Transcription
LET’S TALKTECHNOLOGYTHE SOFTWARE SIDE OF A CMM PURHCASE
CONTENTS2 AIMS Metrology3 INTRODUCTION4 KNOW YOUR PARTS6 KNOW YOUR METHODS AND DATA7A FEW EXAMPLES9A NOTE ON GAUGING10IMPORTANT CHECKLIST11CONCLUSION12ABOUT AIMS METROLOGY
Chapter 1INTRODUCTIONBuying a new CMM? Where do you even start?Does free phone service sound good? What about free over-the-air T.V.? Wantto find the best flights at the cheapest rates? How about the best retailers andwebsites for purchasing electronics? Just ask Clark.Armed with the motto “save more and spend less,” Clark Howard, the host of thenationally-syndicated Clark Howard Show, has risen to the top as America’s “goto” guy when it comes to ways to live lean, buy smarter, save money and avoid thepitfalls of the consummate rip-off.Manufacturers are also looking for ways to squeeze pennies, boost quality andincrease throughput while running a value stream optimized for efficiency. Whenit comes to capital equipment purchases and the software required to “drive” thetechnology, making the right choices can be time consuming and confusing. Butwhat if you had a Clark Howard to help you make those decisions?You can simplify the purchase process by taking a few minutes to understand howsome key areas can influence your software and hardware choices, for better orworse. They include technology, methodology and yes – the inevitable unknownfactors. We’ll break these areas down for you in terms of parts, data, gauging,hardware features and more, so be prepared. You’ll also learn how to makechecklists to fine tune your choices. So let’s get started with what you need toknow to pick the right software – the brains behind the machine.3 AIMS Metrology
Chapter 2KNOW YOUR PARTSFreeform parts are also known as sculptured, contouredor organic elements. Usually, components like airfoils,turbine blades, ship propellers and car bodies fall underthe “freeform parts” category. These parts undergo thefollowing steps during the manufacturing process: Modeling Identification Alignment Comparison with other objects Modification Fabrication MeasurementParametric equations are employed to model smallpatches of freeform surfaces which are pieced togetherfor smoothness. The methodology is defined as “a setof equations used to express a set of quantities asprecise functions of a number of separate variables[parameters].”With no recognizable feature points, accurate andefficient inspection of freeform surfaces can beproblematic. Lack of rigid, radial dimensions prohibitsthe use of traditional measuring methods. A 3-Dscanning solution is required to measure organicsurfaces and CMM software must be able to supportthis function.4 AIMS MetrologyWhat kind of partsare you measuring?Are they freeform?
Chapter 2KNOW YOUR PARTSPrismatic parts are simple block or flat shapes, usually processed on a millingmachine, shaper or planer. Basic features can include slots, steps, holes and bossesthat intersect with one another. To measure these parts, programmers determinedata points based on parameters like tolerance, part geometry and/or squareness.The goal is to form two planes in a bore at various depths. The programmer thentakes data points around these diameters, forming a cylinder. The data points arethen measured to verify squareness.When it comes to the tools you need, choice of software and hardware overlap.For example, a CMM equipped with a Renishaw PH20 brings 5-axis measurementcapability to touch trigger applications on all CMM sizes. Its unique configurationallows measurement points to be taken using only the head and not the CMMstructure. The Renishaw PH10 heads can carry a range of probes and extensionsthat can be oriented in 720 repeatable positions to provide access to the mostdifficult- to-reach features. When you combine the correct hardware with thecorrect software, discreet point taking can be performed on any prismatic part.What kind of parts are you measuring?Are they prismatic?5 AIMS Metrology
Chapter 3KNOW YOURMETHODOLOGIES AND DATAYou’re all set on parts. Now what?Before you buy, you must consider your methodologies and data. Do youuse standard methodologies like Statistical Process Control (SPC) in yourmanufacturing processes? You need to consider metrology software that caninteract with a separate SPC program. The data SPC uses can reveal instability ina manufacturing process as well as prevent and correct issues. Typically SPC ishoused in a database and requires two types of data: Process Data Descriptive DataSPC can perform real-time or historical analysis to help a manufacturer identifyroot causes of failure as well as variables that can point to trends in batchvariability, all while providing real-time corrective actions. SPC control charts canalso mathematically analyze process data to identify process limits. Operators cansee when a process violated set boundaries and for how long.Like its name, process data iscollected from themanufacturing process itselfand typically includes variablessuch as temperature, pressure,speed, flow, weight, geometryand volume. To be effective,this type of data must be collected on a frequent, consistent basis.The term descriptive data is used to identify the batch, using details likebatch number, product, material, manufacturing order, process order, supplier, source and/or destination.6 AIMS Metrology
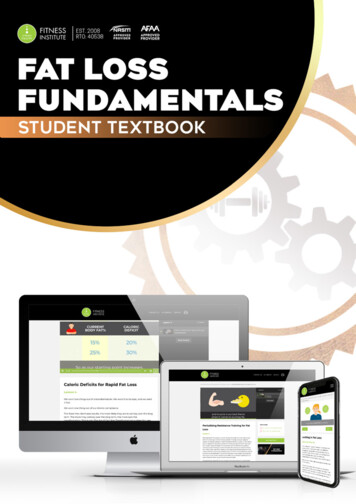
Chapter 4SOME EXAMPLESWe’ve discussed the following: Parts, including freeform parts and prismatic parts Methodologies like Statistical Process Control Data, including process data and descriptive dataIt’s time for some concrete examples of CMM software that meet therequirements outlined in previous chapters.But don’t forget: Not all software programs make it possiblefor methodology like SPC to co-exist with metrologysoftware.Before we dive in, let’s look at the diagram below. It explains how real- life dataflows within metrology software. In this example, we use QC- CALC. Data flowfollows the following steps:1. A CMM measures parts.2. QC-CALC Real Time collects themeasurement data.3. QC-CALC Real Time passes the datato QC-CALCSPC4. QC-CALCSPC uses this data tomonitor processes and maintain qualitycontrol.7 AIMS Metrology
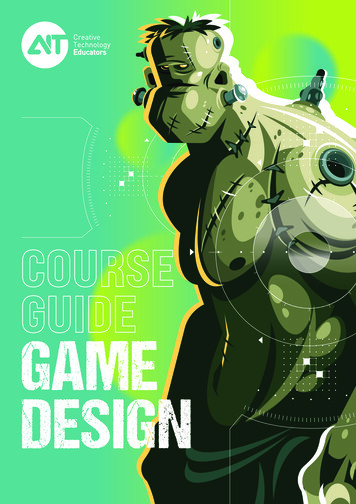
Chapter 4SOME EXAMPLESLet’s look at some examples of software systems that dosupport SPC and can interact with metrology software. QC-CALC Real Time offers the ability to collect and display measurement resultsfrom all CMMs, including video CMMs and hand gauges. Data reports can beexported to spreadsheets, databases and other SPC programs. QC-CALC SPC provides a comprehensive SPC package that can analyze dataprovided by QC-CALC Real Time and monitor processes to maintain qualitycontrols. This gives manufacturers an accurate picture of production lineperformance. QC-CALC Office Buddy integrates with Minitab, JMP and Microsoft Excel,making it possible to run reports using CMM data collected by QC-CALC RealTime. MODUS software (screenshot below) provides the capability to develop and runinspection programs and fully supports REVO 5-axis measurement technology.The metrology software is built on industry standards and is CAD compatible.MODUS also has the capability to format results data so that SPC software canread it with the proper format protocol.“It’s important to remember that if youwant to run a third party SPC package,your metrology software must be ableto configure results output in a mannerthat can be formatted for sharing. QCCALC’s built-in loader knows where tosearch for standard MODUS RES formatresults files, making it a good match forMODUS. Minitab, another popular SPCsoftware, can be finicky about the fileformats it will load. MODUS is able tocustomize SPC output for easy accessand viewing.”8 AIMS Metrology
Chapter 5A NOTE ON GAUGINGGauges in the form of calipers, go/no go or bore designs have been used fordecades to control manufacturing processes. As manufacturing continues toadvance, the need for new process control methods is on the rise. You need aflexible gauge that provides speed, repeatability and ease of use for manual andautomated applications. Renishaw’s Equator, for example, meets these criteria.If this sounds complicated - and it can be – you can simplify the process byconsidering CMMs built around Renishaw 5-axis technology and directed byRenishaw MODUS software, such as those from AIMS Metrology. Complementaryproducts like Renishaw’s Equator or Prolink’s QC-CALC can handle your SPC, ERPand gauge requirements while working with your metrology software. It’s reallyall about partnership. The CMM hardware raises your throughput and gives youhigher accuracy. The software tells the hardware what to do, but the CMM isdoing all the heavy lifting.The Renishaw Equator300 is a flexible gaugethat provides the speed,repeatability and ease ofuse you need on the shopfloor.ing order, processorder, supplier, sourceand/or destination.9 AIMS Metrology
Chapter 6THE CHECKLISTSYou never know what a customer may send your way. The software functions youneed today may not be what you need tomorrow. What are your objectives? Whatdo you really need from your software and hardware? Use this checklist to find out- before making a purchase. Does the software properly handle the types of alignments used at my shop,such as freeform, iterative, with/without constraints and other types offeatures? Does the software have inspection results output capability in the formats[QIS, Q-DAS, QIF, XML, DMO] I need now and may need in the future? Does the software handle the sensors [touch probe, scanning probe, optical,REVO, laser] my shop needs today and in the future? What level of software support can I expect? What does the metrology community think about the software? Leverageforums housed by LinkedIn and other trade associations or groups such as: cmmguys.com/forum/index.php qualitydigest.com qualitymag.com What is the full cost of ownership, including CMM calibration/service fees? Can my part programs be used on any other CMM brand? Is the software I’mconsidering built with a proprietary format that can only be used with theCMM brand it was developed for or is there a path to interoperability [DMIScompatible]? Is the software architecture and UX open or am I tied to the CMM supplier forcalibration support and an SLA (Service Level Agreement), which adds to thecost of ownership?10 AIMS Metrology
Chapter 6THE CHECKLISTS PT. 2Knowing your software requirements is often an afterthought – so you’re alreadyone step ahead. As we’ve said, software is a critical factor in determining whichCMM to purchase. However, when we do focus on the hardware, we should askthe following: Is the machine volume large enough for the biggest part I’m likely to measure?It’s important to consider the longest probe pointing toward the part from alldirections where access from the side or underneath is important. Are the machine drives suitable for scanning where needed? Belt and frictiondrives tend to have too much noise and tunneling error, whereas linear andscrew drives offer better positioning capability and less noise. Are the machine accuracy specifications suitable for the tightest tolerance Iwork with? Do I need a shop floor machine with covered ways to keep contaminants out? Will the machine fit in my lab without modifying doorways, ceilings or otheraccess points? Who has the ability to calibrate the machine? Or am I locked into a proprietaryerror map? Renishaw UCC controllers have an open configuration. Are parts and service readily available? Or do replacement parts have to beshipped from overseas?11 AIMS Metrology
Chapter 6CONCLUSIONSo – whether you make turbine blades, airfoils, car engines, ship propellers, orsomething else – you’re looking to cut spending, boost quality and increasethroughput. When you’re in the market for a CMM, there are several ways to dothis. Let’s recap.1. Know your parts. Are they freeform or prismatic?2. Know your methodologies and data. Do you use Statistical Process Control?Are you collecting process or descriptive data or both?3. Know the software options that support SPC and can interact with metrologysoftware. Examples include QC-CALC SPC and QC-CALC Real Time.4. Know the new process control methods, such as flexible gauges. You needa gauge that provides speed, repeatability and ease of use for manual andautomated applications.5. Use a Software Checklist.6. Use a Hardware Checklist.“Follow these instructions and you’ll be on your way to beingyour own personal Clark Howard.”12 AIMS Metrology
ABOUT AIMS METROLOGYWe may not have a call-in radio show like Clark Howard, or even a consumer’s hottips section. However, when it comes to metrology, you need a team with decadesof combined engineering, field, programming and service experience. AIMSMetrologyis thatcompany.We design, build and assemble our shop floor and laboratory CMMs right herein the U.S. We engineer our machines around Renishaw 5-axis technology. And,we support our CMMs with QC-CALC and MODUS software. We’re equipped toguide our customers because there are very few market brands that members ofour team haven’t sourced, serviced, or programmed at one time or another.The intelligence we’ve gained from years of hands- on experience qualifies usto help guide our customers’ choices today. Let us provide you with a turnkeysolution that eliminates the guesswork for both the software and the hardware.If you would like to speak with a CMM expert, reach out toAIMS Metrology at:(937) 13 AIMS Metrology
products like Renishaw's Equator or Prolink's QC-CALC can handle your SPC, ERP and gauge requirements while working with your metrology software. It's really all about partnership. The CMM hardware raises your throughput and gives you higher accuracy. The software tells the hardware what to do, but the CMM is doing all the heavy lifting.