the 14alloying elements were specified according to the following simple dependencies:(Mini 0.9Expmini , Maxi 1.1Expmaxi , where i 1, . . . , 14). These rangesare given in Table 8.1.Table 8.1. Ranges of variation of design variables (concentrations of alloying .670Zn0.0010.015Si0.0742.150Ti0.0000.198The inverse problem can be then formulated as, for example, a multi-objectiveoptimization problem with a given set of equality constraints. This optimizationwas formulated as a multi-objective statement with three simultaneous objectives: minimize the difference between the specified and the actual stress, minimize the difference between the specified and actual maximum temperature,and minimize the difference between the specified and actual time to ruptureat the specified temperature and stress. One additional objective (minimizingthe cost of the raw material used in the alloy) was also considered. Eight different mathematical formulations of this constrained optimization problem werecreated (Table 8.2) and implemented using IOSO algorithm.In the case of inversely determining concentrations of each of the 14 alloying elements in steel alloys when using the eight mathematical formulationsfor the objective function(s) and constraints on the range of design variables(Table 8.1), IOSO optimization algorithm offered consistently high accuracy insatisfying the specified stress (Figure 8.1), operating temperature (Figure 8.2),time-until-rupture (Figure 8.3) and an overall combined accuracy (Figure 8.4).Overall performance evaluation of the various inverse alloy design formulations was then developed that was based on an ad hoc analytical formulationsummarized in equations (8.4.1) through (8.4.8).
341516171810(σ σspec ) (T Tspec )2(H Hspec )2(σ σspec )2 (T Tspec )2 (H Hspec )2(σ σspec )2(T Tspec )2(H Hspec )2(σ σspec )2 (T Tspec )2(H Hspec )2Ni, Cr,Nb, Co,Cb, W, Ti(σ σspec ) ǫ(σ σspec ) ǫ(T Tspec ) ǫ(H Hspec ) ǫ(σ σspec ) ǫ(T Tspec ) ǫ(H Hspec ) ǫ(T Tspec ) ǫ(H Hspec ) ǫ(σ σspec ) ǫ(H Hspec ) ǫ(σ σspec ) ǫ(T Tspec ) ǫ8.4 Mathematical Formulations of Objectives and Constraints32Constraints(minimize)Table 8.2. Eight formulations for objective functions and constraints.Objectives(minimize)Model Number ofStressOperatingTime untilLow costnumber objectivestemperaturerupturealloy22213(σ σspec ) (T Tspec )(H Hspec )21(σ σspec )2 (T Tspec )2 (H Hspec )2205
2068Inverse Design of Alloys’ ChemistryFigure 8.1. Comparison of accuracy of satisfying the specified stress for eight inversedesign formulations.Figure 8.2. Comparison of accuracy of satisfying the specified temperature for eightinverse design formulations.Figure 8.3. Comparison of accuracy of satisfying the specified time-to-rupture foreight inverse design formulations.
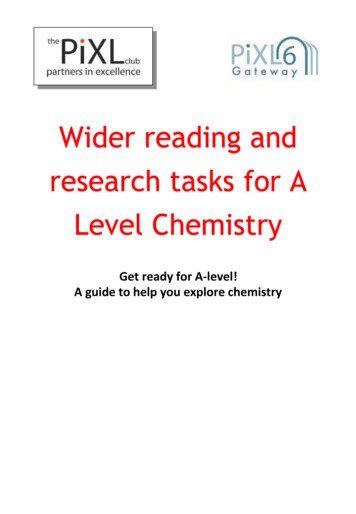
8.4 Mathematical Formulations of Objectives and Constraints207Figure 8.4. Comparison of combined accuracies of satisfying the specified values foreight inverse formulations. σ (σ σspec ) /σspec , T (T Tspec ) /Tspec ,(8.4.1)(8.4.2) H (H Hspec ) /Hspec ,i 1Xh( σ)2 ( T )2 ( H)2,EP S (8.4.4)K1 10 Nobjectives Nconstraints Nvariables ,(8.4.5)K2 100 (1 σ) (1 T ) (1 H),(8.4.6)K3 Ncalls /NP areto ,(8.4.7)Maximize: SCORE K1 K2exp(EP S).K3(8.4.3)(8.4.8)When the suggested eight formulations were evaluated using this ad hocevaluation procedure, only a few formulations appear to offer an overall superiorperformance (Figure 8.5).Figure 8.5. The values of overall performance (SCORE) for eight formulations forinverse design of alloys.
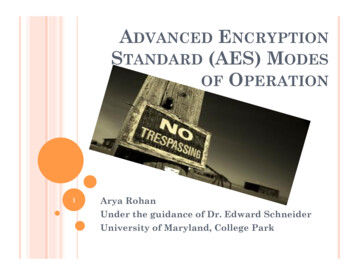
2088Inverse Design of Alloys’ ChemistryTable 8.3 presents a summary of accuracies in satisfying each of the constraints, number of the constraints, number of simultaneous objectives, number of Pareto points generated, number of optimization algorithm calls required,and the final performance scores of the eight design formulations with formulation number 8 being the best.It is also highly educational to visualize the fact that the inverse design ofalloys gives results that are not unique. That is, the same objectives and constraints can be met by using different concentrations of alloying elements. Forexample, if the designer specifies the desired stress level of 230 N mm 2 at thedesired temperature of 975 C for the desired time of 5000 hours until rupture,the optimization algorithm can be asked to generate 50 possible combinationsof Ni and Cr concentrations that will all provide life expectancy of 5000 hoursat the desired stress level and the desired temperature. If the life expectancy isspecified by the designer to be 6000 hours for the same stress and temperaturelevels, the allowable range of possible combinations of Ni and Cr concentrations will decrease. This becomes more noticeable as the specified time untilthe rupture is increased to 7000 hours and eventually to 8000 hours (Figure 8.6).Notice the reduction in the range of the acceptable variations of concentrationsof the alloying elements as the specified alloy life expectancy increases.Figure 8.6. Allowable ranges of Ni and Cr concentrations for a specified level ofstress at a specified temperature for different specified times until rupture.Thus, the presented methodology for inversely designing chemical compositions of alloys offers a significant freedom to the designer to choose from arelatively large number of possible chemical concentration sets that satisfy thesame specified physical properties. This is very attractive in cases when certain
EP S H.536e 06.172e 08.134e 12.244e 18.549e 06.980e 04.299e 12.127e 10EP S sum.297e 06.104e 07.777e 10.111e 12.646e 06.646e 06.309e 10.552e 09Nconstr03332223NObj313111110NP re0.5900.2460.8170.2460.2390.1800.2561.0008.4 Mathematical Formulations of Objectives and Constraints12345678EP S T.356e 06.267e 07.143e 09.289e 12.139e 05.576e 15.515e 10.928e 09209Table 8.3. Summary of accuracies for each of the eight inverse design formulationsfor alloys.Prob.Prob.Prob.Prob.Prob.Prob.Prob.Prob.EP S σ.408e 19.269e 08.897e 10.434e 13.413e 13.954e 06.408e 10.714e 09
2108Inverse Design of Alloys’ Chemistryalloying elements are becoming hard to obtain or too expensive in which casethe optimized alloys with the lowest concentrations of such alloys can be used.It is also highly educational to visualize the intrinsic nonlinearities of theunknown relationships between the concentrations of the alloying elements andthe multiple properties of the alloys. Figure 8.7 shows that although concentrations of Ni and Cr in the 50 inversely designed alloys vary smoothly (Figure8.6), concentrations of other alloying elements in these alloys have highly nonsmooth variations, suggesting that even small variations of concentrations ofcertain alloying elements can cause significant variations in properties of alloys.Figure 8.7 was obtained using inverse design formulation number 3 with the following prescribed alloy properties: maximum stress 4000 kpsi, temperatureat which this stress is applied 1800 F, time-until-rupture at the prescribedstress and the prescribed temperature 5000 hours.Figure 8.7. Variations of concentrations of several alloying elements correspondingto inversely designed alloys.The results of this multiple simultaneous least-squares constrained minimization problem cannot be visualized for more than two alloying elements at a time.For example, when concentrations of only two alloying elements such as Ni andCr are visualized, and temperature and life expectancy are unconstrained (unspecified), the optimization will result in a fairly large domain of acceptablevariations of the concentrations of Cr and Ni [8]. However, as the constraintson temperature level are introduced and progressively increased, the feasible
8.4 Mathematical Formulations of Objectives and Constraints211domain for varying Cr and Ni will start to shrink (Figure 8.8). Similar generaltrends can be observed when the time until rupture is specified and progressively increased (Figure 8.9). The iso-contours in these plots depict the constantstress levels as functions of concentrations of Cr and Ni in these alloys.Figure 8.8. Effect of increasing specified temperature alone on allowable concentrations of Ni and Cr.Finally, when temperature level and time until rupture are specified simultaneously and then progressively increased simultaneously, the feasible domainfor concentrations of Cr and Ni reduces rapidly (Figure 8.10). Similar trendscould be observed when looking at any other pair of alloying elements.
2128Inverse Design of Alloys’ ChemistryFigure 8.9. Effect of increasing specified time until rupture alone on allowable concentrations of Ni and Cr.8.5Determining Names of Alloying Elements andTheir Concentrations for Specified Properties ofAlloysA more realistic (and considerably more complex) problem of inverse designof alloys is to actually determine which chemical elements to use in an alloy,while simultaneously determining the appropriate concentrations for each ofthe candidate elements. It is best to illustrate this inverse alloy design processby analyzing details presented in Figure 8.11. In this example, a maximum of17 candidate alloying elements were considered (Cr, Ni, C, S, P, Mn, Si, Cu,Mo, Pb, Co, Cb, W, Sn, Al, Zn, Ti). The following three desired propertiesof the alloys were specified: stress 4000 kpsi, temperature 1800 F, time
8.5 Determining Names of Alloying Elements and Their Concentrations213Figure 8.10. Effect of simultaneously increasing specified temperature and specifiedtime until rupture on allowable concentrations of Ni and Cr.until rupture 6000 hours. These specified alloy properties were then treatedas three equality constraints (satisfy accuracy of the three specified propertiesto within one percent) and the entire alloy design problem was formulatedas a constrained multi-objective minimization problem (minimize Cr and Niconcentrations simultaneously in order to minimize cost of the raw materi
fields of science and engineering. Such proven design tools are various design optimization algorithms that can be used to create alloys with extreme thermo-physical properties [1-7] or can be used in conjunction with inverse design of alloys [8, 3, 7] having specified thermo-physical properties. For example, a