Transcription
Slurry handbookGuidelines for slurry pumping
SlurryA mixture of solids and liquid,generally water. The particlesmay not be abrasive althoughthis is common.
Table of contentsIntroduction. 4»»Slurry pumps. 5»»Applications. 5»»Slurry pump types. 6Flygt slurry pumps. 8»»Drive unit. 9»»Hydraulic design. 13Slurry properties.15»»Slurry parameters. 16»»Slurry characteristics. 18»»Liquid definitions. 20Slurry pump systems. 21»»Pump performance. 21»»Calculating. 22»»System design. 23»»Sizing the pump. 25»»Other considerations . 26Application guide. 30»»Types of installation. 30»»Application areas. 31Appendix. 36»»Step by step calculation. 36»»Index. 45»»Designations and formulas. 46»»Slurry questionnaire. 47
Introduction Where are slurry pumps used? Can submersible slurry pumps replace other typesof pumps? Which parts are of special importance in asubmersible slurry pump? How can slurries be classified? Which parameters of the slurry and pipe system arerequired to be able to dimension a pump correctly?The purpose of this book is, in a simple way, todescribe slurry pumps, slurry pumping and the variousparameters required when selecting submersibleslurry pumps using Xylect.To provide a deeper understanding of thecalculations, a manual calculation example is given inthe appendix of the book.If you are not sure about the type of slurry, the choiceof pump, the design of the pipe system, etc., you canalways contact your Flygt support for advice.4
Slurry pumpsSlurry pumps are a heavy and robust version ofcentrifugal pumps, capable of handling tough andabrasive duties.Slurry pumps should also be considered a genericterm, to distinguish them from other centrifugal pumpsmainly intended for clear liquids.ApplicationsSlurry pumps are used to move mixtures of liquid andsolids in many industries with a broad spectrum ofapplications, for example mine drainage, dredging ofsettling lagoons and pumping of drilling mud.The purpose can be: To pump a medium where abrasive particles arepresent To transport as much solids as possible, hydraulically To pump the end product in a processFlygt submersible pumps are used in many differentindustrial segments like: Iron and steelPower generationPulp and paperOil and gasWaste water treatmentMiningMineral processingConstructionChapter 5 — Application guides — gives a brief overviewof some common industries and applications for slurrypumps.5
Slurry pump typesThree main types of pumps are used for slurrypumping: Horizontal slurry pumps Vertical slurry pumps Submersible slurry pumpsHorizontal slurry pumpsThese types of pumps are often called dry mounted asthe hydraulic end and the drive unit are located outsidethe sump. It is the main group of slurry pumps andthey are available for a wide range of head and flowconditions and material options.These types of pumpsnormally use standardizedelectrical motors andseals.In plants where thereis a risk of flooding,there can be reasons forreplacing a horizontalpump by a dry-mounted,submersible, slurry pump.OutletInletVertical slurry pumpsThis type of pump can be subdivided into two maingroups: Tank pumps Cantilever/sump pumpsTank pumps are considered as dry installed pumps.The sump is incorporated in the pump. Open sumpand vertical inlet prevent air blocking and give smoothoperation. There are no submerged bearings or shaftseals, but quite a long shaft overhang from lowerbearing to the impeller.6InletOutlet
Cantilever/sump pumps are considered as semidry installed, as the hydraulic end is lowered into theslurry, but the drive unit and support structure aredry installed. Similarly to tank pumps there are nosubmerged bearings or shaft seals, but a long shaftoverhang.Depending on size the pump is either mounted witha base plate over the sump or hung from the roof.Cantilever-pumps have a number of disadvantageswhich make them suitable for replacement withsubmersible pumps: Long distance between motor and volute makes thepump bulky to handle. Limited access to the sump. Problems with sedimentbuild-up when used in sumps deeper than 2 m. Not water-proof. Flooding will damage the motor. High noise level.OutletInletWhy submersible?Some slurry pump users may have limited knowledgeof submersible slurry pumps. It is therefore importantto advance arguments for the submersible concept.Submersible pumps offer a number of benefitsover dry and especially semi-dry mounted pumps(cantilever): Operating directly in the slurry, the submersibleslurry pump requires no support structure. Ittherefore occupies less space. The motor and volute are one integrated unit,compact and easy to install. Operation underwater means low noise levels oreven silent operation. Motor cooled by surrounding liquid allows for up to30 starts/hour, resulting in smaller and more efficientsumps. Flexible installation with several installation modes,all of which are either portable or semi-permanent. Possibility to practice Clean sump technology (seepage 28).All the information that followsin this book, such as technicaldescriptions, calculationexamples, etc., is applicable tosubmersible slurry pumps.7
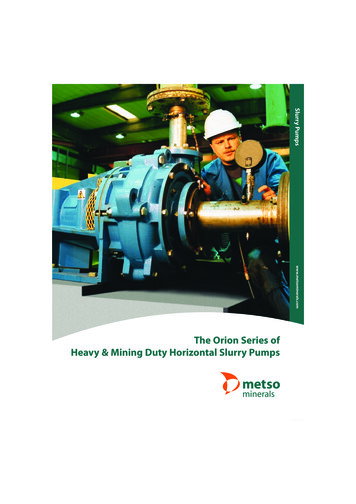
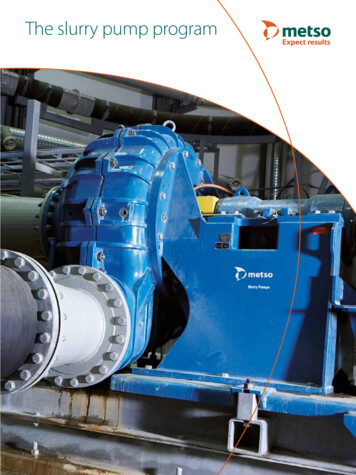
Flygt slurry pumpsThe main difference between slurry and waste waterpumps is in the parts that are in direct contact withthe slurry and thus subject to wear by the slurry’s solidparticles.Important factors for slurry pumps such as cooling,seals and especially the hydraulic design, aredescribed in this chapter.Flygt 5150-series submersiblepump equipped with agitatorMotorSealCooling jacketInspection chamberImpellerStrainerStand8Agitator
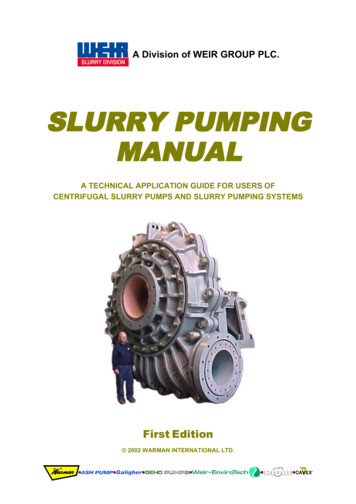
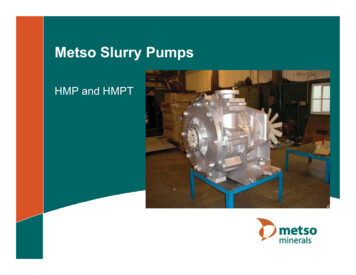
Drive unitMotorImportant factors for slurry pump motors: Effective cooling InsulationEffective coolingWater cooling is superior to air cooling and givesthe submerged motor a high power density andcomparatively low temperature.In the Flygt motor the rotor diameter is bigger andthe stator thinner than in standard motors. This directsmore of the losses (heat release) to the stator and tothe surrounding, cooling liquid. The short heat transferdistance makes the cooling effective and keeps theworking temperature low.The pump can be cooled in three ways dependingon the slurry temperature and other circumstances: Pumps that work fully submerged in slurry, cooledby the ambient liquid. The slurry temperature maynot exceed 40 C. Pumps that work at times with the motor partiallyor totally un-submerged, can be equipped with acooling jacket for internal cooling, where a coolingmedium (glycol mixture) circulates (5100/5150). Pumps that often work in a low level, in hot slurryor are dry installed can be cooled using an externalsupply of cooling liquid, connected to the gnStandard motor designFlygt motor designFlygt motorFlygt motordesigndesignThe ways in which the various cooling methods areused is described on page 27.Pump with internal coolingsystem9
InsulationClass H insulation (180 C) is applied to the statorwinding by a trickle impregnation system. The Flygtpump has a motor limit to Class B (140 ), whichreduces thermal stress resulting in extended lifetime.Trickle impregnation gives a winding fill muchgreater than typical dip and bake systems. This givesmuch higher protection against short circuits in thewinding.Shaft and bearingsImportant factors for shafts and bearings: Shaft design and dimensioning Bearing type and protectionShaft design and dimensioningThe shaft and bearings are of sturdy design. Thedistance between the lower bearing and the impelleris minimal, eliminating shaft deflections. This provideslong seal and bearing life, low vibration and silentoperation.Bearing type and protectionAll slurry pumps have two row angular contact ballbearings as the main bearing, because they give ahigh load capability in the radial as well as the axialdirection.The bearings are well protected with a lifetimelubrication of high performance grease.Pump shaft and bearings10
SealsImportant factors for submersible pump seals: Low leakage or even zero leakage! Wear resistanceLeakage and wear resistanceIn conjunction with leakage rate, the most importantfeature for seals in slurry applications is the ability toresist wear from abrasive particles.The seals for the slurry pumps are designed to copewith highly abrasive pump media. Only the seal ringsare exposed to the media. Other parts of the seal, suchas springs and torque locks are protected from wear,clogging and corrosion inside the seal housing.In addition, an isolation zone takes the pressure ofthe mechanical seal.The pre-mounted Plug-in seal unit (5100/5150) isfast and easy to handle. The seal faces are closed andcannot be contaminated or damaged during service.The seal rings are always properly aligned to eliminaterun-out.Active Seal offers increased sealing reliability andzero leakage into the motor, thus a reduced risk forbearing and stator failure.Active Seal features a rotating inner seal ring withlaser cut pumping grooves that acts like a micro-pump,continuously preventing liquid from entering themotor.It all adds up to: Reduced downtimeFewer required service inspectionsFewer unscheduled maintenance checksLower your operation costsPlug-in seal (5100/5150)11
Protection systemsImportant factors for submersible pump protection: The possibility of detecting a leaking seal before anydamage occurs Spin-out seal protection Overheating protectionPossibility of detecting a leaking seal5500: In the area that contains cooling oil above theseal, there is a sensor that emits a warning if waterenters. In addition, the oil is discoloured by waterleakage and this can be seen through an inspectionscrew on the side of the pump.Stator housing leakage: A float switch shuts the pumpdown if water is detected.5100/5150: The inspection chamber between the sealunit and the bearings has a built-in sensor for earlydetection of fluid leakage. The space can be inspectedand emptied via a screw, which is easily accessible fromthe outside.Spin-out seal protectionA patented outer seal design that protects the seal byexpelling abrasive particles.Inspection chamber,5100/5150Overheat protectionThermal sensors are embedded in the stator windingsto prevent overheating.Spin-out seal protection12
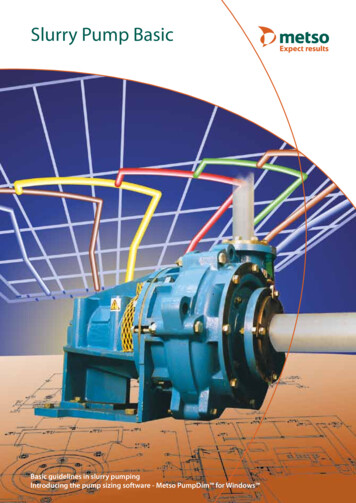
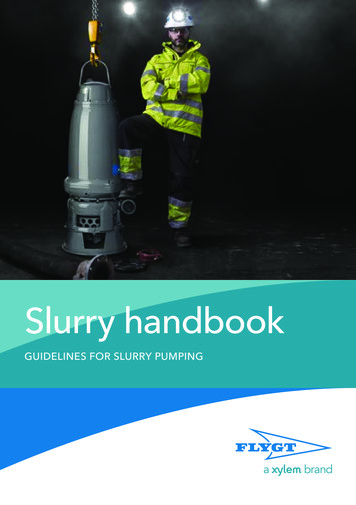
Hydraulic designImportant factors for submersible pump hydraulic parts: Efficiency Wear AgitatorEfficiencyPumping slurry can cause a severe reduction in thehydraulic efficiency of a pump. The Flygt impelleris designed to minimize this drop. Higher pumpingefficiencies also correlate with lower wear rates.WearExperience shows that the design of the impeller andvolute is as important as the choice of material, in orderto minimize the wear rate.The shape of the impeller used in slurry handlingis important in ensuring high wear resistance andhydraulic efficiency. When pumping slurries themedium moves faster than the solids. The result isvery high wear rate. The Flygt impeller has a moreback swept design than conventional impellers, whichensures a more homogenous flow between the vanes.This minimizes the separation of solids from the carrierliquid, leads to high hydraulic efficiency resulting inextremely low wear rates.Standard hydraulic design makes slurry move athigh velocitySlurry pump impellerFlygt hydraulic design reduces slurry velocity13
Because of the tangential outflow of particles from theimpeller, suspended particles hit the volute wall at analmost parallel angle, thus decreasing line wear. Thelarger volute size also means a lower internal velocity,which further reduces the amount of wear.The adjustable impeller (5100/5150)/suction cover(5500) makes it possible to compensate for wear andthus prevent deteriorations in efficiency.Standard impeller slams solidsinto the volute.AgitatorThe pump can be equipped with an agitator. The uniquedesign of Flygt agitators create a strong vertical thrust,which forces settled solids into suspension. This makesthe particles easier to transport and ensures a cleanersump at the end of the pumping cycle.The use of the agitator is also described on page 28.Agitator14Flygt impeller keeps solidsmoving with the flow.
Slurry propertiesPumping slurry, i.e. a liquid containing solid particles,raises different requirements for a pump compared topumping just water.A number of characteristics of the slurry and of thesystem must be known to be able to select a slurrypump correctly.When selecting a slurry pump, it is necessary to knowcertain parameters. These are covered in this chapter.”Slurry Questionnaire”, on page 47 shows theparameters that should be included when makingcalcu
Slurry pump impeller. 14 Because of the tangential outflow of particles from the impeller, suspended particles hit the volute wall at an almost parallel angle, thus decreasing line wear. The larger volute size also means a lower internal velocity, which further reduces the amount of wear. The adjustable impeller (5100/5150)/suction cover (5500) makes it possible to compensate for wear and