Transcription
Lean Thinkingin the OfficeOrganize administrative and office processes by value streamrather than function By Drew LocherI iStockphoto.com/Dmitriy Shironosovn t heir l a ndm a r ktant, but by limiting lean effortsbook Lean Thinking, Jamesto this, organizations fail toWomack and Daniel Jonesimplement the key lean conceptswrote that all companies areof standard work, flow, pull, andtypically involved in three prileveling. In turn, they fail to realmary value streams—or someize the full benefits of lean.combination of the three:Why have so many companies1. Physical Transformationstruggled with the application(manufacturing companies);of commonsense lean concepts2. Problem Solving (engineerto office and administrativeing and design companies, asprocesses? When asked, compawell as many service organizanies often reply that the naturetions); orof work performed in the office3. Information Managementis “different.” When pressed for(which most all companies areclarification, they most cominvolved in to some degree).monly cite the variability of theIf the goal of an organizationwork, the multi-tasking thatis to be a lean enterprise, thengoes on, the unpredictability ofthe intent is to apply the comdemand, and the creative naturemonsense business practice sof the work.embodied by lean thinking to allThe truth of the matter is thatareas of the business. In manuwork performed in the officefacturing applications, theredoes tend to be highly variare many well-documentedable. However, this occurs forsuccesses. However, much ofseveral reasons, most of whichthe untapped potential forare created by the companiesimprovement in an enterprise’sthemselves and how they orgaproductivity lies beyond thenize themselves to processshop floor in non-productioninformation.Much of the untapped potential for improvement in an enterprise’sareas. Service organizations andproductivity lies beyond the shop floor in non-production areas.administrative processes withinOrganizing forIf the goal is to be a lean enterprise, then apply lean businessmanufacturing companies haveOptimum Performancepractices to all areas of the business.struggled with applying theseOne of the most formidableconcepts (the second and thirdobstacles to the application ofprimary value streams identified above).When companies do try to apply lean toapplying lean thinking to office and adminOne of the major difficulties companiesthe office, most companies focus simplyistrative processes is the existing organihave in applying lean principles to nonon trying to better organize the workplacezational structure. Most companies areproduction operations is their inabilitythrough 5S techniques, often translated asorganized by functions or departmentsto apply systems thinking in identifyingSort, Straighten, Shine, Standardize, andthat have little relationship to the informavalue, waste, and flow in the office.Sustain. These 5S techniques are importion they actually process. Experience has20 R e t a i lE n v i ro n m e n ts march.april. 2008w w w.retailenvironments.org
shown that in most cases functional strucsee the application of lean—is to identifykey services: order processing; probtures impede the flow of information. They“service families.” Here a team will idenlem solving (this may include providingcan result in parochialism where managtify the key services that are being delivtechnical support, order status, or orderers may be responsible for portions of theered by a department or function. Theymaintenance); and value creation (pro information flow, but nobody is responbegin to see the “processes” that are beingactively generating sales).sible for the management and continuousregularly performed, and realize that theyUnfortunately, so much time is spent onimprovement of the overall process. Moreare not adequately organized by serviceproviding the first two services that littlespecifically, they tend to add to the numor process.time is left for customer service personber of hand-offs and oftennel to create more value forgive rise to conflicts of prithe business. What if the perTime Monday Tuesdayorities between departments.sonnel within the CustomerBudgetary practices can furService department were9:00 – 9:30 a.m. Check e-mailCheck e-mailther increase the likelihoodorganized by these three ser9:30 – 10:00 a.m.and effects of these conflicts,vice families? How would thisEnter ordersEnter orders10:00 – 10:30 a.m.contributing to turf battles.lend itself to greater organiThis is no different fromzation of the activities? What10:30 – 11:00 a.m. Unscheduled work Unscheduled workwhat used to be seen in manwould be the impact on the11:00 – 11:30 a.m. Process RMAsWork on Order Holdsufacturing where functionaleffectiveness and efficiencyorganizations existed withEtc.Etc.Etc.separate machining, assembly, quality assurance, andeven packaging and ship- Table 1: An Example of “Plan for Every Process”ping departments. Whilethis approach may haveoptimized performance of the individualServicing the Customerfunctions, it was often at the expense ofOne example is Customer Service. Oftenoverall process or system performance.customer service personnel are involvedMany manufacturing organizations havein numerous activities, all of which fallrealized that they must change the fundaunder the umbrella function of “customermental way they are organized in order toservice.” Personnel are then expected torealize breakthrough results in improveddetermine the best way to organize themmaterial and product flow. Office environselves—whatever works best for the indiments are just starting to come to the samevidual. The result is a very unpredictable,conclusion.highly variable work environment, withThe objective must be to optimize thelittle or no standard work throughout.performance of the overall system—theHowever, an alternative would be to“value streams.” The ongoing continuousorganize by “service family.” Typicallyimprovement of key business systems orcustomer service personnel deliver threevalue streams must also be insured. Thiscan be accomplished by organizing andmanaging by value streams, what somehave called “end-to-end” process management. Consider an organizational structure based on actual information flows,for example, “order to cash,” “requisition topay,” etc. What advantages would the organization realize by having order processing,planning, invoicing, and collection personnel working together as a team rather thanas separate departments? What would bethe disadvantages?The concept of organizing by information process can be applied even atthe department level. One of the breakthrough exercises—when people begin to iStockphoto.com/Christine Balderas22 R e t a i lE n v i ro n m e n ts march.april. 2008of these activities? Can variability be reduced and standard work achieved?Even if the same resourcesare expected to perform multiple tasks, can we betterorganize the completion of these tasks?Too often office personnel are left on theirown to decide how and when to performthe multiple tasks expected of them. Theproblem that this creates is that each person in the office may organize himself orherself in a slightly different way. The timing of the completion of work may not beappropriate, and the prioritization of workinconsistent through the value stream.Once again, this contributes to the problem that is found in the office—the unpredictability of the movement of work fromone step to the next.Planning for Every ProcessWhat if a “plan for every process” wasdeveloped for all of the key informationprocesses in the office? The plan woulddefine specific days of the week and timesof the day for the performance of eachtask. Further, the plans for different people (i.e. roles) in the office will be synchronized with each other to maximize the flowinformation. In such a way, tremendouspredictability can be provided to the multitasking work environment. Each personknows what to do and when. Simultaneousprocessing of different information by thesame person can be avoided, which canprovide significant productivity improvew w w.retailenvironments.org
Steps to a Lean Office1. Identify service families.2. Define standard work for eachprocess, including improvingworkplace organization through“5S” techniques.3. Cross-train personnel.4. Implement basic pull systems,including leveling and visualmanagement techniques.5. Implement office cells, whereappropriate.6. Drive continuous improvementusing visual managementtechniques implemented aspart of the first five steps.GSS-NASFM ad-4c Mar08.qxd1/24/08ments. It is typically easier for someone toperform one task at a time than attemptingto do three things at once.In our Customer Service example, trying to answer the phone while entering anorder can give rise to possible errors andincrease process time. Can developing aplan for every process minimize the number of disruptions and interruptions? Thisis analogous to the “plan for every part”concept applied in manufacturing—wheredelivery times and quantities are set forevery part used in the manufacturing process. An example of such a plan for everyprocess is provided in Table 1.More and more organizations are setting up office “cells” or “pods”—crossfunctional teams of people, co-located toprocess information in fractions of thetime previously required. Experience hasshown that lead time, including queuetime, can be reduced by as much as 90 percent, while process time (the “touch time”)can be reduced by as much as 40 percent.2:37 PMPage 1Office cells can improve the effectivenessand efficiency of communication and decision making, while reducing quality defector correction waste. They can also reducethe number of hand-offs, and help developa greater awareness of the needs of “internal” customers. The result is the reductionof non-value-added waste throughout thevalue stream. Two examples of office cellsare provided in Figures 1 and 2.In addition, some organizations haveeffectively installed “pull systems” in theoffice to control the flow of informationand to “pull” resources to maintain flowwhen interruptions occur. In its mostbasic sense a pull system is a decisiontool. A pull system consists of establishing acceptable levels of work-in-process(WIP), providing visibility to the queuesof work at key points in the process, andestablishing rules that people will followwhen particular levels are reached. Whennecessary, resources are re-assigned inorder to maintain the flow of informa-Helping manufacturers produce results.A Right-From-The-Start ERP success story.“The busier we got, the more weneeded a powerful ERP systemup and running. Out here,there’s no time for down time.”Andy Bubulka,Manufacturing Plant ManagerH-J Enterprises, St. Louis, MO“That’s why we went with Global Shop Solutions. They were in, theywere out, and we were seeing major new efficiencies – right fromthe start. What a tremendous difference their ERP system – and theirpeople – made in accelerating our workflow, lowering overall costs,and setting the stage for unconstrained growth. Very powerful.Only regret is that we didn’t go withthem years ago.”SeashoreAd to ComeFor a FREE copy of “Get ERP Right TheFirst Time ” call 1-800-364-5958 or visitwww.globalshopsolutions.com/offer andenter code 356257.Designed to Streamline 24 R e t a i lE n v i ro n m e n ts march.april. 2008 2008, Global Shop Solutions, Inc.w w w.retailenvironments.org
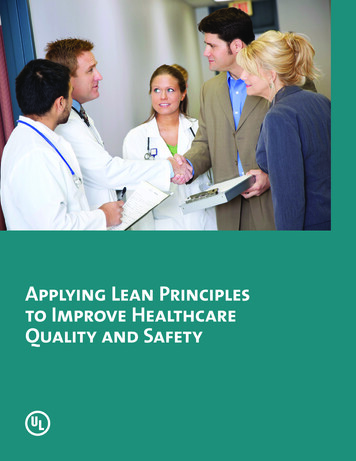
tion through a particular segment of theprocess or value stream. The most common form of pull system used in the officeis a sequential pull system. The desiredsequence may be first-in-first-out (FIFO)or due date for project-oriented work.Standard Work Practices“Standard work” practices for each process are required in order to maximizethe benefits of pull systems in the office.People within the office must be crosstrained in the standard work so they areready to lend assistance when a “pull signal” directs them to do so. This leads toone of the least practiced of all lean concepts—standard work.Too often, it is left up to individualoffice personnel to determine the bestway to perform work—what works bestfor them as individuals. What difference does it make how the process is performed, as long as the work is completed?This statement, commonly heard, flies inFigure 1: Several multi functional “Order-to-Cash”cells, where each teamincludes representatives fromCustomer Service, Planning,Accounting, and Collections.Customers are assigned toteams in a way that “levels”the demand across teams.21Position 2Position 1BeginFigure 2: An Order Processing cellwhere each order requires some amountof designing. Three different functionshave been co-located. Position 2 isduplicated based on the level of effortrequired for this task to meet demand.3 ordersOrder FlowEnd2Position 2Position 33See us at GlobalShop Booth 4103 SFS.w w w.retailenvironments.org 25
the face of a foundation concept of lean.Lean enterprises seek to have consistentways of performing all tasks—best practices, if you will. Standard work: reduces variability; provides more predictable processes; reduces the learning curve for newemployees; results in greater flexibility as resourcescan be effectively moved around whennecessary; provides a means to identify non standard conditions that managementmust act upon; and lays a foundation for continuousimprovement.Sustaining and continuously improvingstandard work practices is one of the mostimportant responsibilities of managers.However, very few managers see this aspart of their role.Finally, lean seeks to level work throughthe process. Certainly some of the concepts discussed above, such as “plan forevery process,” will help to level work andFigure 4: Two examples of leveling work in an office are shown above. Each breaks work downinto two-hour buckets (literally). This helps to insure that work is being completed in a smoothand steady way. The visual organization allows for easy determination of whether the two-hourgoals are being met. If not, action can be taken to maintain flow. Perhaps a “pull” system istriggered.Office personnel often do not view whatthey do as batch processing. Typically thereis no set batch size or quantity. However,tasks are performed at certain frequencies.In other words, information is allowedto queue up for a period of time, before itis processed andmoved on to thenext step. This is,of course, the classic definition of“batch.”T he ke y i s toperform work frequently enough toreduce the pile ofwork making its waythrough the system.Leveling should beconsidered whendeveloping the planfor every process.In this way, theFigure 3: When volume exceeds capacity based upon color foldervariability in worksystem, flag is changed to red—triggering pre-established personnelcontent and in theto come support this process.movement of workca n be reduced,improve flow. The arrival, or movementthereby providing levelness throughof work from step to step, can be betterthe system.planned as “throw it over the wall” (i.e.The month-end closing process is an“push”) practices are eliminated. The pullexample of “un-level” work. Most comsystems previously described will helppanies wait until the end of the monthlysystems regain level when they becomereporting period to initiate month-endimbalanced. Another lean concept thatclosing activities, resulting in a spike incan effectively level work is “ batchdemand on the resources expected to perreduction.”form this work. These resources become26 R e t a i lE n v i ro n m e n ts march.april. 2008stressed, frustration levels increase, andother work is pushed aside until monthend close has been completed. However,the fact of the matter is that as much as75 percent of month-end closing activities do not have to wait until the end of themonth to be performed. What would bethe benefits of leveling the work on theseresources throughout the month?In fact, the manner in which people andcompanies organize—or not—their activities contributes to the very problems thatthey believe make lean not applicable tothe office environment. Once companiesrecognize this, they can begin to overcometheir bias that the office is “different.” Atthat point, the clouds start to lift fromtheir eyes, and they can clearly see thatlean thinking most certainly applies.For More InformationDrew Locher is managing director ofChange Management Associates, based inMt. Laurel, N.J. which provides leanenterprise consulting and organizationaldevelopment services. He is also co-authorof The Complete Lean Enterprise: ValueStream Mapping for Administrative andOffice Processes, and the upcoming ValueStream Mapping the Development Process:A How-to Guide to Streamlining Time toMarket (June 2008). Contact him at 856235-8051, drewlocher@comcast.net, orwww.cma4results.com.w w w.retailenvironments.org
book Lean Thinking, James Womack and daniel Jones wrote that all companies are typically involved in three pri-mary value streams—or some combination of the three: 1. Physical transformation (manufacturing companies); 2. Problem Solving (engineer - ing and design companies, as well as m