Transcription
S PE C IAL T Y C H E M I CAL D I S T R I B U T I O NAugust 29, 2012Attn: Quality DepartmentSubject: Henkel Loctite 401, 406, 454, and 495 ReformulationDear Valued Customer:On August 24, 2012, we were informed by Henkel Loctite of their plans to revise the formula of their 401,406, 454, and 495 products. This reformulation is an enhancement that will increase the upper temperatureresistance of these products from 180 F to 250 F. Shipments of the new formulation should begin in lateQ1, 2012. All product labels will be clearly marked to identify packages containing the new formulation.Henkel Loctite has stated that the overall composition of these products has changed by less than 1%, andthat all other aspects of performance, application, and physical properties should remain unchanged.This will also not affect MSDSs, product part numbers, Loctite material specifications, QC testing,Certificates of Analysis, shipping and transportation classifications, shelf life, or storage conditions. Theonly document that will be changed is the Technical Data Sheets, which are included with this notification.We don’t expect this to have any impact on your business or your interaction with Ellsworth. As always, wejust want to make sure that you are kept up to date on any changes we are made aware of. For more details,please see the attached letter from Henkel Loctite.Our Engineered Sales Representatives and Customer Service Representatives are available to help with anyquestions you may have. Please call 1-800-888-0698 to get in touch with your local representative.We apologize for any inconvenience this may cause and will work with you in any way necessary to facilitate asmooth transition that will meet your current needs.Sincerely,Jake BauerQuality ManagerEllsworth Adhesives Specialty Chemical DistributionW129 N10825 Washington Drive Germantown, WI 53022Phone: (262) 253-8600 Fax: (262) 253-8619 Toll Free: (800) 888-0698COMPLETELY ENGINEERED SYSTEMS FROM MATERIAL SPECIFICATIONS TO APPLICATION METHODS
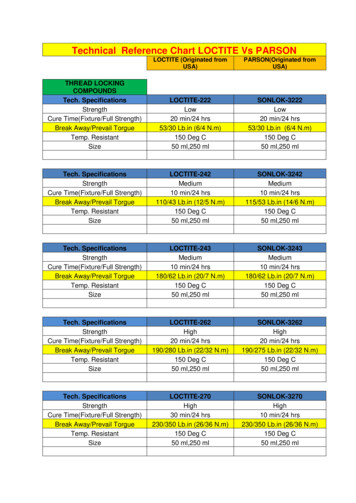
Technical Data SheetLOCTITE 401 (TDS for new formulation of Loctite 401 ) February-2012PRODUCT DESCRIPTIONLOCTITE 401 ogyCyanoacrylateChemical TypeEthyl cyanoacrylateAppearance (uncured) Transparent, colorless to strawcolored liquidLMSComponentsOne part - requires no y SubstratesMetals , Plastics and ElastomersThis Technical Data Sheet is valid for LOCTITE 401 manufactured from the dates outlined in the"Manufacturing Date Reference" section.LOCTITE 401 is designed for the assembly of difficultto-bond materials which require uniform stress distribution andstrong tension and/or shear strength. The product providesrapid bonding of a wide range of materials, including metals,plastics and elastomers. LOCTITE 401 is also suited forbonding porous materials such as wood, paper, leather andfabric.NSF InternationalRegistered to NSF Category P1 for use as a sealant wherethere is no possibilty of food contact in and around foodprocessing areas. Note: This is a regional approval. Pleasecontact your local Technical Service Center for moreinformation and clarification.TYPICAL PROPERTIES OF UNCURED MATERIALSpecific Gravity @ 25 C1.1Flash Point - See MSDSViscosity, Cone & Plate, mPa·s (cP):Temperature: 25 C, Shear Rate: 3,000 s-1Viscosity, Brookfield - LVF, 25 C, mPa·s (cP):Spindle 1, speed 30 rpm70 to 110LMS100 to 120TYPICAL CURING PERFORMANCEUnder normal conditions, the atmospheric moisture initiates thecuring process. Although full functional strength is developedin a relatively short time, curing continues for at least 24 hoursbefore full chemical/solvent resistance is developed.Cure Speed vs. SubstrateThe rate of cure will depend on the substrate used. The tablebelow shows the fixture time achieved on different materialsat 22 C / 50 % relative humidity. This is defined as the time todevelop a shear strength of 0.1 N/mm².Fixture Time, seconds:SteelAluminumNeopreneRubber, nitrileABSPVCPolycarbonatePhenolicWood (balsa)Wood (oak)Wood (pine)ChipboardFabricLeatherPaper 5 5 5 5 5 55 to 10 5 515 to 3015 to 20 510 to 2015 to 30 5Cure Speed vs. Bond GapThe rate of cure will depend on the bondline gap. Thin bondlines result in high cure speeds, increasing the bond gap willdecrease the rate of cure.Cure Speed vs. HumidityThe rate of cure will depend on the ambient relative humidity.Higher relative humidity levels result in more rapid speed ofcure.Cure Speed vs. ActivatorWhere cure speed is unacceptably long due to large gaps,applying activator to the surface will improve cure speed.However, this can reduce ultimate strength of the bond andtherefore testing is recommended to confirm effect.
TDS LOCTITE 401 , February-2012Heat AgingAged at temperature indicated and tested @ 22 CAdhesive PropertiesCured for 10 seconds @ 22 CTensile Strength, ISO 6922:Buna-NN/mm² 6.9LMS(psi)( 1,000)Cured for 72 hours @ 22 CTensile Strength, ISO 6922:Buna-NN/mm² 13.7(psi)(1,900)Lap Shear Strength, ISO 4587:Steel (grit blasted)N/mm²(psi)N/mm²(psi)N/mm²(psi)* N/mm²* (psi)* N/mm²* (psi)* N/mm²* (psi)* N/mm²* (psi)* N/mm²* (psi)* N/mm²* (psi)Aluminum (etched)Zinc neBlock Shear Strength, ISO 60)PVCPhenolic50120 C25002505007501000Exposure Time, hoursEnvironment C100 h500 h1000 hMotor oil401158585Unleaded thanol22100110130Isopropanol2211510012098% RH40806565Environment C100 h500 h1000 hAir2211012011598% RH40110120105GENERAL INFORMATIONThis product is not recommended for use in pure oxygenand/or oxygen rich systems and should not be selected asa sealant for chlorine or other strong oxidizing materials.For safe handling information on this product, consult theMaterial Safety Data Sheet (MSDS).140% Strength @ 22 C80 C% of initial strengthHot StrengthTested at temperature12010080604020Henkel Americas 860.571.5100100 C75Lap Shear Strength, ISO 4587, PolycarbonateCured for 1 week @ 22 CLap Shear Strength, ISO 4587:Steel (grit blasted)0100Chemical/Solvent ResistanceAged under conditions indicated and tested @ 22 C.TYPICAL ENVIRONMENTAL RESISTANCE-2060 C% of initial strength* substrate failure0-40125Chemical/Solvent ResistanceAged under conditions indicated and tested @ 22 CN/mm² 11(psi)(1,600)* N/mm² 23* (psi)(3,340)N/mm² 2.6(psi)(380)* N/mm² 21.3* (psi)(3,090)ABS% Initial Strength @ 22 CTYPICAL PERFORMANCE OF CURED MATERIAL20406080Temperature, C100120140Directions for use:1. Bond areas should be clean and free from grease. Cleanall surfaces with a Loctite cleaning solvent and allow todry.2. To improve bonding on low energy plastic surfaces,Loctite Primer may be applied to the bond area. Avoidapplying excess Primer. Allow the Primer to dry.3. LOCTITE Activator may be used if necessary. Apply it toone bond surface (do not apply activator to the primedsurface where Primer is also used). Allow the Activator toHenkel Europe 49.89.320800.1800Henkel Asia Pacific 86.21.2891.8863For the most direct access to local sales and technical support visit: www.henkel.com/industrial
TDS LOCTITE 401 , February-2012dry.4. Apply adhesive to one of the bond surfaces (do not applythe adhesive to the activated surface). Do not use itemslike tissue or a brush to spread the adhesive. Assemblethe parts within a few seconds. The parts should beaccurately located, as the short fixture time leaves littleopportunity for adjustment.5. LOCTITE Activator can be used to cure fillets of productoutside the bond area. Spray or drop the activator on theexcess product.6. Bonds should be held fixed or clamped until adhesive hasfixtured.7. Product should be allowed to develop full strength beforesubjecting to any service loads (typically 24 to 72 hoursafter assembly, depending on bond gap, materials andambient conditions).StorageStore product in the unopened container in a dry location.Storage information may be indicated on the product containerlabeling.Optimal Storage: 2 C to 8 C. Storage below 2 C orgreater than 8 C can adversely affect product properties.Material removed from containers may be contaminated duringuse. Do not return product to the original container. HenkelCorporation cannot assume responsibility for product whichhas been contaminated or stored under conditions other thanthose previously indicated. If additional information is required,please contact your local Technical Service Center orCustomer Service Representative.Loctite Material SpecificationLMSLMS dated December-22, 2011. Test reports for each batchare available for the indicated properties. LMS test reportsinclude selected QC test parameters considered appropriate tospecifications for customer use. Additionally, comprehensivecontrols are in place to assure product quality andconsistency. Special customer specification requirements maybe coordinated through Henkel Quality.Conversions( C x 1.8) 32 FkV/mm x 25.4 V/milmm / 25.4 inchesµm / 25.4 milN x 0.225 lbN/mm x 5.71 lb/inN/mm² x 145 psiMPa x 145 psiN·m x 8.851 lb·inN·m x 0.738 lb·ftN·mm x 0.142 oz·inmPa·s cPHenkel Americas 860.571.5100Manufacturing Date ReferenceThis Technical Data Sheet is valid for LOCTITE 401 manufactured from the dates below:Made in:EUChinaIndiaU.S.A.First manufacturing date:November 2011PendingPendingPendingThe manufacturing date can be determined from the batchcode on the pack. For assistance please contact your localTechnical Service Center or Customer Service Representative.NoteThe data contained herein are furnished for information onlyand are believed to be reliable. We cannot assumeresponsibility for the results obtained by others over whosemethods we have no control. It is the user's responsibility todetermine suitability for the user's purpose of any productionmethods mentioned herein and to adopt such precautions asmay be advisable for the protection of property and of personsagainst any hazards that may be involved in the handling anduse thereof. In light of the foregoing, Henkel Corporationspecifically disclaims all warranties expressed or implied,including warranties of merchantability or fitness for aparticular purpose, arising from sale or use of HenkelCorporation’s products. Henkel Corporation specificallydisclaims any liability for consequential or incidentaldamages of any kind, including lost profits. The discussionherein of various processes or compositions is not to beinterpreted as representation that they are free fromdomination of patents owned by others or as a license underany Henkel Corporation patents that may cover suchprocesses or compositions. We recommend that eachprospective user test his proposed application before repetitiveuse, using this data as a guide. This product may be coveredby one or more United States or foreign patents or patentapplications.Trademark usageExcept as otherwise noted, all trademarks in this documentare trademarks of Henkel Corporation in the U.S. andelsewhere. denotes a trademark registered in the U.S.Patent and Trademark Office.Reference 2.5Henkel Europe 49.89.320800.1800Henkel Asia Pacific 86.21.2891.8863For the most direct access to local sales and technical support visit: www.henkel.com/industrial
Technical Data SheetLOCTITE 406 (TDS for new formulation of Loctite 406 ) February-2012PRODUCT DESCRIPTIONLOCTITE 406 ogyCyanoacrylateChemical TypeEthyl cyanoacrylateAppearance (uncured) Transparent, colorless to strawcolored liquidLMSComponentsOne part - requires no y SubstratesPlastics and RubbersThis Technical Data Sheet is valid for LOCTITE 406 manufactured from the dates outlined in the"Manufacturing Date Reference" section.LOCTITE 406 is designed for bonding of plastics andelastomeric materials where very fast fixturing is required.Commercial Item Description A-A-3097:LOCTITE 406 has been qualified to Commercial ItemDescription A-A-3097. Note: This is a regional approval.Please contact your local Technical Service Center for moreinformation and clarification.TYPICAL PROPERTIES OF UNCURED MATERIALSpecific Gravity @ 25 CViscosity, Cone & Plate, mPa·s (cP):Temperature: 25 C, Shear Rate: 3,000 s-1Viscosity, Brookfield - LVF, 25 C, mPa·s (cP):Spindle 1, speed 30 rpmFlash Point - See MSDS1.112 to 22LMS15 to 25TYPICAL CURING PERFORMANCEUnder normal conditions, the atmospheric moisture initiates thecuring process. Although full functional strength is developedin a relatively short time, curing continues for at least 24 hoursbefore full chemical/solvent resistance is developed.Cure Speed vs. SubstrateThe rate of cure will depend on the substrate used. The tablebelow shows the fixture time achieved on different materialsat 22 C / 50 % relative humidity. This is defined as the time todevelop a shear strength of 0.1 N/mm².Fixture Time, seconds:Steel (degreased)Aluminum (etched)NeopreneRubber, nitrileABS20 to 45 5 5 5 5PVCPolycarbonatePhenolic 510 to 20 5Cure Speed vs. Bond GapThe rate of cure will depend on the bondline gap. Thin bondlines result in high cure speeds, increasing the bond gap willdecrease the rate of cure.Cure Speed vs. HumidityThe rate of cure will depend on the ambient relativehumidity. The best results are achieved when the relativehumidity in the working environment is 40% to 60% at 22 C.Lower humidity leads to slower cure. Higher humidityaccelerates it, but may impair the final strength of the bond.Cure Speed vs. ActivatorWhere cure speed is unacceptably long due to large gaps,applying activator to the surface will improve cure speed.However, this can reduce ultimate strength of the bond andtherefore testing is recommended to confirm effect.
TDS LOCTITE 406 , February-2012TYPICAL PERFORMANCE OF CURED MATERIALHeat AgingAged at temperature
29.08.2012 · This Technical Data Sheet is valid for LOCTITE 401 manufactured from the dates outlined in the "Manufacturing Date Reference" section. LOCTITE 401 is designed for the assembly of difficult-to-bond materials which require uniform stress distribution and strong tension and/or shear strength. The product providesFile Size: 411KBPage Count: 14