Transcription
30Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41El sistema ANDON, como herramienta fundamental para disminuir el tiempo derespuesta y eliminar los defectos en línea de panelThe ANDON system, as a fundamental tool to decrease the response time andeliminate defects in the panel lineMARTÍNEZ-HERNÁNDEZ, Julio Cesar†*, CRUZ-SOLÍS, Edgar Jesús, HERNÁNDEZ-LUNA, Aldoy HERNÁNDEZ-HILARIO, RaymundoInstituto Tecnológico Superior de Huauchinango, México.ID 1er Autor: Julio Cesar, Martínez-Hernández / ORC ID: 0000-0001-9528-156X, Researcher ID Thomson: I-3507-2018arXiv Author ID: 0000-0001-9528-156X, CVU CONACYT ID: 904537ID 1er Coautor: Edgar Jesús, Cruz-Solís / ORC ID: 0000-0003-4083-0888, Researcher ID Thomson: I-4334-2018, arXivAuthor ID: 0000-0003-4083-0888, CVU CONACYT ID: 904718ID 2do Coautor: Aldo, Hernández-Luna / ORC ID: 0000-0002-7717-5314, Researcher ID Thomson: I-1165-2018, CVUCONACYT ID: 441305ID 3er Coautor: Raymundo, Hernández-Hilario / ORC ID: 0000-0003-2426-2681, CVU CONACYT ID: 1064091DOI: 10.35429/JIE.2020.12.4.30.41Recibido Abril 20, 2020; Aceptado Junio 30, 2020ResumenAbstractEl tiempo es considerado como un elemento fundamentalen cualquier tipo de industria, motivo por el cual esnecesario optimizarlo, las empresas que no puedanmejorar sus procesos a través de la reducción de tiemposde espera o tiempos muertos, sufren de graves afectacionesen su operación diaria. La empresa en estudio, presentagraves problemas en la línea de panel, por ejemplo, hojasde laminadas, mal corte, derrame de recubrimiento,rompimiento de papel, para la operación de esta línea secuenta con un tiempo disponible de 48 horas, esimportante señalar que solo el 71% del tiempo esproductivo. El objetivo de este estudio es implementar unsistema ANDON, a través de la identificación deproblemas que afectan la producción, con el propósito dereducir los tiempos de respuesta en la Línea de Panel.ANDON es un sistema de comunicación visual y auditivoutilizado en la industria que permite a los trabajadoresinteractuar de manera simple para la solución deproblemas que se presenten durante la jornada laboral enel momento en que ocurren (Vera, 2018). Este proyectocontribuye a la mejora continua de la línea de panel, asícomo un cambio en la filosofía de trabajo de losoperadores.Time is considered a fundamental element in any type ofindustry, which is why it is necessary to improve it,companies that cannot improve their processes through thereduction of waiting times or downtime, problems ofserious damage to their operation daily. The companyunder study presents serious problems in the panel line, forexample, laminated sheets, poor cutting, spillage ofcoating, paper tear, for the operation of this line there is anavailable time of 48 hours, it is important note that only71% of the time is productive. The objective of this studyis to implement an ANDON system, through theidentification of problems that affect production, in orderto reduce response times on the Panel Line. ANDON is avisual and auditory communication system used in theindustry that allows workers to interact in a simple way tosolve problems that arise during the workday when theyoccur (Vera, 2018). This project contributes to thecontinuous improvement of the panel line, as well as achange in the work philosophy of the operators.Tiempo, Sistema, ProducciónTime, System, ProductionaCitación: MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús, HERNÁNDEZ-LUNA, Aldo yHERNÁNDEZ-HILARIO, Raymundo. El sistema ANDON, como herramienta fundamental para disminuir el tiempo derespuesta y eliminar los defectos en línea de panel. Revista de Ingeniería Industrial. 2020. 4-12:30-41-.*Correspondencia al Autor (Correo Electrónico: enriquecontreras@utez.edu.mx)† Investigador contribuyendo como primer autor. ECORFAN-Perúwww.ecorfan.org/republicofperu
31ArtículoRevista de Ingeniería IndustrialJunio 2020 Vol.4 No.12 30-41IntroducciónActualmente todas las empresas buscanconservar la calidad del producto final de unamanera más segura y económica (Avila, 2015).La empresa en estudio es una de las muchascompañías en México que se encargan enproducir embalaje secundario, este depende deun proceso sistemático mediante el cual losproductos elaborados son protegidos para sutraslado del sitio de producción al sitio deconsumo (Velázquez, 2012).El éxito de diversas empresas no se basasolo en las ventas u ofreciendo precios bajos,sino que depende demasiado de la satisfacciónde sus clientes, con respecto a calidad, entrega,flexibilidad y confiabilidad con base en lafamilia de productos que se les ofrece (Wilches,2013).Por otra parte, la empresa debe tener unaconstante actualización dentro de la familia deproductos, esto la mantendrá a la vanguardiadentro del mercado, los japoneses Eiji Toyoda yTaichi Ohno implementaron las herramientasLean Manufacturing para optimizar y maximizarlas oportunidades de mejora presentadas dentrode los procesos (Socconini, 2008).La empresa en estudio está orientada a lamanufactura de empaques de tipo Honeycomb,que es un material hecho de celdas hexagonalesrecubierto de papel kraft virgen, utilizado pordistintasindustriascomoson:electrodomésticos, alimenticias, automotriz etc.,así mismo, cuenta con cinco líneas (Chs, Panel,Convertion, Mabe S, Cornerboard y CornerBoard), el desarrollo del proyecto se enfocó enla línea de panel por su elevada frecuencia deproblemas en los procesos que la integran, cabemencionar que de esta línea depende que elsiguiente proceso sea factible.Para que los empaques tipo Honeycombcumplan con los estándares de calidad que semanejan en la línea, las máquinas que loconforman deben de tener un buen desempeño,de tal manera que se cumplan lasespecificaciones (largo, ancho, grosor, peso,secado y resistencia), sin salir del rango deaceptación.ISSN 2523-0344ECORFAN Todos los derechos reservados.De acuerdo con los problemasmencionados anteriormente, se realizarondistintos análisis en diferentes subprocesos queintegran la línea con la finalidad de conocer lasáreas críticas, esta información permite planteary llevar a cabo medidas correctivas.De acuerdo con conocimiento específicodel proceso productivo en el área de panel. Comoalternativa de solución, se propuso laimplementación de un sistema ANDON, mismoque, establece una comunicación sencilla, de talmanera que los operadores conozcan queactividades deben realizar durante un problemapresentado en la línea, de una manera eficiente,esto ayudara a incrementar los niveles de calidady productividad con el mínimo costo posible,también evitar que los defectos pasen a lasiguiente línea de producción.ANDON era conocido en la antigüedadpor los japoneses como “lámpara", la cual estabahecha de segmentos de papel colocadosalrededor de una base con una vela en su interiory la tapa descubierta, funcionaba como una señalvisual que a la distancia daba un mensaje paracomunicar algo (Socconini, 2008). Estaherramienta es un elemento del principio Jidokaque, mediante ingeniosos mecanismos, detectacuando ocurre una falla y entonces, con unaseñal, avisa al operador que se ha generado unproblema.Con la implementación del presenteproyecto de investigación se pretende cumplirlas siguientes metas: mejorar la calidad, mejorarel tiempo de respuesta, aumentar la seguridad ymejorar la comunicación. Así mismo, sepretende optimizar el proceso productivo,disminuyendo desperdicios y reprocesos,generando experiencia del trabajo realizado porlos operadores, cuando hay alguna falla de lasmáquinas o en el material.La implementación del sistema ANDONno es compleja, pero es importante llevarla acabo para la mejora en la línea, conocidos comoseñales visuales y auditivas que son colocadosestratégicamente en esta misma. Los sereshumanos captamos información por medio denuestros sentidos, el sentido de la vista con elque más captamos, con un 80%, seguido del oídocon un 10%, el olfato con 5%, el gusto con 3%el tacto con 1% (Socconini, 2008).MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
32Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41Dentro de las actividades a realizar, sepretende instalar indicaciones visuales y deaudio que se identifican y entienden confacilidad, estas señales son eficientes,autorreguladas y las manejan los operadores.Esta información se puede utilizar paraidentificar, instruir o indicar que existe unacondición normal o anormal y queacción realizar para corregirla.Situación actualLa línea de panel está integrada por un total detrece maquinas como se muestra en la tabla 1, esimportante que cada máquina trabaje de maneraadecuada, ya que de esta depende que elproducto final cumpla con los estándares decalidad que maneja la empresa. Así mismo en lafigura 2 se muestra el layout del área en estudio.MetodologíaDe acuerdo con Hernández (2010), lasinvestigacionesexplicativassonmásestructuradas que los estudios con los demásalcances y, de hecho, implican los propósitos deestos (exploración, descripción y correlación oasociación); además de que proporcionan unsentido de entendimiento del fenómeno a quehacen referencia. También está dirigido aresponder por las causas de los eventos yfenómenos físicos o sociales. Se enfoca enexplicar por qué ocurre un fenómeno y en quécondiciones se manifiesta, o por qué serelacionan dos o más variables.1.2.3.4.5.6.7.Estaciones de trabajoPorta rollos8. Compresión DeckMichelman9. Trim SlitterCore Cart10. TrituradorasRodillo jalador11. Slitter sierraMesa de expansión 12. StackerGlue Coater13. EmplayadoraPlacasdecalentamientoTabla 1 Procesos que integran la línea de panelFuente: Elaboración propiaCon base en la investigación documentalrealizada, la metodología propuesta se muestraen la figura 1, en ella se describen las etapasdesarrolladas para lograr el objetivo del proyectopriorizando las necesidades y problemáticaspresentadas en este caso de estudio.Figura 2 Layout Panel LineFuente: elaboración propiaFigura 1 Metodología propuestaFuente: Elaboración propiaISSN 2523-0344ECORFAN Todos los derechos reservados.Actualmente se cuenta con turnoslaborales de 12 horas, en cada turno seencuentran al redor de 25 trabajadores la mayorparte en el área de producción que se dividen enlas diferentes áreas, para preparar y ajustar lasmaquinas se dispone de 20 minutos en promedio,una vez arrancada la línea se presentan diferentesfallas durante el día, por cada problema presenteen el día se estima que hay un desperdicio de 15a 20 piezas como mínimo. La figura 3 muestra laestación de trabajo de Core Cart.MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
33Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41ClienteAllen pueblaCajas mil usosCloroxCrownindustriasmontacargasDiperJhon (epura)EmbbaEsther ivonneEthan allenFortipackGuardianInomodul (diana)Figura 3 Estación Core CartFuente: Empresa (caso de estudio)A continuación, se describen algunos delos problemas críticos en las estaciones detrabajo que integran la línea de panel como semuestra en la tabla 2:EstaciónStackerGlue CoaterTrituradoProblema críticoEl error que se presenta cuandoen la línea el material (core opapel) se descalibra, en estetipo de casos el operador nopuede solucionar el problemasin embargo el indicado es ellíder de la línea, sin embargo,solo se entera del problemahasta que el operador se loindica.El problema que presenta se leconoce como delaminación delmaterial porque cuando no sesuministra suficiente material(pegamento) este no aplica lonecesario y el producto quesale no obtiene la suficienterigidez.la falla que se destacó esoriginada cuando la maquinase llega a trabar y si no essolucionadodemanerainmediata este error ocasionaque salga material defectuoso,esto afecta de manera directa elsiguiente proceso (Slittersierra).En esta fase se observó elcomportamiento de la línea de panel endiferentes tiempos y con los diferentes productos(producto en proceso y producto terminado) estainformación se presenta la tabla 0903546-gfJ8x020aTabla 3 Producto en procesoFuente: Elaboración propiaAntes de la implementación del sistemase deben tener algunos puntos en consideración:a) Contar con lugares visibles para operadores,b) Brindar suficiente información al personalsobre esta herramienta, de tal manera que esténpendientes sobre el proceso y c) Contar contrabajadores que tengan autonomía y criteriopara activar las alarmas. El Sistema ANDON esuna herramienta fácil para ejecutarse en cada unade las estaciones de trabajo que integran la líneade panel, sin embargo, solo se llevara a cabo enlos puntos que sean considerados como críticos.Durante las primeras semanas deobservación se detectaron distintos problemasmencionados en la tabla 4.Código302303305306307Tabla 2 Matriz de problemáticas de las estacionesFuente: Elaboración 318Defectos en línea depanelHojas DelaminadasMal corteDañospormontacargasFalla en la dadProblemasconMichelmanPiezas nteFalta afilar S no cumple concalidadDemasiada tensiónRetrasosFalta o derrame depinturaFaltadecomunicaciónTabla 4 Tipo de defectoFuente: Elaboración propiaISSN 2523-0344ECORFAN Todos los derechos reservados.MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
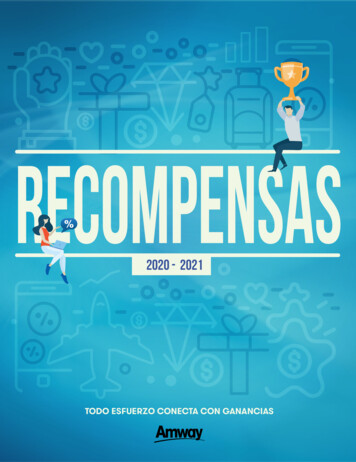
34Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41Análisis e identificación de problemasDurante esta fase de análisis se puede mostrarque hay fallas repetitivas ocasionandodesperdicios debido al tiempo que transcurrepara la reparación de la misma. En la tabla 5 sepresenta un resumen cuantitativo de las fallaspresentadas para hacer notar las posibles áreas deoportunidad.CódigoDefectos302 Hojas Delaminadas303 Mal Corte305 Daños Por Montacargas306 Problemas De La Máquina307 Rompimientos De Core308 Rompimiento De Papel316 Tarimas Por Hora - Velocidad317 Problemas Con Michelman318 Piezas Defectuosas (Stacker)Defectos totalesTotal21220088881841921741942161548Tabla 5 Resumen de defectos en línea de panelFuente: Elaboración propiaEn el grafico 1 se clarifica la informaciónreferida en la tabla 3, a través de un Diagrama dePareto, herramienta de calidad para identificarlos defectos más frecuentes, las causas máscomunes de los defectos o las causas másfrecuentes de quejas de los clientes, estediagrama puede ayudar a concentrar losesfuerzos de mejoramiento en aquellas áreas enlas que se puedan obtener las mayores ganancias.A través del diagrama de Pareto, se puedeconcluir que el 20% de los defectos, generan el80% de las problemáticas, a través de esteanálisis se destacan 6 de 9 defectos das (Glue Coater), Mal corte(Trituradoras), Problemas con Michelman,Rompimiento de papel (Porta rollos) yRompimiento de core (Mesa de expansión).Cada uno de los paros que se presentanpor estos defectos genera un consumo de todotipo de insumos, ocasionando costosinnecesarios los cuales elevan y encarecen elproducto final. Como parte de este análisis seobtuvo el tiempo promedio que tarda el personalen atender los diferentes defectos y determinar eltiempo muerto total como se muestra en la minutos)Tiempototal enminutosTiempoen 232.81958.42308.6669.68269.40137.82Tabla 6 Total de tiempo muerto por cada tipo de defectoFuente: elaboración propiaSe obtuvo un tiempo total de paro de8269.4 minutos, es decir 137.82 horas. Con unpromedio mensual de 4134.7 minutos, el tiempoobtenido es bastante elevado, considerando losgastos económicos relacionados con este tiempopor ejemplo los gastos por servicios de agua,energía eléctrica, combustibles, esta informaciónse presenta en la tabla 7.Gráfico 1 Resumen de defectos en línea de panelFuente: Elaboración propiaEl objetivo de este diagrama es ayudar apriorizar y a señalar la importancia de cada unade las áreas de oportunidad. De esta maneraatacar los problemas con mayor impacto en lalínea.ISSN 2523-0344ECORFAN Todos los derechos reservados.Costo Promedio mensual por consumo de energía(USD)Agua3780.00Energía Eléctrica29498.00Gas7140.00Total40418Costo diario2020.9Costo / Hora168.40Tabla 7 Costo de insumos y serviciosFuente: Elaboración propiaMARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
35ArtículoRevista de Ingeniería IndustrialJunio 2020 Vol.4 No.12 30-41En la Tabla 7 se puede observar el costomensual de energía consumido durante unperiodo de tres meses, para obtener unporcentaje aproximado de tiempo muerto sintomar en cuenta la mano de obra se utilizarán losdatos de producción plasmados en la tabla 7,estos datos nos proporcionarán el porcentaje detiempo muerto durante los tres meses.En la estación de trabajo fue instalado undispositivo para el control visual (interruptor debotón momentáneo) figura 4, esta proporcionauna señal de aviso en situaciones urgente ypuede utilizarse con diferentes sonidos según seasu aplicación, se basa principalmente en laimplementación de un botón pulsador en conjunto de una ayuda auditiva.Tiempo disponible 3 meses * 20 días *12 horas * 60 minutos 28800 minutos.% de tiempo de paros (8269.4 minutos/28800 minutos) *100 28.71%.Figura 4 Interruptor de botón momentáneoFuente: Recuperado de https://www.google.com/search?Gráfico 2 Porcentaje tiempo disponible en línea de panelFuente: elaboración propiaAl implementar este dispositivo seobtendrán beneficios como la disminución detiempo muerto, disminución de scrap y uncuantioso ahorro económico. Esta alarma tendrácomo principal función dar aviso al líder de lalínea para la corrección inmediata del problema,en la figura 5 se muestra la instalación deldispositivo.En el gráfico 2, se muestra el porcentajereal de tiempo productivo en la línea de panel,con este importante hallazgo resalta la necesidadde la implementación del sistema ANDON comouna herramienta que revolucione y optimice lalínea de panel a través de su correcta aplicación.Implementación del Sistema ANDONPara esta fase se describirá como fue atendido elproblema de acuerdo con el sistema ANDON yque elementos fueron implementados para lareducción o eliminación del error.En el área de Stacker la falla que segeneraba con más frecuencia es el código 318(Piezas defectuosas) este proceso se ubica alfinal de la línea, en donde el operador se encargade estibar las placas de cartón en tarimas, siendoesta sub-área la que presenta el error con mayorpuntuación.ISSN 2523-0344ECORFAN Todos los derechos reservados.Figura 5 Instalación de Interruptor de botón momentáneoFuente: Empresa (caso de estudio)MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
36ArtículoRevista de Ingeniería IndustrialJunio 2020 Vol.4 No.12 30-41En la estación de trabajo Glue Coater elcódigo 302 (hojas delaminadas) se presentacomo un problema crítico, se procede a instalarun sensor y una electro válvula, la principalfunción es indicar los niveles de pegamento asícomo el encender una alerta cuando está al 15%de su capacidad, esta implementación tuvo unadesempeño favorable al aumentar ladisponibilidad de este proceso manteniendo unflujo de trabajo constante y aumentando suproductividad, en la figura 6 se muestran loscomponentes del interruptor de flotador en aceroinoxidable con sensor de nivel e imágenes de suinstalación en la estación de trabajo mencionada.Figura 6 Instalación de Interruptor de botón momentáneoFuente: Empresa (caso de estudio)El proceso de triturado tiene comoobjetivo eliminar la rebaba de papel que seobtiene al sacar los diferentes productos en estaestación, la falla detectada es la 303 (problemasen el corte), se implementó un sensor interruptorde límite con la capacidad de detectar rebabasobrante, evitando que pase al siguiente procesoy alertando con ayuda auditiva al operador parasu inmediata solución, en la figura 7 se muestrala instalación del sensor en la estación de trabajo.El siguiente código atendido, es el 317(falta o derrame de recubrimiento) este se originaen el área de Michelman, esta área se encarga deaplicar un recubrimiento de color rojo solo paramaterial que va destinada a un cliente enespecífico, anteriormente se tenía que vigilar demanera manual el depósito donde se coloca elrecubrimiento, de no hacerlo así, la pintura sederrama y como consecuencia contrae pérdidaeconómica, tiempo muerto para llevar a cabo lalimpieza y retraso en el pedido del cliente.Por otra parte, el material que sale sin elrecubrimiento se tira, puesto que no es aceptadopor el cliente, también si el operador demora enrellenar el depósito el papel se pega en los tubos,ocasionando el rompimiento de este teniendocomo consecuencia mayor cantidad de scrap, yun paro total de la línea.Para la solución de este código secontempló la instalación de una alarma, unsensor de proximidad y un electroválvula, comose muestra en la figura 8, con el propósito dealertar cuando esté a punto de ser llenado elrecipiente y este cierre de manera autónoma, asícomo el poder visualizar los niveles del depósitoy controlar el suministro del recubrimiento demanera automática sin causar ningunaafectación al proceso y al producto.Figura 8 Instalación de sensor interruptor flotador deacero inoxidable y sensor de nivel de líquidoFuente: Empresa (caso de estudio)Figura 7 Instalación de sensor Interruptor de limiteFuente: Empresa (caso de estudio)ISSN 2523-0344ECORFAN Todos los derechos reservados.Algunos de los beneficios con estedispositivo ANDON, es la reducción en el gastoinnecesario del recubrimiento, no habrá tiempoperdido limpiando el área porque no se volverá atirar la pintura, la cantidad de scrap disminuiráconsiderablemente, el tiempo de arranque serámás rápido.MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
37Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41En la tabla 8 se muestra un formatorealizado e implementado en la línea de panel,con la finalidad de obtener información entiempo real para la mejora constante del procesoy poder continuar detectando áreas deoportunidad.CódigoTiempo muertoDescripciónDuraciónInicio TerminoTabla 8 Check List (registro de fallas en línea de panel)Fuente: elaboración propiaEn el área de Stacker se implementó unatabla como ayuda visual con el objetivo demostrar al operador como debe realizar unainspección del material, para identificar si elmaterial cumple con las especificacionessolicitadas, esta información se muestra en lafigura 9 está integrada por imágenes y textoconcreto.A continuación, se muestran en la tabla9, los costos por concepto de implementación delsistema ANDON de acuerdo con todos losdispositivos instalados en las distintas áreas queintegran la línea de panel.Costo por implementación del sistema ANDONConceptoCosto en USDStacker 808.00Glue Coater 205.00Trituradoras 245.00Michelman 230.00Porta rollos 1049.4Mesa de expansión 305.00Mano de obra 255.00Servicios 4644.47Horas extras 2482.2Total 10,224.07Tabla 9 Inversión por implementación del sistemaANDON en línea de PanelFuente: elaboración propiaResultadosEn este apartado se describen los hallazgosobtenidos a través de la implementación delsistema ANDON, en el gráfico 3 se muestra uncomparativo relacionado con la producción detarimas en la línea de panel (productoterminado), así mismo se obtuvo una o la estabilidad del proceso, porotra parte, la producción se incrementó en 1581tarimas, generando mayores ganancias para laempresa.Gráfico 3 Porcentaje tiempo disponible en línea de panelFuente: Elaboración propiaFigura 9 Ayuda visual (área de Stacker)Fuente: Empresa (caso de estudio)ISSN 2523-0344ECORFAN Todos los derechos reservados.MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
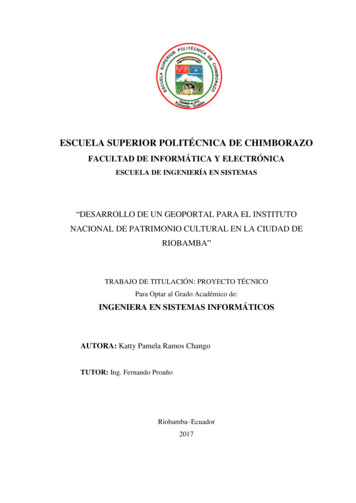
38Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 30-41En el gráfico 4 se muestra unacomparación de acuerdo con el tipo de fallapresentada antes y después de implementacióndel sistema ANDO, los hallazgos son favorables,puesto que se presentó una reducción sistemáticaen las fallas, esto beneficia el flujo operativo delas estaciones que integran la línea de panel.En el gráfico 6 se muestra la media dedefectos después de la implementación, teniendouna reducción en la media de defectos con unvalor de 157, el intervalo de confianza del 95%para la media es de 132 a 182 defectos, con estaherramientaestadísticasecompruebanuevamente la efectividad del sistemaimplementado en la línea de 6100500302303307308317318TIPO DE DEFECTOANTES DE LA IMPLAMENTACIÓNIMPLEMENTACIÓN DEL SISTEMA ANDONGráfico 4 Comparativa tipo de defectoFuente: Elaboración propiaAntes de la implementación del sistemaANDON se tenía un promedio de 199 defectoscomo se muestra en el gráfico 5, el intervalo deconfianza del 95% para la media es de 184 a 216defectos.Gráfico 6 Resumen gráfico de los diferentes defectosposterior a la implementaciónFuente: Elaboración propiaEl gráfico 7 presenta los tiempos derespuesta en minutos por cada tipo de defectoantes y posterior a la implementación del sistemaANDON, cabe señalar que este es uno de losobjetivos principales y que fue logrado deacuerdo con la evidencia presentada.ANTES DE LA IMPLAMENTACIÓNIMPLEMENTACIÓN DEL SISTEMA 82307TIPO DE DEFECTOGráfico 7 Comparativo del tiempo de respuesta (minutos)Fuente: Elaboración propiaGráfico 5 Resumen gráfico de los diferentes defectosantes de la implementaciónFuente: Elaboración propiaISSN 2523-0344ECORFAN Todos los derechos reservados.Después de la implementación delsistema ANDON se determinó el tiempo muertototal como se muestra en la tabla 10, se eliminóun total de 110.24 horas que no agregan valor alproceso, por el contrario, fue convertido enactividades productivas e impactando de manerafavorable en la línea de panel.MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús,HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo.El sistema ANDON, como herramienta fundamental para disminuir eltiempo de respuesta y eliminar los defectos en línea de panel. Revista deIngeniería Industrial. 2020
39Revista de Ingeniería IndustrialArtículoJunio 2020 Vol.4 No.12 nutos)Tiempototal enminutosTiempoen 5.8549.585.8Otro beneficio fue la reducción de horasextraordinarias, anteriormente esta era unapráctica recurrente para poder cumplir con lasmetas de producción diarias, en el gráfico 9 semuestra el comparativo en términos económicosantes y después de la implementación.1654.927.58Tabla 10 Total de tiempo muerto con la implementacióndel sistema ANDONFuente: Elaboración propiaAl hablar de productividad nos referimosa la mejora continua del proceso, ya que no solose busca una producción rápida, tambiénbuscamos producir mejor.De acuerdo con los valores obtenidos seentiende que el aumento de la productividad enla empresa antes y después de la implementacióndel sistema ANDON, en relación con laproducción hubo un aumento del 32.12 % (1581tarimas), considerando que el costo promediopor tarima es de 28.03 dólares se obtuvo unaganancia de 44,315.43 dólares.Con la implementación de este proyectose generó un ahorro por concepto de servicios(agua, energía eléctrica, combustibles), tal ycomo se muestra en el gráfico 8, cabe señalar quecon la implementación del sistema se evitó ungasto de 18,564.41 dólares mensuales para laempresa.Gráfico 8 Comparativo del gasto en servicios antes ydespués de la implementaciónFuente: Elaboración propiaISSN 2523-0344ECORFAN Todos los derechos reservados.Gráfico 9 Comparativo horas extra antes y después de laimplementaciónFuente: elaboración propiaAgradecimientoA la carrera de Ingeniería Industrial del InstitutoTecnológico Superior de Huauchinango por elapoyo y las facilidades en el desarrollo de esteproyecto, así mismo, agradezco el trabajocolegiado de los miembros del CuerpoAcadémico Tecnología Aplicada con número deregistro ITESHUAU-CA-2.ConclusionesActualmente las empresas están obligadas aanalizar sus tiempos muertos relacionados consu operación diaria, ocasionan el consumoextraordinario de todo tipo de insumos, tambiénse generan actividades que no agregan valor alproceso y encarecen el costo del producto final.Generalmente los tiempos muertos o deespera se presentan cuando ocurre una falla en lalínea
MARTÍNEZ-HERNÁNDEZ, Julio Cesar, CRUZ-SOLÍS, Edgar Jesús, HERNÁNDEZ-LUNA, Aldo y HERNÁNDEZ-HILARIO, Raymundo. El sistema ANDON, como herramienta fundamental para disminuir el tiempo de respuesta y eliminar los defectos en línea de panel. Revista de Ingeniería Industrial. 2020-0344 ECORFAN Todos los derechos reservados. Introducción