Transcription
WasserstrahlschneidenEine Technologie im Aufwind
WasserstrahlschneidenEine Technologie im AufwindVorwort:Die vorliegende Broschüre soll einenraschen Überblick über die Wasserstrahlschneidetechnik darstellen. Neben dergeschilderten Technologie, mit Wasserstrahlen präzise Schnitte in Materialienaller Art auszuführen gibt es noch weitereSpezialanwendungen z.B. in der Medizinoder bei Abbrucharbeiten, die wir in diesem Zusammenhang nicht darstellen können, da sie den Rahmen dieser Broschüresprengen würden.Für weitergehende Informationen stehtIhnen KMT Waterjet Systems jedoch gernezur Verfügung. Beachten Sie auch unsereHomepage: www.kmt-waterjet.com aufder Ihnen viele Informationen auch zumDownload bereitstehen.Zunächst möchten wir Ihnen gerne unserUnternehmen vorstellen, damit Sie sicheinen Eindruck von der Leistungsfähigkeitder KMT Waterjet Systems verschaffenkönnen:Im Herbst 2003 erwarb die KMT AB denBereichWasserstrahlschneidenvonIngersoll-Rand. Der KMT Konzern ist einweltweittätigesschwedischesUnternehmen mit über 700 Angestellten.Für die Marke KMT Waterjet sind über 200Mitarbeiter tätig. Weitere Marken derKMT Gruppe sind UVA, LIDKÖPING, KMTRobotic Solutions, KMT H2O, KMT AquaDyne und KMT McCartney. Die Kernkompetenz dieser Marken liegt in der Beund Weiterverarbeitung von Metallen fürindustrielle Anwendungen.entwickeln, produzieren, vertreiben undverbessern diese High-Tech Aggregate seitüber 50 Jahren.KMT Waterjet Systems hat weltweit bereits über 6500 Pumpen für das Wasserstrahlschneiden installiert.Der europäische Markt, Afrika, das westliche Asien und China werden durch dasBüro in Bad Nauheim betreut. Von hieraus arbeiten 50 Mitarbeiter für unsereKunden weltweit.Speziell ausgebildete Techniker stehenständig zur Verfügung und können kurzfristig beim Kunden vor Ort sein.Verschleiß- und Ersatzteile können wir inweniger als 24 Stunden verschicken.In unserer Lohnschneideabteilung könnenwir Kundenaufträge abwickeln und Versuche zur Verfahrensoptimierung durchführen.Diese Leistungsfähigkeit garantiert unseren Kunden einen sicheren und rentablenBetrieb ihrer Anlagen.KMT Waterjet Systems steht Ihnen für alleFragen zum Wasserstrahlschneiden gernezur Verfügung!In den Produktionshallen von KMTWaterjet in Baxter Springs, USA werdenseit über 50 Jahren Hochdruckkomponenten und Pumpen gefertigt. Zum größten Teil werden diese Hochdruckaggregatein der Wasserstrahl-Schneidetechnik eingesetzt. Aber auch die chemische Industrieverwendet seit über 50 Jahren Hochdruckpumpen aus unserer Produktion.Über 150 Spezialisten von KMT WaterjetSystems arbeiten im Bereich Hochdruckpumpen für Wasserstrahlschneiden. SieOktober 2010Seite 1
WasserstrahlschneidenEine Technologie im Aufwind1. EinleitungSchon seit ewigen Zeiten werden in derNatur harte Materialien durch Wasser inihrer Form verändert.Die dadurch entstandenen Strukturen sindsowohl nützlich als auch schön.aus dem umliegenden Gestein undErdreich. Seit den 20er Jahren des vergangenen Jahrhunderts werden Wasserstrahlen zum Abbau von Kiesen undSanden im Tagebau eingesetzt. DieseWasserstrahlen hatten bei Drücken voneinigen hundert bar sehr große Durchflussraten und eigneten sich daher besonders für die großen Materialmengen, wiesie im Bergbau bearbeitet werden müssen.Ein präzises Schneiden im heutigen Sinnewar damit nicht möglich.In den 50er Jahren entwickelte das amerikanische Unternehmen McCartney Hochdruckpumpen mit bis zu 2.500 bar, für dieEinspritzung von Katalysatoren in Chemiereaktoren. 1963 wurde McCartney ein Teildes Ingersoll-Rand Konzerns. Im Herbst2003 ging McCartney an KMT Waterjet.1968 hatte Dr. Norman Franz, Professoran der Universität von British Columbia einKonzept für eine Wasserstrahlschneideanlage mit 700 bar patentieren lassen.Abb. 1 Der Grand Canyon wurde durchWasser aus dem Gestein geschnitten.Bei der Erosion von Gesteinen durchWasserfluss, Brandungswellen oder Windspielen neben dem Fluid, Wasser oderLuft, auch mitgeführte Partikel wie z.B.Sand oder Kieselsteine eine entscheidendeRolle.Schon 1971 wurde dann das erste kommerzielle System in Betrieb genommen.Ein von der Ingersoll-Rand TochterMcCartney Manufacturing Company inBaxter Springs entwickeltes System dientezum Schneiden von Papierrohren undwurde auf Anhieb ein Erfolg.In dieser Zeit wurde mit reinem Wasserstrahl geschnitten. Die bearbeiteten Materialien waren z.B. Papierwindeln undWabenmaterialien für den Luft- undRaumfahrtbereich, die sich mit herkömmlichen Methoden nicht bearbeiten ließen.Fast die gesamte Erdoberfläche ist durchsolche Prozesse beeinflusst.2. Geschichtliche EntwicklungWährend sich der Volksmund noch damitzufrieden gibt, dass ein steter Tropfen denStein höhlt, setzt man seit dem 19. Jahrhundert leistungsfähigere Wasserströmeein. Bereits um 1870 befreiten kalifornische Goldmineure Erzadern mit WasserOktober 2010Seite 2
WasserstrahlschneidenEine Technologie im Aufwindstattdessen darauf spezialisiert, die typischen Hochdruckkomponenten zu verbessern und als leistungsfähiger Zuliefererseine Kooperationspartner bei der Entwicklung neuer Technologien für denMaschinenbau, die Lebensmittelindustrie,die Stein- und Glasverarbeitung sowie fürviele andere Bereiche zu unterstützen.3. Das FunktionsprinzipAbb. 2 Ohne Wasserstrahl hätte es die Einwegwindel wesentlich schwerer gehabt .Seit Anfang der 70er Jahre verfügteIngersoll-Rand über Hochdruckpumpen,die kontinuierliche Drücke bis zu 3.800 barliefern konnten. Und eine weitereIngersoll-Rand Tochter, die schwedischeBestmatik, entwickelte in Europa einenSchneidtisch zum Schneiden von Puzzlesaus Sperrholz.Der reine Wasserstrahl ist hervorragendgeeignet, weiche-, zähe- oder empfindliche Materialien sehr präzise zu bearbeiten. Leider ist er nicht in der Lage, harteMaterialien wie Keramik, Stahl, Glas oderStein zu schneiden.Um diesem Nachteil abzuhelfen, wurdeschon früh versucht, dem reinen Wasserstrahl ein hartes Schleifmittel beizufügen.Anfang der 80er Jahre trat die Abrasivtechnik aus dem Laborstadium heraus undIngersoll-Rand übernahm 1984 dieseTechnik mit der Hydroabrasive Division insein Produktspektrum.Die Entwicklung leistungsfähiger RoboterArme eröffnete einen weiteren großenAnwendungsbereich: „Cutting Boxen“ fürdie Bearbeitung dreidimensionaler Teile imAutomobilbereich wie z.B. Dachhimmel,Armaturenbretter und Türverkleidungen.Bei jedem Trennvorgang wird Energie indas Material eingebracht, um diechemischen Bindungen im Material zulösen. Thermische Verfahren setzen beispielsweise die Energie chemischerReaktionen, Elektrizität oder Licht in hoheTemperaturen um und schmelzen dasMaterial an derSchnittlinie auf.Mechanische Verfahren setzen Bewegungsenergie entweder in spanendeProzesse um oder verformen duktileMaterialien durch Druck.Die Wasserstrahltechnologie gehört zuden spanenden Verfahren. Die Energiewird durch einen sehr schnellen Wasserstrahl als kinetische Energie zur Verfügunggestellt und entweder durch das Wasseroder durch das Abrasivgemisch auf dasWerkstück übertragen und in eine Mikrozerspanung umgesetzt. Erfreulicherweiseübernimmt das Schneidwasser dabeigleichzeitig die Kühlung der Schnittkante,so dass eine sehr schonende Bearbeitungerfolgen kann.Um einen Wasserstrahl mit geeignetenGeschwindigkeiten zu erzeugen, bedarf esjedoch einiger Hilfsmittel:Das Kernstück einer jeden te Hochdruckpumpe.KMT Waterjet Systems selbst stellt als Unternehmen heutzutage keine komplettenSchneidlösungen mehr her. Es hat sichOktober 2010Seite 3
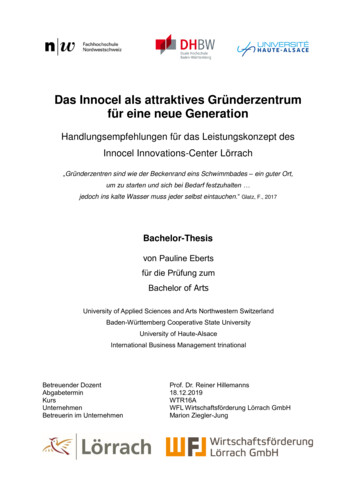
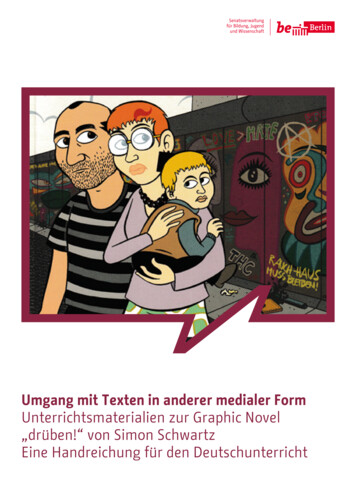
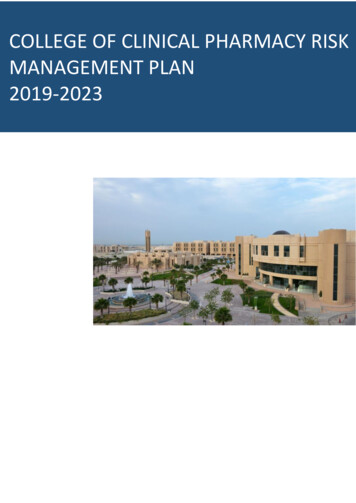
WasserstrahlschneidenEine Technologie im Aufwindzu 6.200 bar zwischen 1,5 und 15,2 l/minHochdruckwasser.Abb. 3 Streamline PRO-I Hochdruckpumpe vonKMT Waterjet SystemsDieses Wasser wird über eine spezielleHochdruckleitung, die zum Teil flexibelausgeführt werden kann an einenSchneidkopf geführt. Der Schneidkopfbestehtauseinempneumatischgesteuertem Nadelventil und einemDüsenrohr, an dessen unterem Ende einekleine Edelsteindüse (meist Diamant oderSaphir) mit einer Überwurfmutter in einemKonus befestigt ist. In dieser Düse wird dasWasser durch den hohen Druck auf die 23-fache Schallgeschwindigkeit beschleunigt.Direktgetriebene Kolbenpumpen lieferngroße Wassermengen, sind jedoch inihrem Druckbereich beschränkt. Siewerden dort eingesetzt, wo es auf großeSchneidleistungen mit geringer Genauigkeit ankommt: Baugewerbe, Abtragungvon Lacken, Reinigungszwecke undähnliche Anwendungen.Für Schneidzwecke werden sogenannteIntensifier-Pumpen eingesetzt, die denVordruck eines Kolbenpumpensystems miteinem Druckübersetzer verstärken.Abb. 5 PurwasserschneidkopfAbb. 4 Das Intensifierprinzip: Ein Elektromotortreibt eine Hydraulikpumpe an (unten). Diesegibt ihren Druck an einen Übersetzer ab(mitte). Der Druck wird dort verzwanzigfachtund gelangt in das Schneidsystem (oben)Soll mit Abrasivzusatz gearbeitet werden,wird der Abrasivsand nach der Wasserdüsemit einem speziellen Abrasivkopf beigemischt.Diese Pumpen haben Leistungen zwischen10 und 149 KW (15-200 HP) underzeugen bei Auslegungsdrücken von bisOktober 2010Seite 4
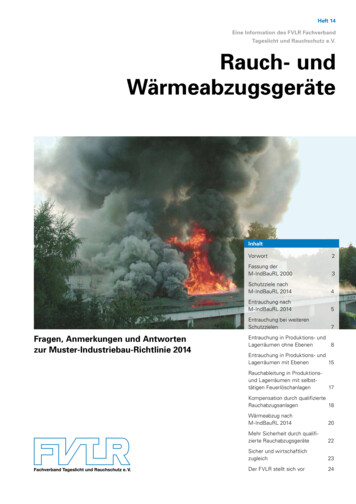
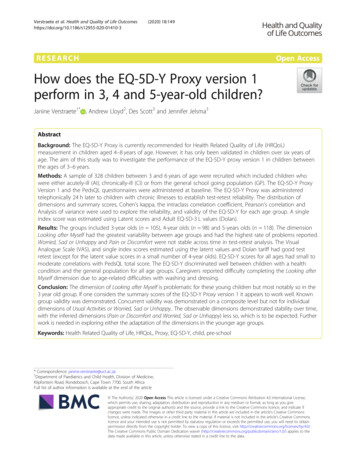
WasserstrahlschneidenEine Technologie im AufwindIn den Fällen, in denen mit der Abrasivtechnik gearbeitet wird, gehören auchnoch die Abrasivzuführung, die -Dosierung, evtl. ein Abrasivaustrag und einAbrasivrecycling zur Anlage.Abb. 7 Schneidanlage mit Wasseraufbereitung,Hochdruckpumpe, Abwasserfilter, und SandzuführungAbb. 6 Autoline Abrasivschneidkopf von KMTDer Schneidkopf wird üblicherweise durcheine CNC Steuerung auf einem Schneidtisch über das zu bearbeitende Materialgeführt.Das Material wird auf einem Gitterrostüber einer Auffangwanne gehalten, in dieder Wasserstrahl verwirbeln kann und soseine Energie abbaut.In vielen Fällen kann als Schneidwasser einweiches Leitungswasser eingesetzt werden. In den, Fällen in denen dies nichtmöglich ist, wird eine konventionelleWasserenthärtung vorgeschaltet. Reines,destilliertesWasseristebenfallsungeeignet, da absolut entionisiertesWasser ebenfalls dazu neigt, Komponenten im Hochdruckbereich zu schädigen.Oktober 2010Seite 5
WasserstrahlschneidenEine Technologie im Aufwind4. Die Vorteile des Wasserstrahlschneidens:PurwasserHydroabrasiv Flexible Fertigung Flexible Fertigung Umweltverträgliche Technologie Geringe Schnittfugenbreite Geringe Schnittfugenbreite Bessere MaterialausnutzungEliminiert häufig eineNachbearbeitung der Teile Schneiden in allen Achsrichtungen Bessere Materialausnutzung Hohe Schnittgeschwindigkeiten beivielen Materialien Schneiden in allen Achsrichtungen Hohe Schnittgeschwindigkeiten beivielen Materialien Einfache Anpassung an automatischeKonturensysteme Einfache Teileprogrammierung mitStandard CAD/CAM SystemenEinfache Anpassung an automatischeKonturensysteme Anpassung anMehrachsenschneidesystemeEinfache Teileprogrammierung mitStandard CAD/CAM Systemen Einfache Integration in flexibleFertigungssystemeAnpassung an Mehrachsenschneidesysteme Einfache Integration in flexibleFertigungssysteme Just in Time Fertigung Schnelle Prototypenherstellung Just in Time Fertigung Wenige Spann-/Haltevorrichtungenerforderlich Schnelle Prototypenherstellung Wenige Spann-/Haltevorrichtungenerforderlich Geringe Tangentialkräfte auf dasWerkstück Geringe Tangentialkräfte auf dasWerkstück Keine Wärmeeinflusszonen Spannungsfreies Schneiden Keine Wärmeeinflusszonen Kein Zerspringen des Materials Kein Auf- bzw. Nachhärten Kein Nachschärfen des Werkzeugs Spannungsfreies Schneiden Kein Staub, Rauch, keine Dämpfe Keine metallurgische Beschädigung Kein Zerspringen des Materials Kein Nachschärfen des Werkzeugs Kein Staub, Rauch, keine DämpfeOktober 2010Seite 6
WasserstrahlschneidenEine Technologie im Aufwind5. Zwei Wege mit Wasser zuschneidenBetrachten wir nun die beiden Grundprinzipien des Wasserstrahlschneidensetwas genauer!PurwasserschneidenEin Purwasserstrahl ist haarfein, nur ca.0,1 mm – 0,2 mm breit, und daher in derLage sehr scharfe Konturen zu schneiden.Teile, die als negativ-positiv Kontur ausgeschnitten wurden, lassen sich problemloszuIntarsienzusammenfügen.DasFirmenlogo in der Fußmatte ist ein weitverbreiteter Kundenwunsch.Das Schneiden mit einem reinen Wasserstrahl wird vor allem für relativ weicheMaterialien eingesetzt: Kunststoffe, Textilien,Papierprodukte,Dichtungsmaterialien, Metallfolien, Schaumstoffe,Lebensmittel, dünne Sperrhölzer usw.Abb. 9 Intarsie aus Schlingenmaterial alsFussmatte für einen ClubAbb. 8 Purwasserschnitte die bei KMT WaterjetSystems durchgeführt wurdenDiese Materialien lassen sich meist mitsehr hohen Geschwindigkeiten schneiden.Der limitierende Faktor ist oft nicht dieLeistungsfähigkeit des Schneidkopfes,sondern die Fähigkeit der Steuerung dasWerkstück oder den Schneidkopf schnellgenug zu führen.Wenn sie ein Material mit 20 m/min.schneiden können, kann die Maschinevielleicht noch lange nicht den Schneidkopf innerhalb einer kleinen Kontur aufdiese Geschwindigkeit beschleunigen.Einige Beispiele:Andere Anwendungen ergeben sich z.B.bei der Herstellung von Dichtungen. EineStanze wäre bestimmt noch schneller,jedoch liegen die Werkzeugkosten sohoch, dass sich Stanzen nur bei sehrgroßen Stückzahlen rentiert. Mit Wasserstrahl lassen sich dagegen auch Kleinserien, beispielsweise 100 Zylinderkopfdichtungen für einen seltenen Oldtimerrealisieren.Kombiniert mit optischen Erkennungssystemen, und einem Nestingprogramm isteine Wasserstrahlanlage in der Lage in derSchuhindustrie ein Lederstück optimalauszunutzen.Papiere und Folien bis zu 200 m/minTeppichböden: 15 - 30 m/min.Für solche Materialien wird der Wasserstrahl häufig auch zum Schneiden vonBahnen anstelle von rotierenden Messerneingesetzt.Oktober 2010Seite 7
WasserstrahlschneidenEine Technologie im AufwindAbrasivschneidenMit dem Abrasivverfahren bearbeitet manfolgende härtere Materialien:Stärkere Metalle, Glas, Stein, Beton, Glasfaserkunststoff, Keramiken und Hartmaterialien wie Aluminiumoxid oderSiliziumnitrid.Abb. 10 Lederschneidanlage mit optischerErkennung und NestingDas Rohleder wird auf einem Tisch durcheine Digitalkamera gescannt, Fehlstellen(z.B. Löcher, V
Robotic Solutions, KMT H2O, KMT Aqua-Dyne und KMT McCartney. Die Kern-kompetenz dieser Marken liegt in der Be- und Weiterverarbeitung von Metallen für industrielle Anwendungen. In den Produktionshallen von KMT Waterjet in Baxter Springs, USA werden seit über 50 Jahren Hochdruckkompo-nenten und Pumpen gefertigt. Zum größ- ten Teil werden diese