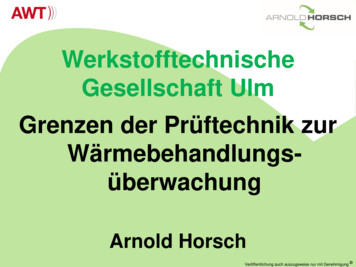
Transcription
WerkstofftechnischeGesellschaft UlmGrenzen der Prüftechnik zurWärmebehandlungsüberwachungArnold HorschFolie 1Veröffentlichung auch auszugsweise nur mit Genehmigung Veröffentlichung auch auszugsweise nur mit Genehmigung
Alle Unterlagen sind zu Ihrempersönlichen Gebrauch und unterliegendem Copyright vonDie weitere Verwendung ist nurmit Quelleangabe und vorherigerGenehmigung gestattetFolie 2Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell – Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen ZusammenfassungFolie 3Veröffentlichung auch auszugsweise nur mit Genehmigung
Wer bin ich? Alter 56, Seit 1973 40 Jahre in der Werkstoffprüfung Seit 2002 Selbständig, seit 2013 mit Schwerpunkt Wärmebehandlungsüberwachung Schulung Wärmebehandlungsüberwachung Härteprüfung Metallographie Prüforganisation Zerstörungsfreie Härte - und Gefügeprüfung Obmann DIN-NA 145-02-03 AAPrüfung nach der Wärmebehandlung Project Leader EN 10328 - SHD, Überarbeitung Member EN Project Team – NHD Neuerstellung Tätigkeit in verschiedenen AusschüssenAWT – VDI – DIN - ENFolie 4Veröffentlichung auch auszugsweise nur mit Genehmigung
Was mache ich? Schulungen, Seminare Inhouse Schulungen und Trainings Beratungen zur Prüfung und PrüfoptimierungFolie 5Veröffentlichung auch auszugsweise nur mit Genehmigung
Was mache ich?Zerstörungsfreie Gefüge - und Härteprüfung mitmagnetinduktiven Verfahren (Wirbelstrom)Folie 6Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell – Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen ZusammenfassungFolie 7Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfmethoden zur Bestimmung desWärmebehandlungsergebnisses Härteprüfung Metallografie Zugversuch Kerbschlagbiegeversuch Chem. Analyse(Spektrometer- GDOS - Verbrennung C) Magnetinduktive Verfahren ZfP Röntgendiffraktometer ZfPFolie 8Veröffentlichung auch auszugsweise nur mit Genehmigung
Verteilung der angewendeten Prüfmethodeneer1%graZugvphieer su5%c heZFP3%1%danMetalloHärteprüfung 90%Folie 9Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell – Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Stand der Normung zur CHD - NHD - SHD Prüfung Werkstoffeinfluss Prüfergebnisse an Bauteilen ZusammenfassungFolie 10Veröffentlichung auch auszugsweise nur mit Genehmigung
Warum Härteprüfung ? Zweck der Härteprüfung ist es, vergleichbare Kennzahlen desVerformungswiderstandes der Oberfläche eines Werkstoffes zuermitteln, die jedoch nicht die Bedeutung einer Werkstoffkennzahlhaben. Obwohl die Härte eines Werkstoffes keine eindeutigeStoffeigenschaft ist, kann sie als Vergleichswert sehr vielseitigangewandt und ausgelegt werden.Die Härte ist keine physikalische Eigenschaft. Die Härteprüfung stellt den relativ sicheren Versuch dar,verschiedene Werkstoffzustände mittels einer Kennzahl, die keineWerkstoffkennzahl ist, zu beschreiben. Es gibt jedoch verschiedene Werkstoffzustände die den gleichenHärtewert aufweisen können. Dies kann in den unterschiedlichenGefügestrukturen nach einer Wärmebehandlung begründet sein.Folie 11Veröffentlichung auch auszugsweise nur mit Genehmigung
Mechanische WerkstoffprüfverfahrenUm die mit Hilfe der mechanischen Werkstoffprüfverfahrengewonnenen Werkstoffkennwerte miteinander vergleichen zu können,müssen die Versuche unter definierten und reproduzierbarenBedingungen durchgeführt werden.!!! Merke !!!Äpfel und Möhren sind nicht das gleicheFolie 12Veröffentlichung auch auszugsweise nur mit Genehmigung
Einfluss der Prüfbedingungen38 C120 CFolie 13Veröffentlichung auch auszugsweise nur mit Genehmigung
HV 1Einfluss der zulässigen Messunsicherheit bei der VickershärteprüfungHärtevergleichsplatte 25 MessungenHärtevergleichsplatte25 sung580580558 DIN 5%550550DIN 5%552sollDIN540540Range 18,5MU Maschine 10,36530530552 sollLampeDINfalschzentriertFolie eröffentlichung auch auszugsweise nur mit Genehmigung
RockwellHärteprüfungFolie 15Veröffentlichung auch auszugsweise nur mit Genehmigung
Das EindringkörperHRHärte RockwellA, B, C, F, N, Tund weitereDIN EN ISO6508 Teil 1-3MakrohärteVorlast 3 oder 10 kgf- 15-30-45 kgf- 60-100-150 kgfDiamantkegel 120 HartmetallkugelnØ 1/16 – ½ ZollASTM E18C steht für Cone (Kegel) B steht für Ball (Kugel) Die Prüfvorkraft Fo istkonstant: 3 10 kgf Die Prüfgesamtkräfte F (PrüfvorkraftFo Prüfzusatzkraft F1) sind:15-30-45-60-100-150 kgf Die Messeinheit bei Normal-Rockwellentspricht 0,002 (0,001) mm EindringtiefeFolie 16Veröffentlichung auch auszugsweise nur mit Genehmigung
Das Rockwell-VerfahrenFolie 17Veröffentlichung auch auszugsweise nur mit Genehmigung
Das Rockwell-VerfahrenBeispiel HRCMit einem Diamantkörperund der Eindringtiefe von0,080 mm erhält man100 – 0,080/0,002 60 Rockwell CFolie 18Beispiel HRBMit derselben Eindringtiefe,aber mit einem Kugeleindringkörper würde man130 – 0,082/0,002 89 Rockwell Berhalten.Veröffentlichung auch auszugsweise nur mit Genehmigung
Bezeichnung Rockwell55 HRC70 HR 30T W(Hartmetallkugel)90HRB WFolie 19(Hartmetallkugel)Veröffentlichung auch auszugsweise nur mit Genehmigung
BrinellHärteprüfungFolie 20Veröffentlichung auch auszugsweise nur mit Genehmigung
Das Brinell körperHBHärte BrinellDIN EN ISO 6506 Teil 1-3Makrohärte10 - 3000 kgfHartmetallkugelnØ 1-2,5-5-10mmASTM E 10Die Brinellhärte (HBW) wird durch das Verhältnis vonaufgebrachter Prüfgesamtkraft zur Oberfläche derKugelkalotte bestimmt.Es gilt die Formel:wobei F die Prüfkraft in N , D der Durchmesser desKugeleindringkörpers in mm und d der Durchmesser desEindrucks in mm bezeichnet.Prüfzeit Kraftanstieg 2 bis 8 s Einwirkdauer der konstanten Prüfkraft 10 bis 15 sFolie 21Veröffentlichung auch auszugsweise nur mit Genehmigung
Bezeichnung BrinellFolie 22Veröffentlichung auch auszugsweise nur mit Genehmigung
VickersHärteprüfungFolie 23Veröffentlichung auch auszugsweise nur mit Genehmigung
Das Vickers körperHVHärte VickersDIN EN ISO6507 Teil 1-3ASTM E 384Mikro Kleinlast Makro 30-50-100-120 kgfund kleinereDiamantpyramide136 Wie bei der Brinellzahl ist die Vickershärtezahl HVdurch das Verhältnis zwischen aufgebrachterPrüfgesamtkraft und der Oberfläche des Eindrucksgegeben.Die Berechnung der Vickershärte erfolgt nach derfolgenden Formel, wobei d den Mittelwert der Längender Eindruck-Diagonalen (Genauigkeit: /- 0,0002mm)angibt.Folie 24Veröffentlichung auch auszugsweise nur mit Genehmigung
Bezeichnung VickersFolie 25Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell – Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen ZusammenfassungFolie 26Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung zulässigePrüfungenauigkeitaus der NormungFolie 27Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung zulässige Abweichungen aus der NormungFolie 28Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung RockwellPrüfgenauigkeitnachDIN EN ISO 6508 - 2Folie 29Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung RockwellZulässige Grenzabweichung und Wiederholpräzision der Prüfmaschine für die Verfahren A, B, C, N, TRockwellHärteskalaHärtebereiche derHärtevergleichsplatteABCaGrenzabweichung inRockwell-EinheitenZulässige Wiederholpräzision der Prüfmaschine20 bis 75 HRA 2 HRA 75 bis 88 HRA 1,5 HRA 0,02 (100-Ĥ) oder0,8 Rockwell-Einheitena20 bis 45 HRB 4 HRB 45 bis 80 HRB 3 HRB 80 bis 100 HRB 2 HRB20 bis 70 HRC 1,5 HRC 0,04 (130-Ĥ) oder1,2 Rockwell-Einheitena 0,02 (100-Ĥ) oder0,8 Rockwell-EinheitenaDer größere der beiden Werte muß genommen werden. H ist die Hälfte der verwendetenHärtevergleichsplatteBeispiel –Soll Härtevergleichsplatte 60,28 0,3 HRC, zulässige Abweichung 1,5 HRC, WHG 0,8 HRCFolie 30 Maschine 1 MW 59,1 / WHG 0,4 / Min. 58,9 – Max. 59,3 HRC MW soll - 1,18 Maschine 2 MW 61,5 / WHG 0,4 / Min. 61,3 – Max. 61,7 HRC MW soll 1,22 Maschine 3 MW 60,3 / WHG 1,0 / Min. 59,8 – Max. 60,8 HRC MW soll 0,02Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung Rockwellältere Härtevergleichsplatten vor dem 1.Januar 2009Folie 31Veröffentlichung auch auszugsweise nur mit Genehmigung
Ringversuch Härteprüfung RockwellGrenzabweichung zulässig 1,5 HRC½ ISO Toleranz½ ISO ToleranzMit freundlicherGenehmigung desFolie 32Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung BrinellPrüfgenauigkeitnachDIN EN ISO 6506-2Folie 33Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung BrinellZulässige Wiederholpräzision und Grenzabweichung der PrüfmaschineHärte �zision derPrüfmaschine mmGrenzabweichung derPrüfmaschine % 1250,030 đ3H125 HBW 2250,025 đ2,5 H 2250,020 đ2HH ist die Härte der verwendeten Härtevergleichsplatteđ ist der Mittelwert aus 5 EindruckdurchmessernFolie 34Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung VickersPrüfgenauigkeitnachDIN EN ISO 6507Folie 35Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit bei HV 10 HV 1HV 0,2 HV 0,177773550HV 10 3% zulässige Abweichung bei 700 HV1008954900665846623792HV 1 5% zulässige Abweichung bei 700 HVHV 0,2 11% zulässige Abweichung bei 700 HVHV 0,1 bei 700 HV bereits nicht mehr genormtFolie 36Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung VickersErforderliche Genauigkeit und Wiederholpräzision deroptischen MesseinrichtungTabelle 3Folie 37DIN EN ISO 6507-2 / Dezember 2013Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung VickersZulässige Wiederholpräzision und Grenzabweichung der PrüfmaschineTabelle 5DIN EN ISO 6507-2 / Dezember 2013Folie 38Veröffentlichung auch auszugsweise nur mit Genehmigung
Prüfgenauigkeit Härteprüfung VickersZulässige Wiederholpräzision und Grenzabweichung der PrüfmaschineTabelle 4DIN EN ISO 6507-2 / Dezember 2013Beispiel Soll 550 HV 1 zulässige Abweichung 5% WHG 44HVFolie 39 Maschine 1 MW 530 / WHG 15 / Min. 525 – Max. 540 MW soll - 20 Maschine 2 MW 570 / WHG 15 / Min. 562 – Max. 577 MW soll 20 Maschine 3 MW 550 / WHG 54 / Min. 523 – Max. 577 MW soll 0Veröffentlichung auch auszugsweise nur mit Genehmigung
Inhalt Vorstellung Prüfmethoden Härteprüfverfahren Rockwell – Vickers - Brinell Zulässige Prüfgenauigkeit aus der Normung Messunsicherheit Werkstoffeinfluss Prüfergebnisse an Bauteilen ZusammenfassungFolie 40Veröffentlichung auch auszugsweise nur mit Genehmigung
Messunsicherheit in der Härteprüfung Methode 1:Anwendung ohne systematischen Fehler der Härteprüfmaschine Methode 2:Alternative zu Methode 1 Berechnung der Messunsicherheiten auf Basis der NormenDIN EN ISO 6506-1, 6507-1,6508-1(Abschätzung beruht auf UNCERT Code of Practice Nr. 14 underfordert die Messung von Probenmaterial)Folie 41Veröffentlichung auch auszugsweise nur mit Genehmigung
Bedeutung der MessunsicherheitQuelle: FH FuldaFolie 42Veröffentlichung auch auszugsweise nur mit Genehmigung
Bedeutung der MessunsicherheitMUZur Verfügungstehende ToleranzMUToleranzFolie 43Veröffentlichung auch auszugsweise nur mit Genehmigung
Bestimmung der Messunsicherheit Messunsicherheit des Prüfgerätes Messunsicherheit der ProbeFolie 44Veröffentlichung auch auszugsweise nur mit Genehmigung
Achtung: Bitte nicht erschrecken!!!Es folgen Formeln!Folie 45Veröffentlichung auch auszugsweise nur mit Genehmigung
Messunsicherheit – Methode 1U: Erweiterte Messunsicherheit,K: 2, wenn 95 % VertrauensintervallUE: Messunsicherheit aus der Grenzabweichung (1σ, aus Härteprüfer)UCRM: Meßunsicherheit der Härtevergleichsplatte (Kommentar: ist fast immer 0,da es normalerweise nicht zu messbaren Härteänderungen kommt)UH: Messunsicherheit der Messung auf der Härtevergleichsplatte,UX: Messunsicherheit der Messung des Probenmateriales,Ums: Messunsicherheit des optischen Messsystemes (Meßuhr) MeßergebnisX x UFolie 46Veröffentlichung auch auszugsweise nur mit Genehmigung
Messunsicherheit – Auswahl an FormelnZusammenfassen der Größen UE, UCRM, UMS und UH: Meßunsicherheit it der Messung auf der Härtevergleichsplatte:Meßunsicherheit der Messungen auf dem Probenmaterial gemäß Standardabweichung:Gesamte erweiterte Meßunsicherheit:Berechnung von Messunsicherheiten über Formeln ist nicht beliebtExcelfile zur BerechnungFolie 47Veröffentlichung auch auszugsweise nur mit Genehmigung
Härtevergleichsplatte: VorderseiteFolie 48Veröffentlichung auch auszugsweise nur mit Genehmigung
Härtevergleichsplatte: RückseiteFolie 49Veröffentlichung auch auszugsweise nur mit Genehmigung
Berechnung der MessunsicherheitRockwell, Methode 1Excelfile aus Seminar „Messsunsicherheiten“ 11. – 13.12.2012,Werkstoffservice GmbHMyriam Winning, Ralf KrauseFolie 50Veröffentlichung auch auszugsweise nur mit Genehmigung
Härteprüfung: RockwellCRM Certified Reference Material(Härtevergleichsplatte)D
Beispiel HRB Mit derselben Eindringtiefe, aber mit einem Kugeleindring-körper würde man . 80 bis 100 HRB 2 HRB C 20 bis 70 HRC 1,5 HRC 0,02 (100-Ĥ) oder 0,8 Rockwell-Einheitena a Der größere der beiden Werte muß genommen werden. H ist die Hälfte der verwendeten Härtevergleichsplatte Prüfgenauigkeit Härteprüfung Rockwell Beispiel – Soll Härtevergleichsplatte