Transcription
Global Distributor of Henkel LOCTITE(800) 888-0698 info@ellsworth.com‘Do It Right’ User’s GuideWhen, Where & How to UseLOCTITE Maintenance Products
CONTENTSThe primary function of this User’s Guide is to help you, themaintenance professional, with the proper selection and use ofLOCTITE products. A wide variety of preventive maintenance, as wellas repair techniques, is explained in step-by-step detail. Consider this asupplemental service manual for every piece of equipment in your plant.Our goal is to make it easier for you to use our products, to your benefit,for faster repair times, reduced downtime and extended equipment life.Additional information on these products, as well as others, is availableby contacting your local LOCTITE Adhesives and Sealants Specialist atthe telephone number listed on the back cover of this guide.CONTENTS2pageINTRODUCTIONIntroduction to Anaerobic Adhesives and SealantsWhy Use a Primer?44THREADLOCKINGThru Holes (Bolts and Nuts)Blind Holes (Cap Screws, etc.)Blind Holes (Studs, etc.)Adjustment ScrewsPre-Assembled FastenersThreadlocker Quick Selector556677THREAD REPAIRStripped Thread Repair8THREAD SEALINGStandard Fittings – Pipes, Hydraulic or AirPipe UnionsCompression FittingsFlared/Swaged FittingsHose Ends – Air & HydraulicThread Sealant Quick Selector9910101111
CONTENTSpagePOROSITY SEALINGExisting Weld Porosities and CastingsSealing New Welds – Preventive Maintenance1212FORM-IN-PLACEGASKETINGSealing Cast Rigid FlangesGasketing Quick Selector1313GASKET DRESSINGSealed Flanges14FORM-IN-PLACESILICONESStamped or Sheet Metal Flanges15STRENGTHEN KEYEDASSEMBLIESStandard DutyHeavy DutyRepairing Badly Wallowed Keyway161718SHAFT MOUNTEDASSEMBLIESRepairing Badly Worn ShaftSlip Fit – Light/Heavy DutyPress FitShrink Fit19202122HOUSED COMPONENTS Slip FitRepairing Badly Worn HousingComponent CenteringSealing/Retaining – Metallic SealRetaining Compound Quick Selector2324252627DISASSEMBLYThreadlocking, Thread Sealing & RetainingGasketing2828SHAFT REPAIRGeneral Information29BONDINGIntroduction to Bonding AdhesivesBonding AssemblySurface PreparationAdhesive Quick SelectorO-Ring MakingBonding Metal LabelFilling CracksStructural Bonding3030313132323333RUSTPROOFINGLOCTITE Extend Rust Treatment34CLEANINGGeneral Purpose Parts t Listing/Order Information373
INTRODUCTIONINTRODUCTION TO ANAEROBIC ADHESIVES AND SEALANTSAnaerobic adhesives and sealants were developed by the founder ofLOCTITE Corporation, now Henkel Corporation, in 1953 and, since then, theyhave significantly evolved to meet the highest requirements of equipmentmanufacturers, maintenance and overhaul.Anaerobic adhesives and sealants are resins that convert from liquid to a toughstructural solid in the absence of air and the presence of metal. The primaryfunctions of anaerobic resins are:ThreadlockingThread SealingGasketingRetainingEach one of these functions is based upon control of five major variables: strength,viscosity, adhesion, flexibility and temperature resistance. These five parametersgive anaerobics users considerable latitude in adjusting properties for optimumperformance in specific application areas.Another variable that should be considered is the substrate in which the adhesivewill be applied. For certain substrates or other special requirements, the use ofprimer is recommended.WHY USE A PRIMER?1.Primers activate inactive surfaces which are not requiredwith primerless products.2.Primers speed cure times for faster return to service.3.Primers speed curing through larger gaps and deep threads.4.Primers substantially speed cure times on cold parts.5.Primers act as cleaning agents.Active surfaces (primer is optional): Brass, copper, bronze, iron, soft steel.Inactive surfaces (primer is required): Pure aluminum, stainless steel,magnesium, zinc, black oxide, cadmium, titanium, nickel, and others.4
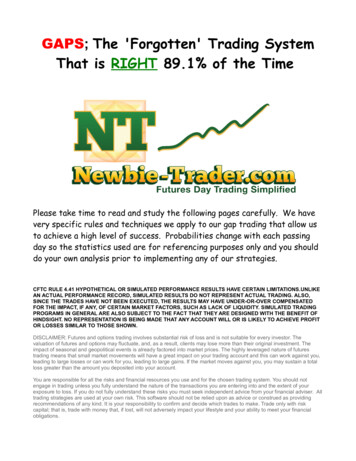
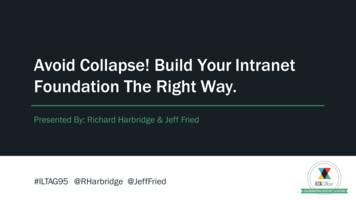
THREADLOCKINGTHRU HOLES (BOLTS AND NUTS)LIQUID AND SEMISOLIDSApply HereNotHere1.Clean all threads (bolt and nut) with LOCTITE ODC-Free Cleaner & Degreaser.2.If necessary, spray all threads with LOCTITE 7649 Primer. Allow to dry.3.Select the proper strength LOCTITE threadlocker.4.Insert the bolt into thru hole assembly.5.Apply several drops of liquid threadlocker onto the bolt at the targeted tightenednut engagement area or, when using the stick product, completely fill the rootof the threads at the area of engagement.6.Assemble and tighten the nut as usual.BLIND HOLES (CAP SCREWS, ETC.)OntoThreadsLIQUID ONLYOntoThreads1.Clean all threads (bolt and hole) with LOCTITE ODC-Free Cleaner & Degreaser.2.If necessary, spray (bolt and hole) with LOCTITE 7649 Primer. Allow30 seconds to dry.3.Select the proper strength LOCTITE threadlocker.4.Squirt several drops down the sides of the female threads.5.Apply several drops to the bolt.6.Tighten as usual.Note: Using LOCTITE threadlockers will virtually eliminate stripped threads inaluminum or magnesium housings caused by galvanic corrosion.5
THREADLOCKINGBLIND HOLES (STUDS, ETC.)LIQUID ONLYOntoThreadsLOCTITE 243 IntoHoleLOCTITE 263 1.Clean all threads (bolt and hole) with LOCTITE ODC-Free Cleaner & Degreaser.2.If necessary, spray all threads with LOCTITE 7649 Primer. Allow to dry.3.Squirt several drops of LOCTITE 263 Threadlocker down the sides of thefemale threads.Note: Use LOCTITE 277 Threadlocker if the stud is over 1" diameter.4.Apply several drops of LOCTITE 263 Threadlocker onto stud threads.5.Install studs.6.Position cover, head, etc.7.Apply drops of LOCTITE 243 Threadlocker onto exposed threads.8.Tighten nuts as required.ADJUSTMENT SCREWSApply HerePlunger1.Adjust the screw to proper setting.2.Apply several drops of LOCTITE 220 or 290 Threadlocker at the screw andbody juncture.3.Avoid touching bottle tip to metal.Note: 6I f readjustment is difficult, apply heat to the screw with asoldering gun (450 F). LOCTITE 220 Threadlocker is a weaker version ofLOCTITE 290 Threadlocker.
THREADLOCKINGPRE-ASSEMBLED FASTENERSLIQUID ONLYLOCTITE 220 or 290 HereNot Here1.Clean bolts and nuts with LOCTITE ODC-Free Cleaner & Degreaser.2.Assemble components.3.Tighten nuts.4.Apply several drops of LOCTITE 220 or 290 Threadlocker at the nut andbolt juncture.5.Avoid touching bottle tip to metal.Note: For preventive maintenance on existing equipment: RETIGHTENnuts and apply LOCTITE 220 or 290 Threadlocker at the nut andbolt juncture.LOCTITE BRAND THREADLOCKER QUICK SELECTORUseSmall ScrewsStrengthProductColor222MS Purple243 / 248 Stick /QuickTape 249 BlueLowNuts & BoltsMedium Pre-AssembledMedium290 GreenPre-AssembledLow220 BlueNuts & BoltsHigh263 / 268 StickRedStuds (up to 1")High263 RedStuds (over 1")High277 Red 7
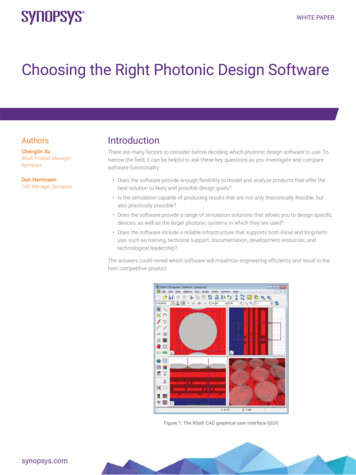
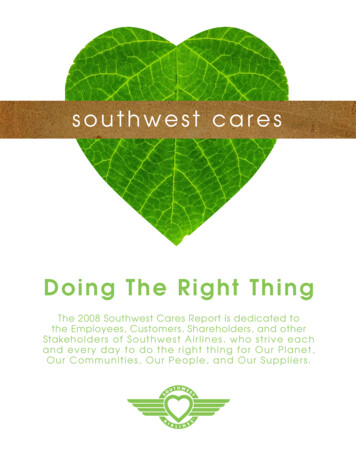
THREAD REPAIRSTRIPPED THREAD REPAIRCleaned BoltRelease AgentCoverPlateThreadlockerStripped ThreadsRelease AgentLOCTITE Form-A-Thread 1 2 Fill OnlyLOCTITE Form-A-Thread Step 1NewThreadsTapeTapeStep 2Step 3STANDARD THREAD REPAIR1.Follow instructions on LOCTITE Form-A-Thread package.2.If cover plate is used for bolt alignment:(a) Apply release agent to mating faces around repair area.(b) Use “waxed” paper or similar film between faces.3.A “jiggling/twisting” motion when initially inserting bolt improves thethread conformation.Note: NOT intended for engine stud repair.SMALL HOLE/FINE THREAD REPAIROPTION 1. Drill out damaged hole to oversize, then follow STANDARD THREADREPAIR.OPTION 2. Apply LOCTITE Form-A-Thread to screw and insert intodamaged hole. Clamp in place while product cures.STUD INSTALLATION — PERMANENT (LIGHT DUTY)1.Use stud or cut “all thread” to desired length.2.Do NOT apply release agent to stud.3.Proceed as with STANDARD THREAD REPAIR.4.Allow 30 minutes to cure.5.Assemble as required.8
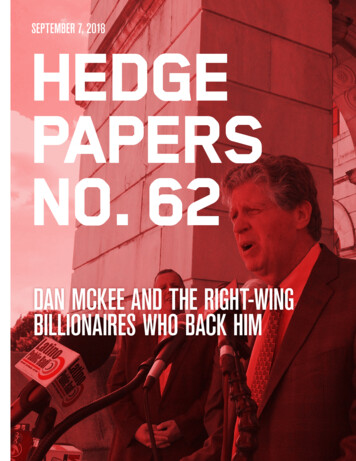
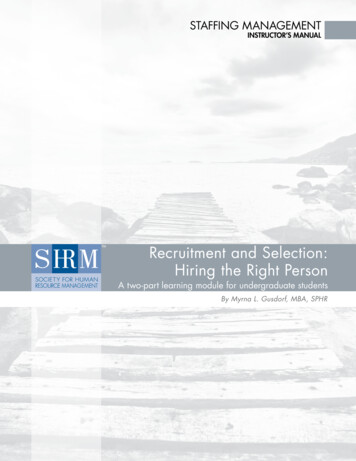
THREAD SEALINGSTANDARD FITTINGS – PIPES, HYDRAULIC, OR AIRSealant Band1.2.3.4.Sealant BandClean parts of contamination. If necessary, spray LOCTITE 7649 Primer onto threaded parts (male and female). Allow to dry.Note: Primer is not required for brass parts.Apply a band of LOCTITE Thread Sealant to male threads startingone to two threads from end of pipe.Assemble parts snugly. Do not overtighten.If initial pressure exceeds 1,000 psi*, wait 30 minutes before pressurizing.Note: For stainless steel components, use LOCTITE 567 Thread Sealant. For general purpose thread sealing, use LOCTITE 565 Thread Sealant or LOCTITE 561 Pipe Sealant Stick. For fine filtration systems requiring zero contamination, useLOCTITE 545 Thread Sealant for hydraulic/pneumatic fittingsor LOCTITE 5452 Fast Cure Thread Sealant. For easier disassembly or large diameter fittings, useLOCTITE 564 Thread Sealant. If using with sealing chemicals or strong acids/bases, refer to FluidCompatibility Chart (LT-836). Do not use with systems containing oxygen or strongoxidizers (chlorine). For PVC or ABS pipe, use LOCTITE No More Leaks .* Dependingon conditionsPIPE UNIONSSealant BandSealant BandSealant BandSealant Coating (may be used for new or damaged seat)1.Disassemble and, if necessary, spray all components with LOCTITE 7649 Primer. Allow to dry.2.Apply a thin coating of LOCTITE Thread Sealant to union face.3.Apply a band of LOCTITE Thread Sealant to male threads.4.Assemble parts snugly.9
THREAD SEALINGCOMPRESSION FITTINGSSealant CoatingSealant BandSealant Band1.Slide fitting nut and ferrule back approximately 3 4" from end of tubing.2.If necessary, spray the entire assembly with LOCTITE 7649 Primer.Allow to dry.Note: Primer is not required for brass parts.3.Apply a thin coating of LOCTITE Thread Sealant to tubing whereferrule will be located.4.Slide ferrule forward over LOCTITE Thread Sealant coated tubing, then apply athin bead of LOCTITE Thread Sealant coating to ferrule.5.Slide ferrule forward over LOCTITE Thread Sealant coated tubing.6.Apply a small band of LOCTITE Thread Sealant to male threads.7.Assemble and tighten normally.Note: Do not use on plastic fittings or tubing.FLARED/SWAGED FITTINGSSealant Coating (for new or damaged flare or seat)Sealant Band1.Disassemble and, if necessary, spray all components with LOCTITE 7649 Primer. Allow to dry.2.Apply a thin coating of LOCTITE Thread Sealant to fitting face.3.Apply a band of LOCTITE Thread Sealant to male threads.4.Assemble parts snugly.10
THREAD SEALINGHOSE ENDS – AIR & HYDRAULICSealant Band1.If necessary, spray adapter threads with LOCTITE 7649 Primer. Allow to dry.2.Insert barbed hose stem into hose I.D. with slight twisting motion.3.Install appropriate hose clamp.4.Apply a band of LOCTITE Thread Sealant to male hose stem threads uponinstallation or when adding accessory device. Tighten snugly.Note: LOCTITE Thread Sealant may attack synthetic rubber tubing.LOCTITE BRAND THREAD SEALANT QUICK SELECTOR (TAPERED ssureSteamPressureStainless Steel567 Thread7649 500 psi10,000 psi 235 psiand All OtherSealantPrimer(24 hours)Metal FittingsMost MetalFittings ExceptStainless Steel565 or 561 Pipe SealantHigh Filtration/Zero ContaminationSystems545 or 5452 7649 Thread Sealant –PrimerHydraulic/PneumaticStainless Steeland All OtherMetal Fittings(lower strength)564 ThreadSealant7649 500 psiPrimerTemp.Range-65 F to 400 F10,000 psin/a(24 hours)-65 F to 300 F500 psi(10 min.)10,000 psin/a(24 hours)-65 F to 300 F7649 500 psiPrimer10,000 psin/a(24 hours)-65 F to 300 FDO NOT USE THESE PRODUCTS ON OXYGEN OR STRONG OXIDIZERS.FLUID COMPATIBILITY1.Refer to Fluid Compatibility Chart (LT-836).2.Contact your local Industrial Distributor.3.Call Henkel Technical Information. See back cover for the Henkel TechnicalInformation number in your area.11
POROSITY SEALINGEXISTING WELD POROSITIES AND CASTINGSLOCTITE 290 Weld BeadTank WallWeld Porosity1.IMPORTANT! TAKE PROPER SAFETY PRECAUTIONS IF WORKING WITHFLAMMABLE LIQUID TANKS. AVOID USE WITH COMPRESSIBLE GASES.2.Wire brush to remove paint, rust, etc. from repair area.3.Clean repair area with LOCTITE ODC-Free Cleaner & Degreaser.4.Apply localized heat to bring repair area to approximately 250 F.5.Allow repair area to cool to approximately 185 F.6.Brush or spray sealant on repair area.Note:Note: Steel – Use LOCTITE 290 Threadlocker at 185 F. luminum/Stainless Steel – Use LOCTITE 290 ThreadlockerAat 120 F. Not recommended for “blowholes.” Maximum porosity sealed – 0.005".7.Allow to cure for 30 minutes (High Pressure, above 150 psi — 1 hour).8.Clean with LOCTITE ODC-Free Cleaner & Degreaser to remove excess sealant.Do not grind.9.Paint as required.Note: Casting repair uses same procedure.SEALING NEW WELDS — PREVENTIVE MAINTENANCE1.Remove all slag and scale while hot.2.Apply sealant when weld is 185 F and falling.3.Follow information above.12
FORM-IN-PLACE GASKETINGSEALING CAST RIGID FLANGESContinuous BeadCircle Bolt HolesFlat Flange1.Raised FlangeRemove old gasketing material and other heavy contaminants with LOCTITE Chisel Paint Stripper. Use mechanical removal technique if required.Note: Avoid grinding.2.Clean both flanges with LOCTITE ODC-Free Cleaner & Degreaser.3.Spray LOCTITE 7649 Primer on only one surface. Allow 1 to 2 minutes to dry.4.Apply a continuous bead of LOCTITE Flange Sealant to the other surface.Note: Circle all bolt holes with sealant, if appropriate.5.Mate Parts. Assemble and tighten as required.Note: Immediate assembly not required; however, avoid delaysover 45 minutes.6.Allow to cure:a. No pressure – immediate serviceb. Low pressure (up to 500 psi) – 30 to 45 minutesc. High pressure (500 to 2,500 psi) – 4 hoursd. Extreme high pressure (2,500 to 5,000 psi) – 24 hoursLOCTITE BRAND GASKETING QUICK SELECTORUseProductGap FillTemp. RangeGeneral518 Flange Sealant0.050"-65 F to 300 FGeneral515 Flange Sealant0.050"-65 F to 300 FHigh Temperature510 Flange Sealant0.020"-65 F to 400 F13
GASKET DRESSINGSEALED FLANGESLOCTITE 243 LOCTITE 7649 Primer and518 Flange Sealant (534 Stick)LOCTITE 243 LOCTITE 243 1.LOCTITE 76
Note: For stainless steel components, use LOCTITE 567 . For fine filtration systems requiring zero contamination, use LOCTITE 545 Thread Sealant for hydraulic/pneumatic fittings or LOCTITE 5452 Fast Cure Thread Sealant. For easier disassembly or large diameter fittings, use LOCTITE 564 Thread Sealant. If using with sealing chemicals or strong acids/bases .