Transcription
AsphaltSpring 2022Vol. 34, No. 1Technology NewsFeaturesUsing plastics in asphaltComparing CTindex devicesThick lift pavingAirfield pavement certificationDensity profiling evaluationAirfield construction specificationsCarbon emissions task forceASPHALT TECHNOLOGY NEWSSPRING 20221
Contents3Message from theDirector10Airfield AsphaltCertification Program17Asphalt Forum24NCAT Research onUse of RecycledPlastics in Asphalt11Density ProfilingSystem Evaluation6A Comparison ofCTIndex Devices14In-ServicePerformance ofAirport AsphaltPavementsConstructed withState Specifications19Specification CornerNATIONAL CENTER FOR ASPHALT TECHNOLOGY ENG.AUBURN.EDU/NCAT7ImplementationSpotlight: PavingThick Lifts for DeepRapid Rebuilds16Bowers joins NAPA'sCarbon EmissionsTask Force
Message from the DirectorI am inspired by NAPA’s vision for net-zero carbonemissions for the asphalt industry. If you haven’theard about these aspirational goals to helphalt climate change, I encourage you to visitasphaltpavement.org/climate.Reaching these goals won’t be easy; in fact, it’s theopposite. Experts say we’ll have to limit the rise inglobal average temperatures to under 2 C (3.6 F)above preindustrial levels—and ideally, under 1.5 C(2.7 F) by 2050. To achieve this, global energyrelated CO2 emissions will have to be reduced to1.7 tons of CO2e per person per year. To put thisnumber into perspective, the U.S. carbon footprintrelated to energy is around 16 tons of CO2e percapita, which means Americans will need to cuttheir emissions by almost 90%. That goal hasbeen described as a “moonshot”, relating it to themission of my father’s generation to put mankindon the moon and bring them home safely.All sectors of the economy will have to makechanges. According to the EPA, the transportationsector is the largest contributor to anthropogenicU.S. greenhouse gas (GHG) emissions, accountingfor 29% of total GHG emissions. It’s encouragingto see large and small companies step up to theplate and commit to net zero by 2050.The pavements community has an important roleto play. Stakeholders in the private and publicsectors must work together and commit to slowglobal warming. NAPA’s vision includes four goalsfor the industry to achieve by 2050—1. Achieve net zero carbon emissions duringasphalt production and construction.2. Partner with customers to reduce emissionsthrough pavement quality, durability,longevity, and efficiency standards.3. Develop a net zero materials supply chain.4. Reduce electrical intensities and transition toelectricity from renewable energy providers.Early strategies will include substantial reductionsin energy used to produce asphalt pavingmixtures, big increases to RAP contents, betterutilization of locally available aggregate sources,cold recycling, and also building longer lastingpavements. To substantially reduce energy,contractors must reduce stockpile moisturecontents, invest in other well-documented energysaving technologies at plants, and use WMA toreduce mix temperatures by 50 F or more for allmix production, not just some of the time.Nationally, the averageRAP content in newasphalt mixtures hasplateaued over thelast few years at about21%. Although that’s apercentage to be proudof, we can do more. Foryears, Japan and theNetherlands have beenaveraging at about 50%.In the U.S., we have thetechnical capability toachieve 50% RAP; NCAT has several case studiesdemonstrating that high RAP content mixes canbe even more durable than traditional, moderateRAP content mixes or virgin mixtures. Surprisingly,there are several owner agencies, big and small,who still explicitly prohibit RAP in certain mixes.Implementing balanced mix design and quickand simple performance tests as part of qualityassurance is a key to unlocking higher RAPcontents and other innovative technologies thatwill assure that paving mixtures of tomorrow aredurable, economical, and sustainable.The net zero vision for asphalt pavements isn't justabout emissions generated during construction,it’s about their full life cycle, including the GHGgenerated by vehicles during the “use phase” aswell as when the pavement requires rehabilitation.Accounting for emissions in all phases of apavement’s life will require a life cycle assessment.Over the next few years, growing efforts willdevelop the data associated with production ofraw pavement materials, their transportation tothe project, construction activities, estimatingemissions from vehicles as we transition frominternal combustion energy to battery or fuel cellpowertrains, and finally, dealing with the pavementmaterials when rehabilitation is needed.One thing is certain, we can’t wait any longerto act. Although we don’t have all of the stepsworked out, we can and we must begin to makethe changes we know can move us in the rightdirection for the sake of future generations.Randy C. West, Ph.D., P.E.NCAT Director and Research ProfessorASPHALT TECHNOLOGY NEWSSPRING 20223
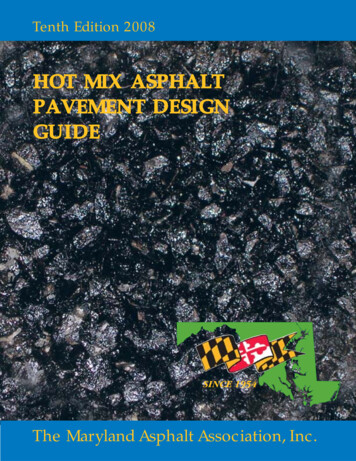
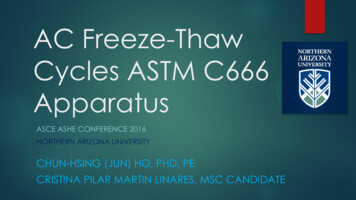
NCAT Research on Use of RecycledPlastics in AsphaltSince China’s prohibition of imported wasteplastics in 2017, the U.S. plastics industry has beenexploring new end-market applications for over 30million tons of waste plastics generated every year.Potential uses include asphalt pavements, plasticcomposites, concrete, and wood composites.Marketing claims and media attention have statedthat using waste plastics in asphalt can improvethe performance of asphalt pavements whileeliminating the plastic waste crisis. Although thisidea appears to provide a win-win situation, itremains unknown whether the expected benefitscan be fully achievable in practice.In fact, the use of plastics in asphalt is a not newconcept. The first reported use dates to the 1970sin Europe, where high-density polyethylene(HDPE) was used in Gussasphalt for pourableasphalt mixture applications. During the 1990s,considerable research efforts and field trialswere devoted to two proprietary plastic modifiedasphalt products, namely Novophalt andPolyphalt . Novophalt was demonstrated onprojects in nearly 20 countries, but it did not gainacceptance into mainstream practice due to fieldperformance issues and practical challenges withimplementation. Polyphalt , on the other hand,showed promising laboratory results but wasnot a commercial success due to economic andperformance limitations.In 2019, the National Asphalt PavementAssociation (NAPA) and Asphalt Institute (AI)established a joint task force on recycled plasticsconsisting of 15 members affiliated with variousstakeholders in the asphalt industry. The taskforce contracted with NCAT to conduct a literaturereview and knowledge gap analysis on the use ofrecycled plastics in asphalt. Through this effort,NCAT researchers reviewed over 110 literaturedocuments published between 1991 and 2020and prepared an executive summary of thefindings to present the ‘knowns’ and ‘unknowns’for a wide range of topics related to the useof recycled plastics in asphalt. An annotatedbibliography was also developed for eachliterature document to discuss its scope of work,findings, and recommendations. The executivesummary and synthesis were published as a twopart NAPA document (IS-142) in October 2020.The information was recently expanded with 404additional articles in the Phase I interim reportof the ongoing National Cooperative HighwayResearch Program (NCHRP) Project 09-66.The literature review found that approximately35.7 million tons of waste plastics were generatedin the U.S. in 2018, which accounted for 12.2%of municipal solid waste (MSW) generation.According to the Environmental Protection Agency(EPA), in 2017, polypropylene (PP) was the mostcommon type of MWS plastic at 32.1% followedby polyethylene (PE) at 29.2%. Figure 1 presentsthe tonnage of total MWS plastics generated andrecycled from 1980 to 2018. In 2015, recycling ofMWS plastics reached approximately 3.1 milliontons, a recycling rate of 9.0%. Currently, the vastmajority of MSW plastics are combusted withenergy recovery or landfilled.One frequently asked question is, “How muchrecycled plastic can be used in asphalt?” Theanswer depends on which method is used— thewet process or the dry process. In the wet process,recycled plastics are added into the asphalt binderas polymer modifier or asphalt replacement, whichrequires mechanical mixing and, in some cases,additional compatibilizers to achieve and maintaina homogeneous modified binder blend. In the dryprocess, recycled plastic is added directly into themixture as either aggregate replacement, mixturemodifier, binder modifier, or any combinationof these. Reported dosages for the wet processrange from approximately 1 to 12% by weightFigure 1. Tonnage of Generated and Recycled MSW Plastics from1980 to 2020 (EPA)NATIONAL CENTER FOR ASPHALT TECHNOLOGY ENG.AUBURN.EDU/NCAT
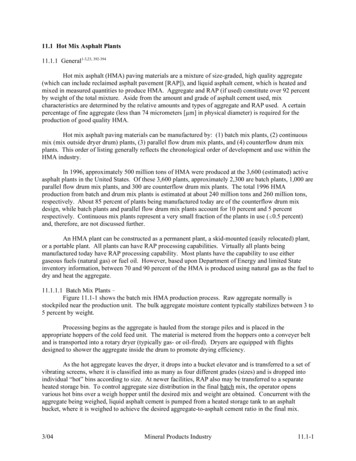
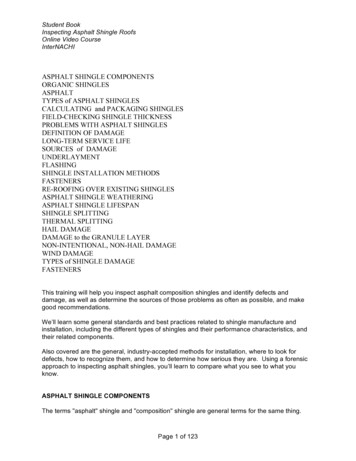
of asphalt binder, while for the dryprocess, the dosage varies fromapproximately 0.2 to 6% by weight ofaggregate. Using the middle of theseranges indicates that the dry processcan use up to 10 times more recycledplastics than the wet process.Figure 2. Map of Recent Field Projects using RPM Mixtures in the U.S.Given that approximately 400million tons of asphalt mixtures areproduced each year in the U.S. andoptimistically assuming 25% of thesemixtures could be modified withrecycled plastics via the dry processat an average dosage of 3% by weightof aggregate, approximately 2.8million tons of recycled plastics couldbe consumed in asphalt pavementsannually, which accounts for lessthan 10% of the total MSW plasticsgenerated each year. This optimistic examplehighlights the fact that the possible use of recycledplastics in asphalt would not eliminate the growingamount of waste plastics being generated.Form the literature review, 19 field projects wereidentified that used asphalt mixtures containingrecycled plastic in the U.S. since 2018, as shownin Figure 2. Among these projects, nine used thewet process of adding recycled plastics while therest used the dry process. Most of these werecommercial projects for parking lots and privateroads. The two projects in Alabama representtest sections on the NCAT Test Track, which wereconstructed in September 2021 as part of theNCAT-MnROAD Additive Group (AG) experiment.The AG experiment is a continuation of thesuccessful partnership between NCAT andMnROAD to address national needs in asphaltresearch. The AG experiment includes three typesof asphalt additives: recycled plastics, recycledtire rubber, and a synthetic fiber. A total of sixstructural test sections with a research focuson fatigue cracking were constructed on theNCAT Test Track, including two using mixturescontaining recycled plastics — one using the wetprocess and the other using the dry process.The mixtures used the same post-consumerrecycled plastic containing mostly linear lowdensity polyethylene that was supplied by aplastic recycler in Texas, but at distinctly differentdosages for the wet process versus the dryprocess. The wet process also contained a reactivepolymer to aid in compatibilization of the plastic inthe binder.Wet Process (9)Dry Process (10)The test sections will be subjected to 10 millionESALs of accelerated traffic loading over a twoyear period, and the structural response andpavement performance of those sections will bemonitored. A comprehensive laboratory testingplan and modeling effort on the plant producedmixtures sampled during construction is alsounderway. A complementary experiment will beconstructed this summer at MnROAD to evaluateresistance to reflection and thermal cracking.NCAT researchers and MnROAD engineers areworking with several industry partners to evaluatedifferent recycled plastic additives (and othertypes of additives) for potential use in constructionof MnROAD test sections through a laboratorystudy. The NCAT-MnROAD AG experiment isbelieved to be the first field experiment in theworld that evaluates the use of recycled plastics inasphalt based on accelerated pavement testing.Contact Fan Yin atf-yin@auburn.edufor moreinformation aboutthis research.ASPHALT TECHNOLOGY NEWSSPRING 20225
A Comparison of CTIndex DevicesImagine a scenario where a contractor workson a balanced mix design and finally gets thatmix to pass an agency’s IDEAL-CT criteria. Then,after submitting specimens to the agency forapproval, the agency’s results fail the mix designcriteria. What happened? When the contractorand agency discuss the results, they realize bothsets of specimens were tested with machines fromdifferent manufacturers.Could using different devices be the reason forthe discrepancy between the two labs? How canwe ensure that different machines will provideequivalent results? A recent NCAT study could helpresolve this situation, where six different deviceswere evaluated to assess how much they couldaffect the overall variability of IDEAL-CT results.Variability in IDEAL-CT test results can come frommany sources: operator, materials, specimenpreparation, equipment differences, etc. Specimenpreparation is known to have a large effect onIDEAL-CT results. For this study, careful attentionto detail was given to making the specimens byusing a single technician, using the same specimenpreparation equipment and oven heating times,and by randomizing the specimens to be testedamong the six devices.When investigating differences in test results due todevices, analysis should include data from a varietyof mixtures with results ranging from low to high.In this study, eight replicates from seven differentmixtures were tested on each device by the sametechnician. Due to natural variability, results for eachmixture will differ from device to device. Althoughreplicates from a mix may be repeatable within thespecific devices, there still may be differences whencomparing results between devices. The concern iswhen one device consistently yields results that arehigher or lower than another device. So how muchof a difference can be tolerated?the average within-lab COV was 18%. Therefore,when two devices can consistently produce meanresults less than or equal to 18%, they should beconsidered equivalent.Two key findings came from this study. First, somedevices had average loading rates faster than the50 2 mm/min currently specified in ASTM D8225.All of the measured speeds from over 300 IDEALCT tests fell between 49 and 53 mm/min. Thus,although all the rates do not meet the standard’sspecified range of 48-52 mm/min, the devices arestill operating within the maximum allowable 4 mm/min tolerance window. There was no discernableeffect of speed on the final CTIndex results for eachmix because the devices were operating similarly.Second, using the Two One-Sided Test (TOST)equivalence test, all but one of the devices werefound to provide equivalent results. When thespecific manufacturer was made aware of thisissue, a flaw in the data collection system wasfound and the issue was corrected. Although therewere differences up to 5 CTIndex units present inthe final comparisons, these differences were notlarge enough to be considered relevant given thevariability of the test. Thus, the study indicates thatdifferent devices can be trusted to yield equivalentresults.These findings do not mean that differenceswon’t occur, and it’s important to investigate largevariances between comparison testing results.Following preparation and testing best practiceswill greatly reduce the chances of having a widerange between specimens from the same mixsample. It is highly recommended that whenspecimens are to be tested between two differentdevices, they should be prepared at the same timeand under the same conditions to reduce variabilitybetween the split samples.Statistical equivalence is not a term used oftenin materials testing. This is the idea that resultsare considered equivalent when the differencesbetween them are practically irrelevant. Forexample, if Sample A has an average CTIndex of 95and Sample B has an average CTIndex of 93, is thistwo-unit difference large enough to be consideredimportant given the test's variability? To establish alimit for acceptable difference, the analysis used theaverage within-lab variability (measured in COV%)from the 2018 NCAT Round Robin Study, where6NATIONAL CENTER FOR ASPHALT TECHNOLOGY ENG.AUBURN.EDU/NCATContactNathan Moore atnathan.moore@auburn.edu formore informationabout this research.
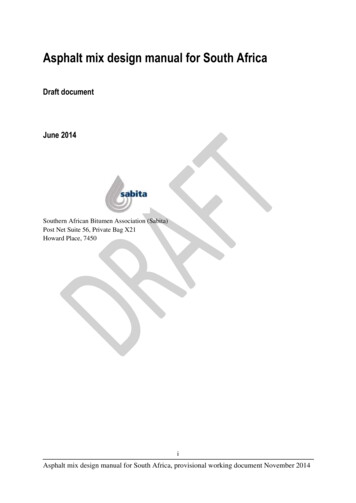
Implementation SpotlightPaving Thick Lifts for Deep Rapid RebuildsResearch has shown thatthe minimum thicknessof a plant-mix asphaltpaving lift should bethree times the nominalmaximum aggregate size(NMAS) of the aggregateblend for fine-gradedmixtures and four timesthe NMAS for coarsegraded mixtures. Liftthicknesses thinnerthan this are difficultto compact due toaggregate packing.However, there is littleguidance on a maximumlift thickness.Installing instrumentation for thick lift paving in SCDOT’s Test Track Section S9.Some pavement engineerssuggest that it may not be possible to achieve thenecessary density throughout lifts that exceedfive times the NMAS. Contractors may share thisconcern because of the limited measurementdepth of nondestructive density gauges.Despite this, some anecdotal success has beenreported with thick lift paving. The South CarolinaDepartment of Transportation (SCDOT) decided toevaluate the feasibility of paving thick lifts on the2018 NCAT Pavement Test Track to consider thepractice as an option for the rapid rebuild of failedtruck lanes.Because of their success with thick lift patching ofthe truck lane on I-85 in Greenville-Spartanburg,SCDOT suspected thick lifts could work for fulldepth reconstruction. The completely failed lanerequired full depth reconstruction accomplishedusing multiple lifts, each up to 4½”. Their positiveexperience with the density and smoothness ofthose repairs encouraged SCDOT to experimentwith even greater thicknesses on the NCAT TestTrack. If proven to work, thick lift paving would bean alternative to cold recycling that could avoidpavement edge drop-offs with complete overnightreconstruction of relatively short (e.g., 1000- to2000-foot) segments. Additionally, they couldvalidate the use of thick lift paving as an option tocreate strong shoulders that could quickly be builtfor temporary traffic.For thick lift paving to work, SCDOT needed toplace a mix that could immediately support heavytraffic using a fine gradation for compactabilityand to avoid permeability issues. Based on thesuccess of the I-85 rebuild, a 12.5 mm NMAS TypeB intermediate special surface mix (typically placedat a thickness of only 2”) containing 25% RAP andPG 64-22 virgin binder was specified for placementon the track. Design air voids were dropped to2.5% and design gyrations were reduced from100 to 75 to increase binder content, with theexpectation that using RAP would increasestiffness and improve rut resistance. A chemicalwarm mix additive was used as a compaction aid.In addition to evaluating the density profile ofthe full depth layer, the finished grade of thetest lane after compaction needed to match theelevation of the inside lane remaining in place. Aclose centerline elevation match is necessary tomaintain safety for the track’s fleet operations,and the same concern exists with interstatepaving. In conventional paving, a quarter inchof consolidation is expected for each inch ofcompacted mat, which means that to achieve an8” compacted mat, the mat behind the screedshould be 10”. An off-track trial mix was built atapproximately the same 8” compacted thicknessrequired on the Track for Section S9 to successfullyvalidate both the density profile and consolidationfactor.ASPHALT TECHNOLOGY NEWSSPRING 20227
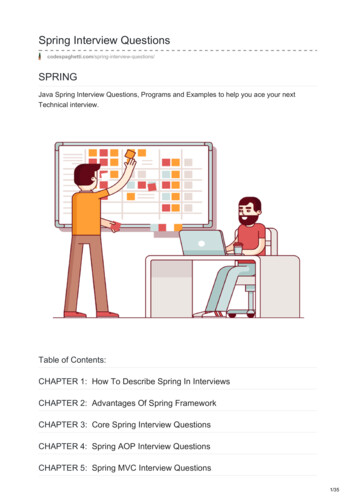
Figure 1. Density Measurements from Cores Cut into Three Slices on the 2018 NCAT Test TrackAnother concern was smoothness of thecompacted thick lift. Small screed changes (e.g.,turning the screws slightly to adjust for thickness)produced large surface irregularities in the trialmix placement. For this reason, an additionalpractice was warranted to refine the process withactual paving on the track. Sections N10 and N11needed full-depth reconstruction to support highperformance thinlays, so the lower part of theasphalt pavement was built as a single 7” to 8” liftusing a highly polymer modified (HiMA) binder.Although enough trucks were queued up to keepthe paver moving continuously, the finished layerwas very rough— approximately 400 inches permile. However, the thinlays reduced roughness bymore than half— around 150 inches per mile. Also,it should be noted that the Test Track has relativelyshort sections, which don’t allow for typical pavingadjustments like on a full paving shift. Sliced coresrevealed that adequate density was achieved inthe top, middle, and bottom of the compactedthick lift mat.Based on the experience gained from the off-Tracktrial and the construction of Sections N10 andN11, SCDOT’s Section S9 was constructed. Highspeed instrumentation was installed to measurethe pavement’s structural response to loading. Themix was produced with Evotherm M1 warm mixasphalt at approximately 250 F and was placeddirectly on top of dense crushed aggregate base.Mat temperatures were recorded on the surfaceand with temperature probes throughout its depthduring the compaction process. Analysis showedthat the PaveCool software underestimatedthe cooling time of the thick lift and that the8temperature models should be adjusted forsuch conditions. No significant changes tocompaction equipment or effort were necessary.Nondestructive surface densities showed goodcompaction during construction, which was laterverified with cores. Average densities measuredon sliced cores from all thick lift paving areshown in Figure 1. The thickness of the thick liftmat in Section S9 was approximately 8 3/8” aftercompaction with a roughness of approximately350 inches per mile. Diamond grinding was laterused to improve the roughness to just under 100inches per mile at a final research thickness ofapproximately 8 1/8”.Performance of all three thick lift paving sections(N10, N11, and S9) on the NCAT Test Track hasbeen outstanding through March 2022 with over11 million equivalent single axle loads (ESALs)applied. Traffic will be continued throughout thecurrent research cycle. No cracking has beenmeasured on the HiMA sections (N10 and N11),and only a small amount of low severity crackinghas been measured on the neat asphalt section(S9). No rutting or significant change in roughnesshas been noted on any of the three thick liftsections. Based on the success of this experiment,SCDOT adopted thick lift paving for select rapidrebuilds and overnight full depth patching.For example, a badly deteriorated section ofHighway 544 in Conway, South Carolina wasrepaved using thick lift paving in 2020. Paving wascompeted during an overnight lane closure, andlift thickness varied between 5” and 6”. The projectbegan in January when overnight temperatureswere as low as the 30s and as high as the 50s.NATIONAL CENTER FOR ASPHALT TECHNOLOGY ENG.AUBURN.EDU/NCAT
Thick lift paving in 2020 on South Carolina Highway 544 at night with a dual lane closure.Highway 544 was a five-lane curb and gutterroadway, which provided the ideal confinementfor achieving good densities. Because it waspossible to setup a dual lane closure, there wasroom for equipment to pull on and off the new matin a manner that minimized surface irregularities.Full coverage diamond grinding (required for thefirst time ever by SCDOT) was utilized to reduceroughness from just under 100 inches per mile tothe 30s. The contractor won paving awards fromthe South Carolina Asphalt Pavement Associationand the International Grooving & GrindingAssociation (IGGA) for this project.Another thick lift paving project was completedin April and May of 2021 on Holmestown Road inHorry County, South Carolina. Unlike SC Highway544, Holmestown Road was not completed atnight. Daytime paving temperatures were inthe 70s and 80s. The road was not completelycurb and gutter, so the paving was not entirelyconfined. Without space for a dual lane closure,there was no room for rollers to pull completely offthe thick lift surface. Consequently, another lift wasnecessary to achieve a satisfactory ride.SCDOT learned some useful lessons from theseinitial projects. Projects with confined lanes arepreferred and paving in cool temperatures helpsthe mat cool faster so that traffic can be openedto the roadway in a reasonable amount of time.Where possible, a dual lane closure allows trucksand the material transfer vehicle to stay out ofthe cut and provides a space for rollers to turnoff the mat at the end of each pass. More trucksare required than for conventional paving, andit’s essential to keep the paver moving at a steadyspeed. Diamond grinding or a thinlay is needed toprovide the expected level of smoothness.Other Test Track research partner states haveexpressed an interest in SCDOT’s findings andfield experience with thick lift paving, and somehave plans to build trial projects in the 2022paving season. For additional details on theSCDOT experiment, read the NCAT Phase VII(2018-2021) Test Track report.ContactBuzz Powell(pictured) atbuzz@auburn.eduor Cliff Selkinghausat SelkinghCB@scdot.org for moreinformation aboutthis research.ASPHALT TECHNOLOGY NEWSSPRING 20229
Airfield Asphalt CertificationProgramHaving qualified inspectors and techniciansperform quality assurance measures is a criticalcomponent of asphalt paving. Although stateDOTs have asphalt certification programs tomeet this need, there haven’t been nationwideor international programs to train and certifyindividuals for airfield pavements. Airfieldspecifications routinely reference ASTM D 3666:Responsibilities and Duties of the Agency, whichrequires that inspectors and technicians obtainproper certification. Airport project owners havecommonly relied on state certification programsto meet this requirement, but there are importantdifferences between paving for roadways andairport runways.About a decade ago, Dr. Ray Brown of NCATconceptualized one of the first military airfieldpaving certification programs, but there was noindustry requirement or incentive to completethe training. In November 2020, an update to theasphalt paving sections of the Unified FacilitiesGuide Specification (UFGS) added the requirementfor certified quality control project team members.Contractor submittals now require certificationsfor asphalt paving inspectors, asphalt laboratorytechnicians, and quality control managers. Thesecertifications can be obtained through the newlyformed Airfield Asphalt Certification Program(AACP) which is overseen by a managementgroup of asphalt experts with experience inairfield paving who meet twice a year to guide theprogram.AACP offers three certifications that align with therequirements in ASTM D 3666: Asphalt PavementInspector, Asphalt Laboratory Technician, andQuality Control Manager. This program is intendedto increase the quality of construction on militaryairfields by providing the knowledge to the teammembers for successful airfield asphalt projects.Each course is offered quarterly or can beconducted onsite for companies or organizationsoutside of the regular schedule.must also meet prerequisites of three years ofexperience and/or education.The Airfield Asphalt Pavement Inspectorcourse is taught at the Asphalt Institute inLexington, Kentucky. This course includes awritten examination to gauge the knowledge ofparticipants as well as minimum requirements oftwo years of experience or education.The Airfield Asphalt Quality Control Managercourse requires that the individual have one ofthe other two certifications (this prerequisitewas waived for the first year of courses) andfour years of education and/or experience. Thiscourse is conducted at NCAT and covers theUFGS specification in detail over two days withan exam held on the third day. Administration ofthe specification regarding lot sizes, QC testing,acceptance testing, and calculation of final pay areall included in the instruction and exam.Since the first course was held in January 2021,119 individuals have attended one or more ofthe courses. There are currently 62 certified QCmanagers, 36 paving inspectors, and 35 labtechnicians made up of contractors, consultants,and government employees.Upcoming course dates, prerequisiterequirements, and course descriptions areavailable at airfieldasphaltcert.com. Allregistrations are handled online, and there’s alsoa searchable database that allows anyone to verifythe status of an individual’s certification on thewebsite.The Airfield Asphalt Laboratory Technician courseis conducted at NCAT over three-and-a-half daysof training that includes hands-on evaluations ofQC tests and a written examination. Each attendee10NATIONAL CENTER FOR ASPHALT TECHNOLOGY ENG.AUBURN.EDU/NCATContact TravisWalbeck attravis.walbeck@auburn.edu formore informationabout this research.
Density Profiling System EvaluationGround-penetrating radar (GPR) is a nondestructive testing technology that’s beenused for years to determine the thicknessof pavement layers. Several recent studieshave shown that GPR can also evaluatethe in-place density of a pavement in acontinuous manner, providing a bettermeasure of the uniformity of compactionoperations. However, research on thesenew density profiling systems (DPS).was needed to examine the effect of thethickness of the evaluated layer and thetype of material underneath on the densityresults.As part of a national pooled fundstudy (Pooled Fund TPF-5 [443]), NCATevaluated the effect of thickness in thelaboratory and evaluated the effect of thebase material by placing and testing 2ftby 2ft compacted slabs on two asphaltpavements, one concrete pavement,and steel plates. Steel was used to havesignificant contrast with respect to typicalpavement materials.This evaluation also included field testingon several pavement sections built in 2021as part of the NCAT Test Track’s eighthcycle. Four slabs of varying thickness wereco
test sections on the NCAT Test Track, which were constructed in September 2021 as part of the NCAT-MnROAD Additive Group (AG) experiment. The AG experiment is a continuation of the successful partnership between NCAT and . MnROAD to address national needs in asphalt . research. The AG experiment includes three types