Transcription
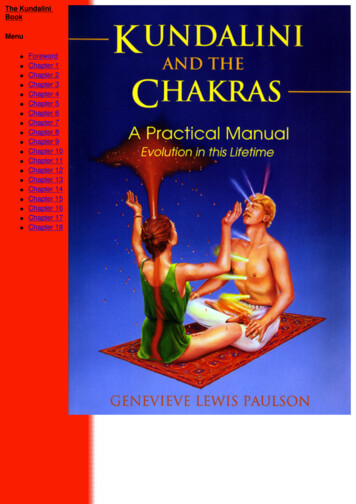
This summary can be used by: Operations Management part 2Chapter 9: Layout StrategyThe strategic importance of layout decisionsThe objective of layout strategy is to develop an economic layout that will meet thefirm’s competitive advantage.Layout designConsiderations- Higher utilization of space, equipment, and people- Improved flow of information, materials, or people- Improved employee morale and safer working conditions- Improved customer/client interaction- FlexibilityTypes of layoutOffice Layout; The grouping of workers, their equipment, and spaces/offices toprovide for comfort, safety, and movement of information.Thelayout is typically in state of flux due to frequent technologicalchanges. Movement of information is a main distinction and Auseful tool for the office layout is the relationship chart:Retail Layout;An approach that addresses flow, allocates space, and respondsto customer behavior. These layouts are based on the idea thatsales and profitability vary directly with customer exposure toproducts. The main objective of retail layout is to maximizeprofitability per square foot of floor space.Come to one of our JoHo centers for your ISIC/IYTC international student discount carda
This summary can be used by: Operations Management part 2Five helpful ideas for Supermarket layout1. Locate high-draw items around the periphery of the store2. Use prominent locations for high-impulse and high-margin items3. Distribute power items to both sides of an aisle and disperse them to increaseviewing of other items4. Use end-aisle locations5. Convey mission of store through careful positioning of lead-off departmentSlotting fees; Fees manufacturers pay to get shelf space for their products.Servicescapes; The physical surroundings in which a service takes place, and howthey affect customers and employees.-Ambient conditions - background characteristics such as lighting, sound, smell,and temperatureSpatial layout and functionality - which involve customer circulation pathplanning, aisle characteristics, and product groupingSigns, symbols, and artifacts - characteristics of building design that carry socialsignificanceWarehouse layoutA design that attempts to minimize total cost by addressing tradeoffs between space and material handling. Material handlingcosts are all costs related to the transaction. The relationshipbetween receiving/unloading area and the shipping/loading areais an important component of the layout.Cross-dockingAvoiding the placing of materials or supplies in storage byprocessing them as they are received for shipment.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardb
This summary can be used by: Operations Management part 2Random stockingUsed in warehousing to locate stock wherever there is an openlocation.Typically requires automatic identification systems (AISs) andeffective information systemsRandom assignment of stocking locations allows more efficientuse of space1. Maintain list of open locations2. Maintain accurate records3. Sequence items to minimize travel time4. Combine picking orders5. Assign classes of items to particular areasCustomizing Using warehousing to add value to the product through componentmodification, repair, labeling, and packaging. It is a useful way togenerate competitive advantage in markets with rapidly changingproducts, especially in warehouses.Fixed-position layout Addresses the layout requirements of stationary projects.- Product remains in one place- Workers and equipment come to site- Complicating factors* Limited space at site* Different materials required at different stages of the project* Volume of materials needed is dynamicProcess-oriented(or functional) Layout A layout that deals with low-volume, highvariety production; like machines ad equipment are groupedtogetherCharacteristics- Large variety of inputs- Large variety of outputs- Much and varied transport- Long and varied product lead timesLayout principle:- Maximum utilization of each machine- Maximum labour specializationJob lots are groups or batches of parts that are processed together.Material costs in this design depend on the number of loads that must be moved andthe distance related costs.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardc
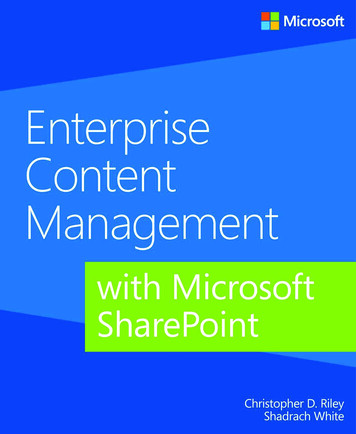
This summary can be used by: Operations Management part 2Process layout in Service environmentSteps in Developing a Process-Oriented Layout1. Construct a “from-to matrix”2. Determine space requirements for each department3. Develop an initial schematic diagram4. Determine the cost of this layout5. By trial-and-error (or more sophisticated means), try to improve the initial layout6. Prepare a detailed plan that evaluates factors in addition to transportation costExampleCome to one of our JoHo centers for your ISIC/IYTC international student discount cardd
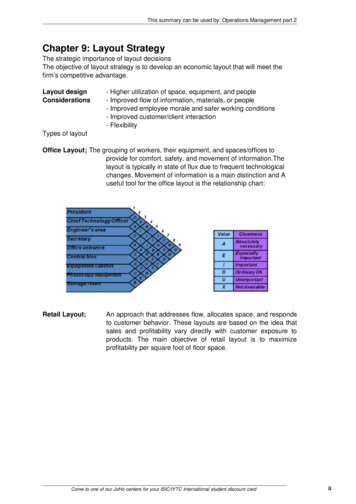
This summary can be used by: Operations Management part 2OriginalAdjustedCRAFT isa computerprogram that systematically examines alternative departmental rearrangements toreduce total material handling costs.Work Cells; An arrangement of machines and personnel that focuses on making asingle product or family of related products.Advantages of work Cells1. Reduced work-in-process inventory2. Less floor space required3. Reduced raw material and finished goods inventory4. Reduced direct labor5. Heightened sense of employee participation6. Increased use of equipment and machinery7. Reduced investment in machinery and equipmentCome to one of our JoHo centers for your ISIC/IYTC international student discount carde
This summary can be used by: Operations Management part 2Requirements of Work cells1. Identification of families of products2. A high level of training and flexibility on the part of employees3. Either staff support or flexible, imaginative employees toestablish work cells initially4. Test (poka-yoke) at each station in the cellImproving Layouts Using Work cellsMore complex Cell formationFor work cells, appropriate staffing is needed. Therefore we determine the Takt timefirst;Takt time is the frequency of production units necessary to meet customer orders.Takt time Total work available / Units requiredThen the number of operations required is determined:Workers required Total operation time required / Takt timeA Focused work center can be organized when a firm has identified a family of similarproducts that have a large and stable demand . This center moves production from ageneral-purpose, process-oriented facility to a large work cell that remains part of theCome to one of our JoHo centers for your ISIC/IYTC international student discount cardf
This summary can be used by: Operations Management part 2present plant.When the focused work center is in a separate facility, it’s called afocused factory.Repetitive and Product-Oriented LayoutOrganized around products or families of similar high-volume, low-variety products- Volume is adequate for high equipment utilization- Product demand is stable enough to justify high investment inspecialized equipment- Product is standardized or approaching a phase of life cyclethat justifies investment- Supplies of raw materials and components are adequate and ofuniform qualityAdvantages:- Low variable cost per unit- Low material handling costs- Reduced work-in-process inventories- Easier training and supervision- Rapid throughputDisadvantages:- High volume is required- Work stoppage at any pointties up the whole operation- Lack of flexibility in productor production rates- Difficult maintenance management- Very complex start-up- High fixed costsFabrication line; A machine-paced, product-oriented facility for building components.- Builds components- Uses series of machines- Repetitive process- Machine paced- Balanced by physical redesignExhausts, valves, overhead doors, car engine, margarineAssembly lineAn approach that puts fabricated parts together at a series ofworkstations; used in repetitive processes.- Assembles fabricated parts- Uses workstation- Repetitive process- Paced by tasks- Balanced by moving tasksCars, consumer electronics, home appliances, computersAssembly-line balancing; Obtaining output at each workstation on the production lineso delay is minimized, to minimize the imbalance betweenmachines or personell while meeting a required output of the line.For this balance management must know the sequence in whichvarious tasks must be performed, and the tools, equipment andwork methods used.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardg
This summary can be used by: Operations Management part 2Chapter 10: Human resources and Job designHuman resource strategyThe objective of a human resource strategy is to manage labor and design jobsso people are effectively and efficiently utilized.1. People should be effectively utilized within the constraints of other operationsmanagement decisions2. People should have a reasonable quality of work life in an atmosphere of mutualcommitment and trustLabor planningA means of determining staffing policies with employmentstability and work schedules.Employment stability Policies- Follow demand exactly.- Hold employment constant.With a stable workforce the firm can be able to pay lower wages, and these savingscan provide competitive advantage. Employment policies must be determined, partly bythe manager’s view of labor costs.Standard work schedule; Five 8-hour days in the U.S.Flextime; A system that allows employees within limits, to determine their own workschedules. This fringe benefit may contribute to job satisfaction.Flexible workweek A work schedule that deviates from the normal or standard five 8hour days (such as four 10-hour days). When there are longershifts, that contribute to a shorter workweek, it’s called aCome to one of our JoHo centers for your ISIC/IYTC international student discount cardh
This summary can be used by: Operations Management part 2compressed workweek.Part-time statusWhen an employee works less than a normal week; less than 32hours per week often classifies an employee as “part time”.When a firm is more flexible in staffing and establishing work schedules, the moreefficient and responsive it can be.Job designJob design; An approach that specifies the tasks that constitute a job for an individualor a group.Labor (or job) Specialization; The division of labor into unique (“special”) tasks.This can be done in different ways:-Development of dexterity and faster learning because of repetition-Less loss of time by not changing jobs or tools by employees.-Development of specialized tools because each employee only needs a few tools for atask.Job enlargement; The grouping of a variety of tasks about the same skill level;horizontal enlargement.Job rotation; A system in which an employee is moved from one specialized job toanother.Job enrichment; A method of giving an employee more responsibility that includessome of the planning and control necessary for jobaccomplishment.Job enlargement is horizontal expansion, job enrichment is vertical expansion.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardi
This summary can be used by: Operations Management part 2Employee Empowerment Enlarging employee jobs so that the added responsibilityand authority is moved to the lowest level possible in theorganization.Jobs should have the following characteristics, by Hackman and Oldham:-Skill variety-Job identity-Jo significance-Autonomy-FeedbackSelf-directed teams Group of empowered individuals working together to reach acommon goal.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardj
This summary can be used by: Operations Management part 2Limitations of JobExpansion1. Higher capital cost2. Individuals may prefer simple jobs3. Higher wage rates for greater skills4. Smaller labor pool5. Increased accident rates6. Current technology may not lend itself to job expansionMotivation and Incentive SystemsBonus ; A monetary reward, usually in cash or stock options, given to managementProfit-sharing; A system providing some portion of any profit for distribution toemployeesGain sharing; A system of rewards to employees for organizational improvementsIncentive system; An employee award based on individual or group productivity.Knowledge-based Pay systems; A portion of the employee’s pay depends ondemonstrated knowledge or skills of the employee.These pay systems have three dimensions:-Horizontal skills; reflect the variety of tasks the employee can perform-Vertical skills; reflect the planning and control aspects of the job-Depth of skills; reflect quality and productivityErgonomics and Work MethodsErgonomics; The study of work; often called human factors.Methods Analysis; Developing work procedures that are safe and produce qualityproducts efficiently.1. Movement of individuals or material (Flow diagrams)2. Activities of human and machine and crew activity (Activity charts)3. Body movement (Micro-motion charts)Flow diagrams are drawings used to analyze movement or people materialActivity charts are used to study and improve the utilization of an operator and amachine or some combination of these.Operations charts analyze body movement, by pointing out wasted motion and idletime.The visual workplace uses low-cost visual devices to share information quickly andaccurately.Visual systems can help employees understand the link between work and theorganization’s performance, by communicating the larger picture. Performance detailscan also be presented, usually by Statistical process control charts.There are also visual signals to aid housekeeping in the form of;shadow board and footprinting; painted symbols that indicate the place for tools.labeling; identification of parts, in order to reduce waste.color-coed signs and light; visual signal that tell it is time for maintenanceCome to one of our JoHo centers for your ISIC/IYTC international student discount cardk
This summary can be used by: Operations Management part 2Anon is a call light that signals that there is a problem.Ethics and the work- Fairness, equity, and ethics are important constraints of job designEnvironmentImportant issues may relate to equal opportunity, equal pay for equal work, andsafe working conditionsHelpful to work with government agencies, trade unions, insurers, andemployeesLabor standardsThe amount of time required to perform a job, or part of a job.- Effective manpower planning is dependent on the knowledge of the labor required- Labor standards are the amount of time required to perform a job or part of a job- Accurate labor standards help determine labor requirements, costs, and fair workChapter 12: Inventory ManagementThe functions of inventory are:-Separate parts of the production process-Decouple the firm from fluctuations in demand-Take advantage of quantity discounts-Hedge against inflationTypes of inventoryRaw material; Materials that are usually purchased but have yet to enter themanufacturing processWork-in-progress inventory(WIP); Products or components that are no longer rawmaterial but have yet to become finished products.MRO; Maintenance, repair and operating materialsFinished goods; An end item ready to be sold, but still an asset on the company’sbooks.inventoryMain Inventory DecisionsWhat do you keep in inventory and at which stage? How do you keep track of existinginventories?When to replenish and how much to order?Come to one of our JoHo centers for your ISIC/IYTC international student discount cardl
This summary can be used by: Operations Management part 2Advantages of inventoryDisadvantages of inventory- To ”decouple” or separate various parts of the- Higher costsproduction process- item cost (if purchased)- To provide a stock of goods that will provide a- holding (or carrying) cost“selection” for customers- Difficult to control- To take advantage of quantity discounts and- Hides production problemseconomies of scale in production or transportation- Risk of demand shifts(obsolescence)- Cycle inventory: products waiting for more- Loss of products (theft,damage, etc)similar products to be processed together- Seasonal inventory: anticipated differencebetween moment production and moment of sales.- To buffer against variations in lead times (safety stock)- To hedge against risks (inflation, upward pricechanges, strikes, wars)Customer orderThe CODP indicates the point in the production processafter whichdecoupling point (CODP) production occurs only based upon customer demand.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardm
This summary can be used by: Operations Management part 2The choice of the CODP is crucialIf you put it too close to the customer:disadvantages of inventoryIf you put it too far from the customer:unnecessary inventory seeLong lead times for the customerInventory AccuracyABC analysisA method for dividing on-hand inventory into three classifications (Aclass, B class, C class) based on annual dollar volume . Todetermine the annual dollar volume, we measure the annualdemand of each inventory item * the cost per unit.-Policies based on ABC analysisDevelop class A suppliers moreGive tighter physical control of A itemsForecast A items more carefullyCycle countingA continuing reconciliation of inventory with inventory records.ü Eliminates shutdown and interruption of productionnecessary for annual physical inventoriesü Eliminates annual inventory adjustmentsü Provides trained personnel to audit the accuracy ofinventoryü Allows the cause of errors to be identified and remedialaction to be takenü Maintains accurate inventory records (differences occurdue to e.g. picking errors, theft, sloppy paperwork).Shrinkage; Retail inventory that is unaccounted for between receipts and sale. Itoccurs from damage, theft and bad paperwork. Inventory theft is known as Pilferage.Inventory ModelsHolding CostOrdering CostSetup CostSetup timeThe cost to keep or carry inventory in stockThe cost of the ordering processThe cost to prepare a machine or process for productionThe time required to prepare a machine or process for productionInventory orders answer to questions:How to order? and How much to order?Independent demand models are:-Basic economic order quantity-Production order quantity model-Quantity discount modelEconomic order; An inventory-control technique that minimizes the total of orderingand Quantity model (EOQ) holding costs.-Demand is known, constant, and independent-Lead time (time between placement & receipt of order) is known & constant-Receipt of inventory is instantaneous and complete-Quantity discounts are not possible-Only ordering and holding costCome to one of our JoHo centers for your ISIC/IYTC international student discount cardn
This summary can be used by: Operations Management part 2-Stockouts can be completely avoided if orders are placed at the right timeQQ*DSH Number of pieces per order Optimal number of pieces per order (EOQ) Annual demand in units for the Inventory item Setup or ordering cost for each order Holding or carrying cost per unit per yearInventory usage over timeMinimizing costsAnnual setup cost (annual demand/numbers of units in each order)(setup or ordercost per order)Annual holding cost (order quantity/2)(holding cost per unit per yeaerOptimal order quantity: When annual setup cost annual holding costsExpected number of orders, N Demand/ Order quantityExpected time between orders, T Number of working days per year/ NTotal annual costs Setup costs Holding costsRobust; A model that gives satisfactory answers even with substantial variation in itsparameters.Total annual costs, To find the best order size, we need to find Q such that TC isminimized.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardo
This summary can be used by: Operations Management part 2Reorder PointLead Time; time between placing an order and receiving it (or: time needed forproducing the requested products)Reorder point; Inventory level at which a new order has to be placed to ensure timelydeliveryROP d*L where d is the demand per daySafety Stock is extra stock to allow for uneven demand; a bufferdemand per day The annual demand/ Number of working days in a yearProduction Ordering Quantity Model (POQ)Production Ordering; An economic order quantity technique applied to productionorders.Quantity Model (POQ)-There are time periods with production and time periods withoutproduction-Products are sold continuously.-Production occurs in fixed quantities (Q).-Goal is to determine the number of products to produce perproduction run such that total costs are minimized.-Total costs consist of setup costs and holding costsCome to one of our JoHo centers for your ISIC/IYTC international student discount cardp
This summary can be used by: Operations Management part 2Setup Cost (D/Q) * SHolding Cost max inventory level/2 * H 0,5*H*Q*(1-d/p)Max Inventory Level Total produced during production run Total used during production run Q – dt Q – d(Q/p) Q(1 – d/p)Total cost holding cost setup cost ½ HQ (1 – d/p) (D/Q) * SQuantity Discount ModelQuantity DiscountA reduced price for items purchased in large quantitiesSteps to take:1.For each price level, calculate the EOQ2.If the EOQ is lower than the minimum quantity to qualify for thediscount, then take the minimum quantity required3.Calculate total cost for each price level, based on the quantitydetermined in step 2.4.Select the quantity that has the lowest total costExampleCome to one of our JoHo centers for your ISIC/IYTC international student discount cardq
This summary can be used by: Operations Management part 2Probabilistic Models and Safety StockProbabilistic Model; A statistical modal applicable when product demand or any othervariable is not known but can be specified by means of a probability distribution.Service level;The complement of the probability of a stockout.Consider service level cycle& safety stockCycle service level 1 - Probability of stockout in a (cycle period betweentwo consecutive ordering)Higher service level means more safety stockMore safety stock means higher ROPReorder points- Simple inventory models assume that everything is 100% predictable.- In reality there may be uncertainty.- Reorder point if all EOQ assumptions hold: ROP d*L- Otherwise use safety stock: ROP d*L ssCome to one of our JoHo centers for your ISIC/IYTC international student discount cardr
This summary can be used by: Operations Management part 2There are also other probabilistic models, for each of these situations one modelcan be used:- Demand is variable and lead time is constantROP (average daily demand x Lead time in days) Z* standard deviation duringlead time, σ dLT-Lead time is variable and demand is constantROP (Daily demand x Average lead time in days) Z(Daily demand) x σ LT-Both demand and lead time are variableROP (Average daily demand x Average lead time) Z σ dLTFixed-Period (P) SystemsFixed-quantity (Q) System; AN EOW ordering system, with the same order amounteach time.Perpetual inventory System; A system that keeps track of each withdrawal toinventory continuously, so records are alwayscurrent.Fixed-period (P) System; A system in which inventory orders are made at regulartime intervals. The assumptions of this system that are the same as the basic EOQfixed-quantity system are:The only relevant costs are the ordering and holding costs- Lead times are known as constant- Items are independent of one anotherCome to one of our JoHo centers for your ISIC/IYTC international student discount cards
This summary can be used by: Operations Management part 2Chapter 13:Aggregate planningAggregate Planning is an approach to determine the quantity and timing ofproduction for the- Setting goals & objectives (Example: Meet demand within the limits of availableresources at the least cost- Determining steps to achieve goals (Example: Hire more workers)- Setting start & completion dates (Example: Begin hiring in Jan.; finish, Mar.)\- Assigning responsibility (LAW: Responsibility without commensurate authority isdemoralizing and counterproductive)Scheduling decisions; Making plans that match production to changes in demandDisaggregation; The process of breaking the aggregate plan into greater detailCapacity Options- changing inventory levels- varying work force size by hiring or layoffs- varying production capacity through overtime or idle time- subcontracting- using part-time workersDemand Options- influencing demand (f.e. promotions)- back ordering during high demand periods- counterseasonal product mixingCome to one of our JoHo centers for your ISIC/IYTC international student discount cardt
This summary can be used by: Operations Management part 2Mixing Options:Chase StrategyLevel schedulinglevel over theSets production equal to forecasted demandMaintaining a constant output rate, production rate, or workforceplanninghorizonMixed methods for aggregate planningMixed strategy; A planning strategy that uses two or more controllable variables to seta feasable production plan. Mixed plans usually yield a better strategy, even thoughthey are more complex.Graphical and charting techniques; Aggregate planning techniques that work with afew variables at a time to allow planners to compare projected demand with existingcapacity.The five steps in this method are:1. Determine the demand in each period.2. Determine the capacity for regular time, overtime and subcontracting each period.3. Find labor costs, hiring and layoff costs, and inventory holding costs.4. Consider company policy that may apply to the worker or stock level.5. Develop alternative plans and examine their total costs.Transportation method of linear programming produces an optimal plan forminimizing costs, when the aggregate planning problem is seen as one of allocatingoperating capacity to meet forecasted demand.Management coefficients model is a formal planning model built around amanager’s experience and performance, assumed that the manager’s pastperformance is good in order to use it as a basis for future decisions.Yield management The aggregate planning process of allocating recources tocustomers at prices that will maximize profit or yield.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardu
This summary can be used by: Operations Management part 2Airlines, hotels, care rental agencies, cruise lines and electrical utilities all haveperishable inventory. They have the following characteristics that make yieldmanagement of interest:-Service or product can be sold in advance of consumption- Demand fluctuates- Capacity is relatively fixed- Demand can be segmented- Variable costs are low and fixed costs are highIn order to make yield management work, three issues need to be managed:1. Multiple pricing structures must be feasible and appear logical to the customer.2. Forecasts of the use and duration of the use must be made.3. Dealing with changes in demand.Chapter 14: Material requirements planning (MRP) andERPMaterials Requirement Planning (MRP)MRP; A dependent demand technique that uses bill-of-material, inventory, expectedreceipts, and a master production schedule to determine materialrequirements.The planning process; Regardless of the complexity of the planning process, theaggregate production plan and its derivative, the masterproduction schedule, must be developed.Come to one of our JoHo centers for your ISIC/IYTC international student discount cardv
This summary can be used by: Operations Management part 2Master production Schedule (MPS); A timetable that specifies what is to be madeand when.Bill of Material (BOM); A listing of the components, and the quantity of each requiredto make one unit of a product.Modular bills; Bills of material organized by major subassemblies or by productoptions.Planning bills; A material grouping created in order to assign an artificial parent to thebill of material.Phantom bills of Material; Bills of material for components, usually assembles, thatexist only temporarily; they are never inventoried.Low-level coding; A number that identifies items at the lowest level at which theyoccur. It ensures that an item is always at the lowest level of usage.MRP managementWhen there are frequent changes in the MRP system, it is called Systemnervousness. Two tools are helpful when trying to reduce this system nervousness:-Time fences: A way of allowing a segment of the master shedule to be designated as‘’not to be rescheduled’’-Pegging: Tracing upward in the bill of material (BOM) from the component ti theparent item.Integrating MRP and JIT, four approaches:Finite capacity planning: MRP software puts work into infinite size Buckets, that aretime units in a MRP system. Usually the time units are in weeks.2.Small bucket approach, in facilities where lead times are relatively stable and poorCome to one of our JoHo centers for your ISIC/IYTC international student discount cardw
This summary can be used by: Operations Management part 2balance between work centers is expected. This process schedules management in inprocess facilities.Bucketless system; Time-phased data are referenced using dated records ratherthan defined time periods, or buckets.Back flush; A system to reduce inventory balances by deducting everything in the billof material on completion of the unit.Balanced flow approach: planning and scheduling for repetitive operations. Executionis achieved by maintaining a carefully balance flow of material to assembly areas withsmall lot sizes.Supermarket: the subassemblies, components, and hardware items are maintainedin a common area (‘‘supermarket’’), adjacent to the production areas where they areused.Extensions of MRPClosed-loop MRP system A system that provides feedback to the capacity plan,mast
This summary can be used by: Operations Management part 2 Chapter 10: Human resources and Job design Human resource strategy The objective of a human resource strategy is to manage labor and design jobs so people are effectively and efficiently utilized. 1. People should be effectively utilized wi