Transcription
3. Liquid Dosage Forms1
2
3
The physical form of a drug product that is pourable displays Newtonian orpseudoplastic flow behavior and conforms to its container at room temperature. Incontrast, a semisolid is not pourable and does not flow at low shear stress or conform toits container at room temperature. According to its physical characteristics, liquid dosageforms may be dispersed systems or solutions.Dispersed systems are dosage forms composed of two or more phases, where one phaseis distributed in another. If a dispersed system is formed by liquid phases, then it isknown as an “ emulsion. ” In contrast, the dispersed system is named a “ suspension ”when the liquid dosage form is accomplished by the distribution of a solid phasesuspended in a liquid matrix. The solid phase of a suspension is usually the drugsubstance, which is insoluble or very poorly soluble in the matrix.4
A solution refers two or more substances mixed homogeneously. Althoughsolubility refers to the concentration of a solute in a saturated solution at aspecific temperature, in pharmacy, solution liquid dosage forms are unsatured toavoid crystallization of the drug by seeding of particles or changes of pH orTemperature. The precipitation of drug crystals is one of the most importantphysical instabilities of solutions that may affect its performance. Water is themost used solvent in solutions manufacturing; however, there are also somecommercial nonaqueous solutions in the pharmaceutical market.5
The manufacturing of liquid dosage forms with market - oriented planningincludes the following stages with respect to special good manufacturing practice(GMP) requirements: planning of material requirements, liquid preparation,filling and packing, sales of drug products, vendor handling, and customerservice.A “ batch ” job or operation is defined as a unit of work. Raw materials,semifinished drug products (bulk), and finished drug products are handled inbatches. Each different type of material used during the process, such as productpacking, should be managed by batches. This applies also to process aids andoperation facilities.6
7
8
9
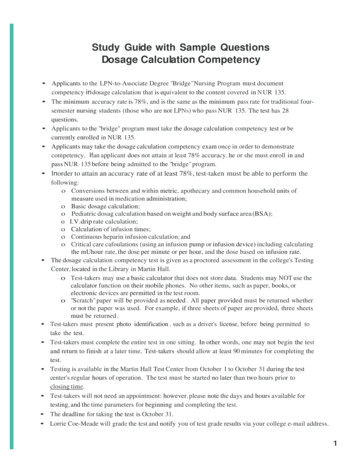
Steps of Liquids Manufacturing ProcessPlanning of Material Requirements: Research and development of protocols andselection of materials; acquisition and analysis of raw materials; physical plantdesign, building, and installation; equipment selection and acquisition; personnelselection and initial training; and monitoring information system.Liquid Preparation: Research and development of protocols concerning liquidcompounding; scale - up of the bulk product compounding; physical plant controland maintenance; equipment maintenance and renovation; continuous trainingof personnel and personnel compensation plan; and supervision of systemreports.10
Filling and Packing: Research and development of protocols concerning filling andpacking; scale-up of the finished drug product filling and packing; physical plant controland maintenance; equipment maintenance and renovation; continuous training ofpersonnel and personnel compensation plan; and supervision of system reports.Sales of Drug Products: Research and development of protocols concerning productstorage; distribution process; continuous training of personnel and personnelcompensation plan; and supervision of system reports.Vendor Handling: Research and development protocols concerning precautions tomaintain product stability; control of vendor stock; and sales system reports.Customer Service: Research and development of protocols concerning home storage andhandling to maintain product stability; relations with health insurance companies andhealth care professionals; educational materials for patient counseling; and customerservice system reports.11
Raw materialsWeighing &MeasuringMixingDistilledwaterFillingPackingPilot Plant Scale-UpTechniques forliquid oralsFinishedProductstorageQualityAssurance12
SOLUTIONSTYPES OF ORALLIQUIDSEMULSIONSUSPENSION13
14
15
16
oxidantsSolubilizersOrganoleptic agents etc.17
yleneglycol.18
Compared to ordinary drinkingwater, purified water USP is morefree of solid impurities.WaterWhen evaporated to dryness, it mustnot yield greater than 0.001% ofresidue.Purified water is obtained bydistillation, ion-exchange treatment,reverse osmosis and other relevantmethod19
Preservatives are added to prevent themicrobial growthPreservative are necessary due to chances ofmicrobial growthPRESERVATIVESRaw material, processing containers &equipments, the manufacturing environment,operators, packing materials & the user.Phenol, chlorocresol, benzoic acid, etc.20
21
Stages of operations:1.Tank selectionMaterial of the tank must not be additive to theproductThe shape and size of equipment must beselected according to the batch sizeThe tanks are usually constructed of polishedstainless steel of different gradesTeflon and glass lined tank.Adequate clean-up procedures developed.22
2.MixingSimple mixing is essential to increase flow of liquids.If the liquid is of high viscosity, high electrical stirrermay be used.Addition of ingredients in proper order have vitalimportant.At high viscosity the chance of air entrapment.23
By reducing agitatorspeedBy caring out themixing procedure inenclosed tankunder vacuum/The alternativeprocedure to the allis versatorAir entrapment Minimize:24
Versator25
3. DispersionSuspensions and emulsions require considerably greatershear forcesLaboratory formulation is difficult to duplicate at large scaleDispersion produced by colloidal mill or an immersionhomogenizerVariety of equipment should evaluated for better results.26
4. Filtration and clarification—Filtration procedure, requires careful evaluation to ensure that pilotscale-ups will exhibit the same degree of clarity as their laboratorycounterparts.During the pilot run the clarity of the filtrate should be checkedperiodically, in order to establish schedule for changing pads, cake,or cartridges, depending on the type of filtration employed.In filtration, filter pads are used which is made up of asbestos andcellulose.Selection of filtration depends onThe product viscosityVolumesRate requirement27
5. Transfer and fillingFilling – important parameter in the transfer of liquidsfrom tank to tank and into containers.New batches should not be started until the previousbatches are completely filled and the tanks are emptied.Bins and Piping28
Methods for filling ofliquids:The selection of equipment depends oncharacteristic of liquid such as, viscosity,type of packaging, surface tension.Gravimetric (specific weight)Volumetric (specific volume)Constant volume filling29
GravimetricVolumetric30
GlassPlasticContainers andclosures:It is more important to store the finalproduct in container until itsexpiration.Most oral liquids are packed in eitheramber or flint glass containers withplastic or metal caps.31
GMP considerations:A check list ofGMP rprocess reviewandrevalidationRelevantwritten SOPAdequateprovision fortraining ofpersonnelA well definedtechnologytransfer systemAn orderlyarrangement ofequipments32
During the scale up newproduct the analytic testmethods transferred tothe quality department.The quality assurance staffshould review the process tomake sure that the properanalysis instrumentation isavailable and that personnelare trained to perform tests.Transfer ofanalyticmethod toqualityassurance:-33
It is the internalresistance (or)friction to themovement ofmolecules to“FLOW”.Agents whichcontrol ers, andvarious cellulosederivatives. .Viscosity-34
1. Improvepour ability.2. Improveacceptability.3. Improvepalatability.Purpose tocontrolViscosity -35
Equipments to analyse Viscosity 36
Preservative evaluation –should be done in additionto physical and chemicaltests.Bacteriological testingshould be done, to knowif the concentration ofpreservative is to beincreased in theformulationDepending on the natureof the product and degreeof protection required thesurface of the product canbe over lapped duringfilling or holding stageswith carbon dioxide ornitrogen.Preservativeevaluation37
Stability studies:Physical: Physical instability of liquid formulations involves theformation of precipitates, less-soluble polymorphs, and adsorptionof the drug substances onto container surfaces, changes in productappearance.Chemical: Chemical instability of liquid formulation is mainly due tointeraction between additives, oxidation or some due to interactionwith containers.Microbiological: It is the most favorable condition for the growth ofmicroorganism. So studies must me conducted for differentmicrobiological test. Different preservatives are used to makeproduct more stable.38
39
scale-ups will exhibit the same degree of clarity as their laboratory counterparts. During the pilot run the clarity of the filtrate should be checked periodically, in order to establish schedule for changing pads, cake, or cartridges, depending on the type of filtration employed. In filtration, filter pads are used which is made up of asbestos and cellulose. Selection of filtration depends on .