Transcription
Proceedings of NAMRI/SME, Vol. 40, 2012Predictive Modeling for Glass-Side Laser Scribing of ThinFilm Photovoltaic CellsHongliang Wang, Shan-Ting Hsu, Huade Tan, Y. Lawrence YaoDepartment of Mechanical EngineeringColumbia UniversityNew York, NY, USAHongqiang Chen, Magdi N.AzerLaser & Metrology System LabGE Global ResearchNiskayuna, NY, USAABSTRACTLaser scribing of multilayer thin films is an important process for producing integrated serial interconnection of minimodules, used to reduce photocurrent and resistance losses in a large-area solar cell. Quality of such scribing contributes tothe overall quality and efficiency of the solar cell and therefore predictive capabilities of the process are essential. Limitednumerical work has been performed in predicting the thin film laser removal processes. In this study, a sequentially-coupledmultilayer thermal and mechanical finite element model is developed to analyze the laser-induced spatio-temporaltemperature and thermal stress responsible for SnO2:F film removal. A plasma expansion induced pressure model is alsoinvestigated to simulate the non-thermal film removal of CdTe due to the micro-explosion process. Correspondingexperiments on SnO2:F films on glass substrates by 1064nm ns laser irradiation show a similar removal process to thatpredicted in the simulation. Differences between the model and experimental results are discussed and future modelrefinements are proposed. Both simulation and experimental results from glass-side laser scribing show clean film removalwith minimum thermal effects indicating minimal changes to material electrical properties.KEYWORDSModeling, laser scribing, multilayer thin films, SnO2:F, CdTe, solar cellINTRODUCTIONThin-film solar cell is a promising technology toachieve a significant cost reduction in materials, large areadeposition capability, and the use of cheap and flexiblesubstrates. Cadmium telluride (CdTe) is the dominant thinfilm solar cell material in recent years because of itsattractive pricing and stable performance at hightemperature [1-2]. One of the most importantmanufacturing processes in the fabrication of thin film solarcells is monolithic cell isolation and series interconnection.These P1, P2 and P3 processes are also used in thecommercial production of a-Si and CIGS (CuInGaSe2) [35]. Interconnects must have low series resistance and highshunt resistance, and produce a minimum dead areabetween cells. Laser scribing offers narrower scribe widthsand less damage in the surrounding material compared tothe mechanical scribing. Laser scribing suffers from twomanufacturing related drawbacks. Laser scribing has beenshown to leave a heat-affected zone around the scribewhich can cause poor isolation between cells and low shuntresistance. Laser scribing has also been shown to leave highpositive ridges along the edge of the scribe line, possiblyacting as electrical shorts [3].In order to decrease the thermal effect of laserirradiation during processing, ultrashort pulsed lasers, suchas picosecond and femtosecond lasers, are underinvestigation for scribing processes [6-7]. These lasers arecomplex and expensive, and regardless of pulse duration,material melting cannot be totally eliminated [4]. Glass sideprocessing [8-9] has been shown to be more efficient thanlaser processing from the film side with reduced thermaleffect. Film side laser scribing is governed by heating,melting and vaporizing of selective films. Glass side laserscribing is a thermal-mechanical process which involvesstress induced material failure and removal rather thanvaporization. The mechanical fracture and removal of filmmaterial during glass side scribing is commonly referred toas lift off or micro-explosion processing. During microexplosion processing, the laser irradiates through the
Proceedings of NAMRI/SME, Vol. 40, 2012transparent substrate and is fully absorbed in a very thinlayer of the film at the interface. High pressure plasma isgenerated and expanded in the film. Plasma punchesthrough the solid film above and the material is removedmechanically [10]. Micro-explosion processing ispronounced when the laser material penetration depth ismuch smaller than the film thickness. One example is thatof CdTe irradiated with a green laser at a wavelength of532nm. In this case a thin layer at the interface absorbs theentire laser pulse and induces the high pressure lift off ofthe solid film above. For some transparent conducting oxide(TCO) layers, such as ITO and SnO2:F, penetration depthsexceed that of the film thicknesses. In this case lift off doesnot happen during laser scribing. It is thus difficult to scribeTCO layers with low thermal effects using ns lasers.Limited references exist on the numerical modeling ofthin film removal processes. Bovatsek, et al. [5] studied thetemperature distribution of a multilayer thermal model of aSi cells by ns laser pulse irradiated from the glass side, andsuggested that a-Si films were removed by thermal stresswhen the applied laser fluence is less than the meltingthreshold, because the calculated stress value exceeded theyield stress. However, this model cannot show the spatialdistribution of temperature, and no mechanical model isdeveloped to simulate the thermal stress induced filmremoval process. There is also limited simulation effort onmicro-explosion processing. The price of solar cells ismainly determined by the cell efficiency, which is sensitiveto scribing quality. Numerical models of laser scribingprocesses that predict scribing width, cleanliness andthermal effect are important for determining the optimalprocessing conditions for producing minimum dead zonesand electrical property degradation during scribing. In orderto achieve this, an understanding of the different removalmechanisms is required.In this paper, a 2D numerical model using Abaqus isdeveloped to simulate SnO2:F and CdTe film removal viasequentially-coupled thermal-mechanical stress and microexplosion processes, respectively. Removal of SnO2:F filmfrom soda lime glass substrate is carried out using 1064nm,50ns laser irradiated from the glass side. Film removalgeometry is studied by scanning electron microscopy(SEM) and optical profilometry, and scribe cleanliness isestimated by energy-dispersive x-ray spectroscopy (EDX).BACKGROUNDRegarding to CdTe, which has a lower laser penetrationdepth compared to its thickness (2µm), it is commonlyremoved by micro-explosion process. Because CdTe film isthick, it is difficult to be thermally ablated with a singlepulse. High-pressure plasma is generated at thefilm/substrate interface while applying laser from the glassside, and the solid film above is lifted off during the plasmaexpansion. CdTe film breaks because of brittle materialcracking during the plasma punching period, and thematerial at the plasma boundaries can be delaminatedsimultaneously. The film delamination is analyzed by thetraction separation mechanism at the interface, which isimplemented using cohesive elements in the simulation.Thermal stress analysisDuring laser irradiation, the temperature distribution inthe films and glass substrate is governed by the heatequation T k T q x, y, z, t C p(1) twhere ρ, Cp, T, t and k, are density, specific heat,temperature, time and conductivity, x, y and z are theCartesian coordinates, and laser power density q(x,y,z,t) isdefined byq x, y, z , t q0 ee 2( x 2 y 2 )R02e t t p 4 ln 2 tp 2(2)where q0, κ, R0 and tp are the peak power density, absorptioncoefficient, beam radius and pulse width. When a structureis constrained, thermal expansion causes thermal stresses.The thermal stress σ is determined by Hooke’s Law, σ Eε,where E and ε are the Young's modulus and thermal strain,respectively. ε αΔT with α thermal expansion coefficientand ΔT the temperature change.Brittle cracking analysisRemoval of CdTe and SnO2:F films are considered as abrittle material cracking process. Under a stress, a brittlematerial undergoes an elastic deformation, followed byinelastic deformation if cracking occurs. The total strain ofa cracked material is composed of elastic and crackingstrain.Crackingstrainsareexpressedascke ck euuevvckeuvck Tand the corresponding stressesTSince the entire layer of SnO2:F can absorb the laserenergy uniformly due to its high laser penetration depth,SnO2:F is usually removed by laser ablation in industryresulting a heat-affected zone. Here, a film removal processof SnO2:F with low laser fluences (less than meltingthreshold) is investigated in order to have another scribingscenario with no thermal affects. It is found that the film isremoved via brittle material cracking caused by thethermal-induced tensile stress without a phase change. zare t ck tuuck tvvck tuvck with u and v defining the localCartesian system at the crack. Cracking initiates when themaximum principal tensile stress exceeds the failurestrength of the material, as stated by the Rankine criterion[11]. Crack opening is caused by a tensile stress normal tothe cracking plane. An actively opening crack, in which thestress being carried reaches the failure strength first andthen reduces, is modeled as a function of the crackingckstrain, tuuck f euu which describes the material softening
Proceedings of NAMRI/SME, Vol. 40, 2012due to cracking. A cyclic crack, which continually closesand reopens, propagates as a function of the load history.The stress depends on the maximum crack opening in theckcracking history shown as tuuck f euu max euu . Oncecracking initiates, shear stress contributes to the postcracking as well [12], and the shear behavior is dependentof the crack opening. As the cracking strain reaches thedefined failure strain, the material fails and its ability tocarry stress reduces to zero.Traction separation analysisLaser induced plasma expansion at CdTe film/substrateinterface can delaminate the film from the substrate.Traction separation behaviors at the interface areconsidered. The traction stress vector, t, consists of twocomponents tu and tv, which represent the normal and sheartractions. Corresponding displacements are δu and δv, andthe strains are obtained by u u / T0 , v v / T0 , whereT0 is the original thickness of the elements. Before interfacedamage occurs, the relationship between the traction stressand strain can be written asK uv u t K(3)t u uu K tK v uv K vv v where Kuu and Kvv are the stiffness in the principaldirections, while Kuv is the stiffness in the shear direction.Kuv is assumed to be zero since uncoupled behaviorbetween the normal and shear components is considered.Interface damage initiates when the quadratic nominalstress criterion is met [13]22 tu tv (4) 0 0 1 tu tv The value of tu is 0 if tu 0 or tu if tu 0, because apurely compressive stress does not initiate damage. Thematerial constants tu0 and tv0 determine the damageinitiation normal to the interface and along the sheardirection, respectively. When the criterion is reached, thestiffness of the cohesive material is degraded based on adamage evolution law. A scalar damage variable, D, is usedto capture the stiffness degradation, and increases from 0 to1 upon further loading after the initiation of damage. Thestress components affected by the damage evolution,tu and tv , are (1 D )tu , tu 0(5)tu tu 0 tu ,tv (1 D)tv(6)From Camanho and Davila [14], the scalar damagevariable D is given as mf mmax mo D max f(7) m m mo where mmax is the maximum value of the effectivedisplacement defined as m u2 v2 , mf is thedisplacement at which the stress degrades to 0, and mo is thedisplacement where the damage initiates. Eqs. (4) to (7)describe the failure behavior of the cohesive elements usedin simulation. Once the failure criterion is met, the cohesiveelement is removed from calculation.Micro-explosion analysisWhen a target, i.e. CdTe, is irradiated by an intenselaser pulse, the surface layer vaporizes into high pressureplasma and induces shock waves during its expansion. Ifthe shock wave is confined, the pressure generated can bemagnified by a factor of 5 times of that without aconfinement medium [15]. The solid film is punched off bythe high pressure during plasma expansion, and mechanicaleffects are induced. This processed is called the “lift-off” or“micro-explosion” mechanism [10]. The confined shockpressure induced by laser-produced plasma is estimated byFabbro. et al. [16]. In the model, a fraction of the laserenergy ionizes the material and generates plasma, and theplasma absorbed laser intensity I(t) is given by [15]I P (t ) AI (t )(8)where A, is absorption coefficient of plasma, P(t) is shockpressure, and t is time. Shock wave impedance is expressedas Z ρD, where ρ is density and D is shock propagationvelocity. Assuming a constant fraction α of internal energybe used to increase the thermal energy of the plasma, thefollowing relations between shock pressure P(t) and plasmathickness L(t) can be derived [15]dL(t ) 2 P(t ) (9)dtZd 2 L (t ) Z 3Z dL(t ) 3ZL (t ) I p (t ) dt 2 2 4 dt 4 (10)It is assumed that shock pressure follows a Gaussianspatial distribution with its 1/e2 radius proportional to the1/e2 radius of the laser beam. The shock pressure isexpressed as a function of space and time [15] r2 P (r , t ) P (t ) exp 2 2r0 (11)where r is the distance from the laser beam center, and r0 isthe laser beam radius.EXPERIMENTAL SETUPPolycrystalline TCO (SnO2:F) films were deposited on3.2mm-thick soda lime substrates using chemical vapordeposition (CVD) at 1100ºF. Film thickness was found tobe about 400nm through ellipsometry measurements.Experiments were carried out using a Nd:YAG laser.The system delivered 50-ns pulses at a 1kHz repetition rateand a wavelength of 1064nm. The SnO2:F films were
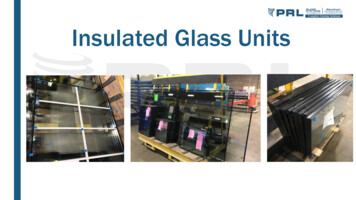
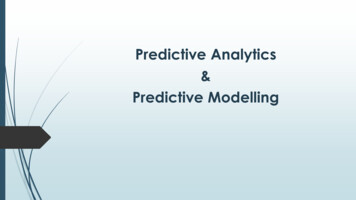
Proceedings of NAMRI/SME, Vol. 40, 2012cleaned with acetone in an ultrasonic cleaner for 5 minutesand then rinsed with methanol and distilled water prior toprocessing. The sample was mounted on a three-axistranslation stage and irradiated by laser pulses focused by a20mm effective-focal-length objective lens. The focal planewas placed at the interface between SnO2:F and substratewhile processing from glass side, and at the top surfacewhile processing from film side, to create a circular beamspot with a diameter of 10µm.Laser treated samples were observed through SEM.Surface roughness and damage profiles were measured byoptical profilometry. The chemical components of laserprocessed samples were investigated by EDX.zero after 2µs and becomes tensile until failure. Aftertensile failure stress is achieved, the material is removedand stresses drop to zero.SnO2:F400nmLaserGlass (3.2mm)1064nm – SnO2:F532nm – CdTeCdTe (2µm)Figure 1. Schematic of glass-side laser scribing of SnO2:Fand CdTe in both simulation and experiments.RESULTS AND DISCUSSIONSimulation on SnO2:F film removal by thermal stressThe Schematic of glass-side laser scribing of SnO2:Fand CdTe in both simulation and experiments is shown inFig. 1. 1064nm and 532nm ns laser beams are used forscribing SnO2:F and CdTe films, respectively. Sequentiallycoupled thermal and mechanical models are implemented topredict SnO2:F film removal by thermal stress. A 2Dthermal model is created with a dimension of100µm 50µm, 400nm thick SnO2:F is on top of the sodalime substrate, and surrounding environment is air, shownin Fig. 2. A laser beam with a wavelength of 1064nm isirradiated from glass side with a fluence of 1J/cm2, less thanthe damage threshold ( 4J/cm2 for 1064nm @ 70ns) [3].The laser energy source in the SnO2:F layer is written as [5] ( z T )E ( r , z , t ) (1 Rg )(1 Rt ) t I (r , z, t )e t g(12)where I(r,z,t) is the incident laser pulse energy. Rg and αtare the reflectivity and absorption coefficient of SnO2:F. Rtand Tg are the reflectivity and thickness of glass. Glass andfilm material properties are listed in Table 1. The highesttemperature achieved in the film is 1900K at 117ns, slightlyless than the melting temperature of SnO2:F (1903K). InFig.2, it is also shown that the temperature is uniformlydistributed through the center of the film. Throughthickness temperature uniformity is caused by the largepenetration depth of SnO2:F at 1064nm is around 2µm, 5times the film thickness.The sequentially mechanical model uses thetemperature field input obtained from the thermal model.The substrate is transparent to laser irradiation. Upon initialexposure the film expands quickly, inducing a compressivestress in the film due to the substrate confinement. Becausethe film is free to expand in the thickness direction, stressesin the film planar direction (S11) is dominant. Compressivestresses do not lead to film cracking during the laserheating, as thermal expansion of the film is restricted by itssurroundings. Crack initiation occurs when the filmundergoes tensile loading. It is observed from numericaloutput shown in Fig. 3 that the film stress state is initiallycompressive during laser irradiation, quickly decreasing toFigure 2. Simulation result of temperature distribution ofSnO2:F/glass multilayer thermal model at a fluence of1J/cm2, showing the highest temperature of 1900K at117ns. The thickness of SnO2:F is 400nm, while thethickness of glass used in experiments is 3.2mm.Table 1. Material properties using in the simulationPropertiesDensity, ρConductivity, kLatent Heat, LSpec. Heat, CPExp. Coef., κModulus, EPoisson ratio, νRefractive index@1064nmRefractive index@532nmMelt. Temp., TmVap. Temp., TvImpedance, .856.22.0922105.9520.412.72 i0.286137014031.8SnO2:F6.953.23.1735344010.2911.6 i0.051.98 1-8008.6720.221.5181.5181873-1.21[5][18-19]
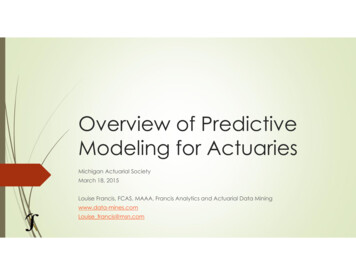
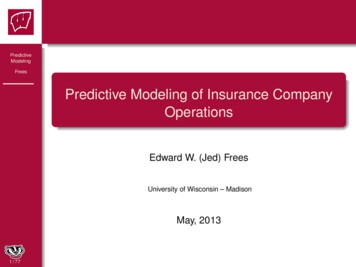
Proceedings of NAMRI/SME, Vol. 40, 2012Temperaure in glassTemperauter in SnO2:FTemperature (K)1500S11 stress in 500-150001000200030004000S11 Stress (MPa)20005000Time (ns)Figure 3. Temperature history of elements in the center partof the SnO2:F and glass substrate, and S11 stress evolutionof the corresponding SnO2:F element, showing acompressive stress in the film at the laser heating period,and the stress transition to tensile due to the glass expansionwhile heat transferring to glass during film cooling period.In Fig.3, the temperature history output shows that theglass temperature increase has a time delay compared withthat of SnO2:F. This indicates that part of the heat transfersto the glass after the fast laser heating of the film, whichleads to the transition from compression to tension in thefilm. The expansion coefficient of glass is twice of that ofSnO2:F. The temperature change of glass is greater thanSnO2:F for a unit energy input. Thus, glass expands morethan the film while heat is conducted from the film to thesubstrate. This leads to the decrease of compressive stress,and a transition to tensile stress when the glass expansionexceeds that of the film. Removal of the film at 5µs isdepicted in Fig.4, as areas within the film exceed the tensilefailure stress. A film removal width of 5.3µm is observed.The film is bent by substrate expansion in the thicknessdirection and broken by the tensile stress along the S11direction. The removal process reaches equilibrium andfilm removal ceases after 10µs. As shown in Fig. 5, filmremoval is clean with a width of 7.1μm. As discussedabove, the numerical model shows that SnO2:F can beremoved by laser induced thermal stresses at a lowerfluence than the melting threshold.Experiments on laser scribing of SnO2:F thin filmsComparison of scribing from both glass and film sidesFigure 4. Simulation result of the SnO2:F film removal at5μs, showing a removal with a width about 5.3µm.Deformation scale is 15X for viewing clarity.Figure 5. Simulation result of the SnO2:F film removal at10μs, showing a removal with a width of 7.1µm.Deformation scale is 15X for viewing clarity.In contrast to the scenario taken by the simulation,industry always makes TCO scribing via laser ablation.Glass side laser scribing results via ablation scenario areshown in Fig. 6 for a film processed at 127J/cm2. Opticalmeasurements show that the sidewall is steep, 35µm inwidth, no positive ridges, and slight substrate damage sincethe depth of scribe from the top surface is greater than thefilm thickness (Fig. 6(b)). The sidewall in the SEM crosssection (Fig. 6(c)) suggests that the entire boundary alongthe scribe line is removed mechanically, not caused bythermal ablation. Plasma removal and brittle crackpropagation in the transverse direction resulted in a scribediameter of 35µm. The scribe width is much larger than thespot size and a steep sidewall is formed by a mechanicaldominant removal. Film removal quality is estimated byatomic density measurement at the removal area via EDXshown in Fig. 6 (d). Line scanning EDX shows that there isa little residual Sn after one laser pulse, which may beremoved during laser line scanning with a certain pulseoverlap. Si is detected at the undamaged surface becausethe electron penetration depth of SnO2:F is 1.3µ which isestimated by [20]X (µm) 0.1E1.5/ρ(13)where E is accelerating voltage (keV) and ρ is density(g/cm3). This observation shows a promising manufacturingprocess – mechanical dominant removal at the boundary,clean scribe with steep sidewalls. Thus, further simulationwork is suggested by considering the phase change withhigh laser fluences.
Proceedings of NAMRI/SME, Vol. 40, 2012(a) Overview of film removal(b) Optical profilometry measurement(c) Sidewall of the film removalFor film-side laser processing, a fluence of 127J/cm2 isrequired to remove the entire film. A 3D scribe profile istaken by optical profilometry shown in Fig. 7 (a). The filmis completely removed ( 400nm) at a width of 50µm. It isobserved that a positive ridge exists along the scribe linecaused by the SnO2:F vapor redeposition. This thermalablation based film removal process is driven by thethermodynamical phase transition of the film material.During thermal ablation, the material is vaporized andionized, and the plasma is formed. The high pressurecaused by the plasma expansion removes the surroundingmaterials due to brittle cracking; therefore, the scribe widthis much larger than the spot size. Some vaporized materialredeposit on the high-temperature areas, specifically themelted material at the scribe boundary, via the vapor-liquidsolid (VLS) mechanism [21]. This vapor redeposit ischaracterized by protruding material around the boundaryof the scribe referred to as protruded ridges. The sidewall ofa scribed processed from the film side is captured in Fig. 7(b). It can be seen that the entire sidewall is covered byresolidified material, characterized by the disappearance ofthe initial granular structure in the side wall. The combinedeffects of the protruded ridge and melting at the sidewallsindicate film-side laser scribing may lead to undesiredelectrical properties.(a) 3D scan profile by optical profilometrySiSn1.0Atomic weight0.80.60.40.20.01020304050Line profile ( m)(d) EDX line scan profileFigure 6. (a) SEM image of the film removal by singlepulse processed SnO2:F samples from glass side at afluence of 127J/cm2; (b) Removal line profile along Ameasured by optical profilometry; (c) SEM image of scribesidewall; (d) EDX line profile scanning along A.(b) Sidewall of the film removalFigure 7. (a) 3D scanning of the removal film profile byoptical profilometry and (b) SEM image of the sidewall offilm removal by single pulse processed SnO2:F samplesfrom film side at a fluence of 127J/cm2.
Proceedings of NAMRI/SME, Vol. 40, 2012Parametric study on glass-side laser scribing ofSnO2:F filmsA parametric study on glass-side laser scribing is takenin order to fully understand the mechanisms under differentconditions. The relationship between scribe width and depthis shown in Fig. 8 as a function of laser fluence. It isobserved that the scribe depth exhibits a linear relationshipwith increasing fluences until the film is completelyremoved. The relation between scribe width and fluence isnonlinear, quickly increasing at low fluence up to 20J/cm2,constant between 20J/cm2 and 60J/cm2, and then increaseswith greater fluences. This transition is indicative of themechanism transition between film removal processes. Atlow-fluences (up to 20J/cm2), the removal mechanism ismechanically dominant. The depth and width of the scribeincrease quickly with increased fluence. At mid-fluences(20J/cm2 to 60J/cm2), thermal ablation removal becomesdominant. An area close to spot size is thermally removedand part of the film is mechanically removed due to thermalstress. At high-fluence range (more than 60J/cm2), filmsurrounding the high-pressure vapor is removed by crackpropagation, and the sidewalls are formed mainly bymechanical removal.450remains throughout the process. Material properties, such asthermal capacity, conductivity and absorption coefficient,are assumed constant, non-temperature dependent andhomogeneous. Brittle cracking is estimated by the tensilethermal stress. The effect on doping of fluorine and otherimpurities are not considered in the model. The model islikely overestimating the diameter and depth of the scribedue to sequential coupling of thermal and mechanicalsolutions. A fully coupled scheme is proposed in the future.The current model is capable of capturing the filmremoval process. The model shows that the film expandsmore at the top surface and larger stress is induced due tothe different thermal expansion, so that the film startsbreaking from top to the bottom, and under a certaincondition, partial removal occurs. Moreover, the width ofthe film removal predicted by the model is the same orderof magnitude as the experimental result. Both show thetrend of decreasing width with decreasing fluence.80DepthWidthDepth (nm)40Width ( m)6030015020000255075100125Figure 9. Simulation result of temperature distribution ofCdTe/SnO2:F/glass multilayer thermal model at a fluence of0.2J/cm2.2Fluence (J/cm )Figure 8. Dependence of removal depth and width onfluence of pulses, error bars indicate standard deviation.The experimental result of glass-side laser scribing onSnO2:F film at 1J/cm2 shows that around 140nm of the filmhas been removed with a width of 2µm, which is at thesame order of magnitude as the simulation results ( 7µm),as shown in Fig. 8. The numerical model is capable ofcapturing thermal stress induced film removal when theirradiated fluence is less than the damage threshold. Filmremoval depth and width discrepancies between simulationand experiment may be caused by the assumptions madeusing numerical coupling, material, and damage parametersin the numerical model. The sequentially thermalmechanical coupling implemented in this work assumes noloss of thermal absorption and transfer during the scribingprocess. Material removal only occurs in the mechanicalmodel such that heat transfer from non-existent materialSimulation on CdTe film removal by micro-explosionSelective scribing of CdTe film with a thickness of 2µmis performed with a green laser (532nm) because it is highlytransmitted though SnO2:F. Laser energy is absorbed withina very thin layer of CdTe due to its small penetration depth( 167nm at the wavelength of 532nm). CdTe is ionized atthe laser focus generating plasma which induces a highpressure at the interface. This high pressure expels andremoves the CdTe film from the substrate, and mechanismis known as the micro-explosion induced film removalprocess.In this simulation, a 2D model is implemented as shownin Fig. 9, with a 2µm thick CdTe layer on top of SnO2:Fand glass substrate and a cohesive layer at the CdTe/SnO2:Finterface. Material properties are shown in Table 1. TheLaser pulse duration is 50ns and wavelength is 532nm.Laser energy estimated by [5]
Proceedings of NAMRI/SME, Vol. 40, 2012E (r , z , t ) (1 Rg )(1 Rt )(1 Rc ) c I (r , z, t )e t Tt e c ( z Tt Tg )(14)where Rc and αc are the reflectivity and absorptioncoefficient of CdTe, and Tt is the thickness of SnO2:F. Fig.9 also shows the temperature distribution of laser irradiatedfrom glass side at a fluence of 0.2J/cm2. The absorbingvolume is located at the interface and a small temperaturecontour zone in red achieves vaporization temperature ofCdTe (1400K). Since glass acts as a confining medium,laser-induced high-pressure plasma is generated at theinterface and the corresponding pressure is estimated inEqs. (8) to (10). The resulting pressure profile, as given inFig. 10, achieves several hundred MPa at energy levelsfrom 0.2J/cm2 to 0.8J/cm2 generally used in experiments.This pressure is much larger than the CdTe failure strength.The temporal and spatial profiles of the plasmagenerated pressure predicted in Fig. 10 and eq. (11) is usedin the spatial pressure distribution in the simulation. Thispressure is exerted on both CdTe and SnO2:F films at theinterface. To consider film peeling, the rest of the interfaceis simulated with cohesive elements with a thickness of10nm. A snapshot of the film and substrate stress state at21.40ns after the onset of laser pulse is given in Fig. 11.The film is pushed upward due to the plasma pressure,generating S11 tensile stress in the upper region around thefilm center and the lower part at the edge of the film due tothe film deformation. This deformation, at the same time,peels the CdTe film from the SnO2:F film underneath, ascircled in region A in Fig. 11. Region A is enlarged in Fig.12, which shows large S22 stress at the interface between thefilm and substrate. The cohesive elements deform as thefilm pulled upward. The deformed cohesive elements carrya tensile stress, binding the CdTe film to the SnO2:Fsubstrate, and the surrounding CdTe and SnO2:F elementsalso experience a
Predictive Modeling for Glass-Side Laser Scribing of Thin Film Photovoltaic Cells Hongliang Wang, Shan-Ting Hsu, Huade Tan, Y. Lawrence Yao . when the applied laser fluence is less than the melting threshold, because the calculated stress value exceeded the yield stress. However, this model cannot show the spatial .