Transcription
Organizingthe Workplaceto MaximizeProductivityA 5S/WorkplaceOrganizationResource Guide1
Table of Contents3What Is 5S?16OSHA/ANSI Floor Marking Color3Why is 5S Important?4Typical 5S Benefits17Step 5: Sustain5Starting with 5S185S Planning Tool9Step 1: Start215S Implementation Supply11Step 2: Set In Order225S Audit12Set in Order Guidelines27Workstation Requirements Form13Step 3: Shine28Red Tag Item Log14Step 4: Standardize29Item Disposition List15Common Visual Control30Detailed “What to Look For” ListTechniques31Shine Cleaning PlanCode ChartAbout UT CISThe University of Tennessee Center forIndustrial Services (UT CIS) delivers technicalassistance and training to businesses andcommunities throughout Tennessee. UT CIShas the real-world experience and expertise togive businesses and communities the tools theyneed to grow, succeed, and create good jobs.Since 2018, UT CIS has completed over 380projects with Tennessee manufacturersexceeding one billion in customer reportedeconomic impact.2
What is 5S?An organized work area reduces excessivemotion and wasted time looking for the righttool. When everything has a place, it is easierto spot something missing or misplaced.A clean work area draws attention to problemsor safety hazards. A clean floor helps spot anyleaks or spills. Encouraging people to watch forand address problems can result in a positivechange to an organizations culture.The 5S methodology implemented as partof a larger business model will reduce waste,improve quality, promote safety, and driveenterprise wide continuous improvement.SORT5S Methodology5S is a simple system that allows you tostandardize an operation, manage theexceptions and measure and improve overtime.The 5S methodology includes fivephases that turn organization into astep-by-step system allowing your workplaceto become more productive.SET IN ORDERSHINESTANDARDIZESUSTAINWhy is 5S important?5S achieves real results that are immediatelymeasurable. By eliminating time that is wastedon searching for or waiting for tools, supplies,or information you gain value added productiontime that increases overall productivity. 5S is ameans to an end.A typical 5S implementation will achieve 50to 75 percent increase in production timeand considerably less machine downtime asequipment issues are identified and repairedfaster. What could you do with 50% moreproduction time?Scenerio: First impressions are everything.Imagine you are a new employee atCompany ABC. You are excited to begin yourmanufacturing career and show up on the firstday excited to become part of a team buildinga world class product. You show up a fewminutes early and met your new supervisor. Thesupervisor gives you a quick tour stopping atyour new workstation.and it’s a disaster. Theequipment is dirty, the tools have been thrownonto the table and you can’t even see thetabletop surface underneath all of this mess.How would this affect your morale andproductivity? As a new employee, what wouldyou need to do in order to start your day? Howdo you know what product is good or bad?How do you even know what to work on? Whatwould a potential customer think?3
The 5S system is designed to improveproductivity through organization,identification, maintenance, and sustainability.Its end goal is to increase productivity andprofits while improving employee morale. The5S system is a not a series of steps that arecarried out one time but rather the pillar of astrong continuous improvement culture. 5Sfocuses on keeping everything in its place tomaintain consistency in the work environment.Eliminating inconsistencies reduces disruptionsto production processes, resulting in a morepredictable quality of output.Typical 5S EmployeeSafetyMachine yEquipmentReliabilityNon Value-AddedActivitiesWasteful InventoryTransportationMistakes andErrorsExcess InventoryCostsErgonomicsIssuesWorkers CompsCostsEmployee Orientation and Training TimeTime Searching, Waiting for Tools,Information Parts, Supplies, InventoryClutter and Disorganization4
Pain PointsOrganizations that could greatly benefit from 5Smay be experiencing the following pain points: Lost Production because operators arewaiting on supplies, parts or information.Operators away from workstation lookingfor tools, PPE, parts, inventoryHigh rate of defects and rework.Equipment is dirty; maintenance cannotidentify new leaks. Setup times are longer than ten minutes.Workforce spends significant time “cleaningup” before a customer visit.No space for new equipment or workspaces.Material handlers moving inventory around.Excessive time and manpower needed toconduct yearly inventory.Employees have “hidden stashes” ofsupplies or tools (increases costs).Starting with 5SBefore beginning your 5S journey, it is importantto understand the current company culture andany past experiences. There are three commonattitudes toward implementing 5S:We have done this in the past, but it didnot “stick”. In this situation the best way tokick start a new effort is to start with top levelcommitment and training. Evaluate the reasons5S did not “stick” the first time. Was 5S treated as a“flavor of the month” program? Was it “pushed” by a plant manager or CEOthat is no longer with the company? Was 5S considered “housekeeping” that wasdone the last five minutes of each shift? Did the previous program have associatedmetrics that were regularly updatedand discussed?We have already implemented 5S. If you havealready started implementing 5S but are stillexperiencing the pain points, then it is time toevaluate your efforts. Has everyone been trained on 5S andits benefits? Is 5S ingrained into your work processes anda part of new workflow design? Are you regularly observing workspaces andidentifying improvement opportunities? Are you tracking (and acting on)relevant metrics?Take a walk through your operation, do yousee faded banners on the walls, obsolete floormarkings, unorganized workstations, old dataon production boards? If so, refer back to thefirst scenario.We have never heard of 5S. Keep reading!Review the above questions as a leadershipteam before restarting to provide a solid basisfor sustainment and continuous improvement.5
Choosing An AreaChoosing A TeamSelect small target areas or zones to begin your5S implementation. When choosing a startingplace consider: Overall likelihood for success in terms ofcurrent team culture Level of production – does a particular areaneed to achieve more? Are safety incidences higher at a certainworkstation or machine? Where do you have the longest setup/changeover time? Do you need to improve equipment uptimeon a particular machine? Is the office environment the better placeto start?The most important aspect of choosing a5S area team is making sure you DO NOTleave the operators out. The operatorsthat work in the process each day are yourmost valuable players. They know whatdoes and does not work, how to finesseequipment that is not properly maintained,and how to produce quality parts from asubpar process.Showing the success in a pilot area will giveothers a reason to buy-in to the system,creating a sustainable foundation for asuccessful 5S system.Aside from primary operators, the areasupervisor and a maintenance technicianare invaluable. The supervisor will providesupport and remove roadblocks while themaintenance technician can expedite anywork order requests.In today’s manufacturing environment, ateam of four to six participants is sufficientto implement 5S in a reasonably sizedarea. Including team members from otherdepartments; especially the office, is agreat way to spread enthusiasm for andunderstanding of the 5S system. It alsogives other departments the opportunityto understand other aspects of theprocess.Traditionally, 5S is implemented duringa three to five-day kaizen event in whichall hands are on deck and production ishalted. For most companies, that is nota viable option. Set an implementationschedule that works for your productionneeds and stick to it.6
Levels of SupportMiddle/LineManagement RoleTop Management RoleBe a mentorSet the visionInitiate the 5S systemProvide resourcesLead by exampleFacilitate the 5S processLead by exampleProvide 5S trainingRemove roadblocksEmpower workforceAll levels of management must understand andpractice the 5S methodology to provide anexample to other employees. Top managementwill set the vision and support that visionthroughout the organization. Middle and linemanagers will have a direct role in leading andcoordinating the 5S process. The front-lineemployees are the most important group forany type of improvement activity. They will bedirectly impacted by the changes but also havefirsthand knowledge of how to improvethe process.Understand the Current StateOnce a team is determined, the next step is toestablish a baseline for the target area. Thisprocess will help determine improvement ideasand make it possible to measure success.To establish a baseline process:1. Take before photos of the area. Photos area great way to show the before and afterstates. Take the after photos from the sameperspective as the before photos.FrontlineEmployee RoleParticipate activelyGive suggestionsRespect other’s opinionBe a good team playerMaintain discipline2. Build a spaghetti diagram (see next pagefor directions) documenting the operator,material, and information flow.3. Document baseline metrics like numberof steps, material flow distance, amountof downtime or delay due to searching orwaiting, current throughput, and lead time.4. Conduct an initial 5S audit.5. Complete a workstation requirements form.It is important to understand the purpose ofthe workstation: What activities happen in the area(materials dropped off and pickedup, component part and tool storage,paperwork, testing, PPE storage? Others.)– include a template. What tools and information are required?7
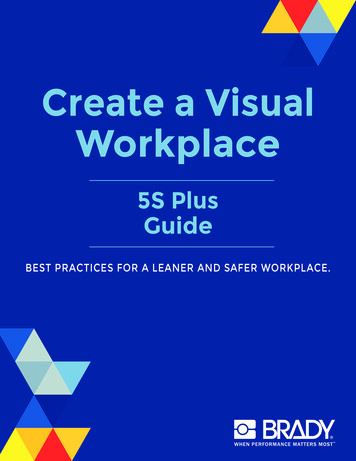
Drawing a Spaghetti Diagram1. Start with a blank layout ofthe work area.2. Track the movement of theoperator, materials, andinformation.3. Document the number ofsteps and flow distance.4. Rearrange the work areato reduce movement.Using Red TagsThis first “S” is where workers will makedecisions that lead to a clutter-free workspace;the visual cues of the 5S red tags are a vital partof the process. Before starting the Sort phase,you will need to work with red tags.Date:Department:Tagged By:Item Description:Item CategoryRaw MaterialFinished GoodWIPMachine PartRework/ScrapToolsEquipmentTooling/FixtureRed Tags - as shown on the right - are usedto identify items in the work area whoseimmediate use or need is unclear. 5S RedTagged items should be placed in a separatelocation called a Red Tag Holding Area.To begin using Red Tags, follow these steps:Determine the location of a Red TagHolding Area.2. Set up and identify the Red TagHolding Area.3. Identify a Red Tag Holding Area manager4. Develop and post rules and standards for theRed Tag Holding Area.Other/Unknown1.Reason TaggedNot UsedDoes not FunctionOwner UnknownOther8
5. Identify unused, unnecessary, ormisplaced items6. Complete a red tag for each item7. Attach red tag to the item8. Move the item to the red tag holding are9. Items will be held for no longer than 30 daysRed Tag Holding Area Guidelines The Red Tag Holding Area Manager willlog all items in the Red Tag Item Log Items should not remain in the holdingarea longer than 30 days. Locate the red tag holding area so that itis visible (not hidden in the back). Employees may add to or remove itemsfrom the red tag area as needed.Step 1: SORTSort simply means to go through everythingin your work area and only keep items that areused on a frequent basis. All other items are redtagged, stored outside the area, or discarded.The Item Disposition List will help determinewhat to do with items used infrequently.Question everything in the work area. Your goalis to understand: When was an item last used? (never ask,“Do you need this?”) What is an item used for? Who uses the item? What quantity of the item is required forcurrent hourly/daily production rates? Would removing the item negativelyimpact production?As a rule of thumb anything that has not beenused in the past two weeks should be redtagged. A red tag does not mean an item needsto be thrown away; it simply means an itemis not used where it is. Once items have beentagged, they may be moved to the red tag area.When In Doubt, Move It OutWhat to Look For Rusty parts or tools Excessive inventory and supplies Things covered in dust from lack of use Redundant parts or tools in cabinetsand drawers Obsolete fixtures, jigs, parts, equipment Outdated information Defective parts, tools, and equipment9
CategoryObsoleteAction SellHold for depreciationGive awayThrow awayItem Disposition List1.For each red tagged item, determine thecategory within which it belongs.2. Determine the action required and write iton the red tag and/or the Red Tag Item Log.Defective Return to supplierRecycleSchedule repair/rework3. The red tag area manager is responsible forproperly storing and disposing of items inthe red tag area.Scrap Place in red tag areafor disposition4. The operators and 5S team are responsiblefor properly storing items that will remain inUsed Daily Store at point of useUsed Onceper Week Store at workstation Store in an accessiblearea outside theimmediate workstation Place in red tag areafor disposition Place in red tag areafor dispositionUsed Lessthan Onceper MonthSeldomUsedUnknownthe work area.10
Step 2: SET IN ORDERThe Set in Order goal is to arrange tools,equipment, and parts so that they encouragework flow. This process lets everyone knowwhat goes where, and gives them confidencethat everything is where it needs to be.A Place for Everything andEverything in Its PlaceSet in Order Process1.Identify and gather needed supplies (bins,labels, tags, colored tape, etc).2. Use the spaghetti diagram to set the newlayout flow (if applicable).3. Use the workstation requirements formto determine required tools, materials,information, etc.4. Analyze the work area for additionalimprovement opportunities and look forways to reduce sources of waste and error aswell as to make the workplace more visuallyinstructiive.Set in Order Guidelines Tools belong to the workstation or machine– not the operatorEliminate Searching Waste.Walking in a straight line is better thanwalking around things.The more often an item is used, the closer itshould be to where it is used.Make it easy to locate and get an item.Make it easy to return an item after use.Eliminate empty space if possible.Have only one row of items on shelves.Avoid storing items in piles.Apply the First in First Out rule.Avoid storing materials or supplies onthe floor. Eliminate doors and drawers when possible.Avoid private collections of suppliesand equipment.Questions to Consider Where should items be located to makethem most accessible for the normal patternof the work? How can you tell, at a glance, if an item isthere, or if the normal pattern of work hasbeen broken? What should happen, immediately, if thatnormal pattern of work is broken?11
Set In Order Guidelines Equipment& ToolsQualityProcedures Quality standards are visually designed and properly displayed.Examples of acceptable and unacceptable outputs are posted.Quality performance trends are displayed. The latest version of work instructions and jobaids are posted.Visual or auditory signals are employed to alertoperators to abnormal conditions.Mistake-proofing devices are used to prevent humanand machine errors. Inventory/MaterialHandling SafetyUtility pipes, conduits, compressed air hoses, gas cylindersand electrical systems are clearly labeled.Tools are kept near the point of use, organized, and labeled.Gauges and indicators are marked so abnormalitiescan be quickly detected. Line side inventories (inventory type, max/minquantity, location, etc.) are clearly marked.Storerooms (shelf, rack and bin labels, restocking indicators,barcoding, etc.) are organized and marked.Inventory delivery routes are marked, andreplenishment procedures are posted.Provide hazard warnings and safe work instructionsat the point of need.Locations for lockout/tag out devices, eye wash stations, first aidstations, safety showers, etc., are clearly marked.Proper personal protection equipment is easy toaccess and ready for use.12
Step 3: SHINEShine is not about “housekeeping”. The goalof the Shine phase is to return the work areaand equipment to a “like new” condition andthen maintain that condition. The end goal ishaving the ability to quickly identify abnormalconditions. For example, it is easier to see an oilleak if it drips on a clean floor.Make It Look and RunLike Brand NewShine Procedures1. Check to see if everything is in its place.2. Check to see if you need to replace anything.3. Check specific equipment fornecessary repairs.4. Check everything; see if deep cleaning,repair, or replacement is needed.5. Shine and inspect through cleaningevery shift.Use the Shine Cleaning Plan to: Determine shine activities, frequencies,and assignments. Identify appropriate cleaning methods,tools, and supplies.13
Step 4: STANDARDIZEMaintain the first three S’s Standardize is fundamentally about establishingclear, unambiguous norms and is initiated afterthe workspace has been sorted, organized,and cleaned. Standardizing work areas andprocedures ensure the first three phases aremaintained. In order to accomplish this step:assign and integrate 5S responsibilties, schedule5S tasks and audit the results.Standarizing the workspace has many benefits: Ability to maintain a great first impressionwith customers and new employees. Easier to train new employees and crosstrain current employees. A safer workplace with fewer errors andquality defects. Consistency in products and servicesprovided to customers. Operators are able to identifyabnormal conditions. Each employee knows what needs to bedone, when it needs to be done, andexactly how to do it. maintained, reviewed and improved inthe future?How can we prevent accumulatingunnecessary items?How can we prevent tools and items fromnot being returned to the right place?What daily inspection is needed to quicklyaddress equipment issues?How can we create a visual workplace?Implementing a visual workplacecan serve as the key sustainingforce of a 5S implementation.Visual management is designed to create awork place that is self-explaining, self ordering,and self improving. Visual managementprovides the operational status in a easy tounderstand format, conveys information,instructions and feedback, and makes problems,abnormalities or deviations from standardsvisible to everyone.Key Questions to Address and Mitigate: Have procedures/work instructions beencreated or updated based on changesintroduced in the previous steps? Do operators share a common approach toaccomplishing tasks in the work area? Is there a system by which procedures/labels/schedules, etc. are regularly14
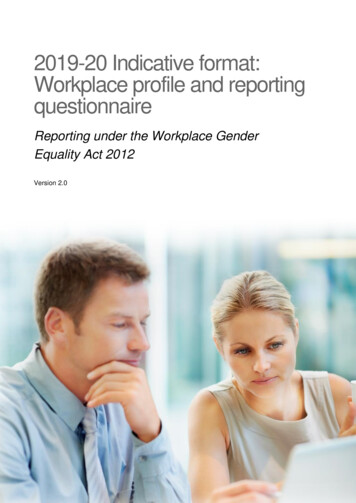
Common Visual Control NING95323971424MarkersLABELSLINE STATUSTARGETACTUALDIFFERENCEEFFICIENCY (%)SHADOWBOARDSSIGNSDRAWERFOAMFLOORMARKINGS5S RED TAG AREAThe main purpose of visual controls,commonly implemented duringstandardize, is to organize theworkplace so that anyone can quicklysee the current status of your operation.15
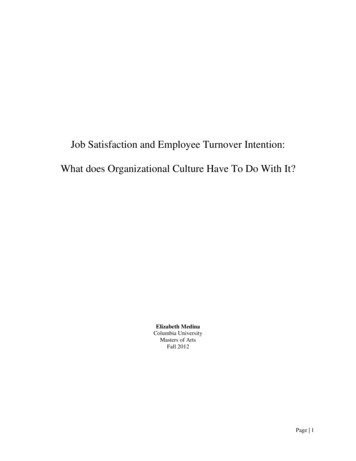
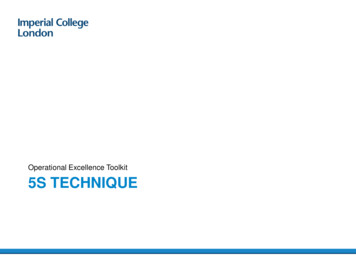
OSHA/ANSI Floor Marking Color Code ChartThese color code recommendations are widely accepted and comply with any interpretation ofOSHA or American National Standards Institute (ANSI) codes.YELLOWMost pathways Aisleways, Traffic Lanes,Work Cells, TransportEquipmentORANGEWHITERacks, Carts, Benches,and other UncategorizedEquipmentBLUEMaterial or Productsfor InspectionRaw MaterialsGREENGRAY / BROWN /PURPLEMaterials & Manufacturing:Finished GoodsREDDefects / Scraps /Red TagBLACKWorks in ProcessMaterialsMarkings not Covered byOther Color Standards16
Step 5: SUSTAINThe most common complaint about 5S is “wecouldn’t sustain it.” The two major causes of thisfailure are: Employees are not involved in every step ofthe process Management naively assumes thatemployees will instantly understand thevalue of 5S and will practice it.5S is a never-ending daily process in whichSustain means not only sustaining the gains, butalso to keep improving workplace organization.Supporting ContinuingCommittmentSustain Questions to Consider Sustain Procedure Stick to the rules to keep the workplace wellordered and run by agreed-upon standards.Ensure that all workers have been trained inthe procedures.Use the results of regular 5S audits toimplement further improvements.Inform and encourage participationthrough 5S concepts and skills training, 5Scommunications boards, photo displays,one-point lessons, study groups, and dailyand weekly 5S activities. Have the 5S benefits been adequatelycommunicated to all stakeholders?Is the workforce trained to carry-out the5S activities?Is there a system in place to monitor andfollow-up 5S tasks?Are 5S audit results communicated andcorrective actions implemented?Are measures in place to ensure workareas and processes are regularlyevaluated and improved?17
5S PLANNING TOOLSTEPS1. Establish 5S Target AreasStrategy: Find areas thatwill show remarkablesuccess and give teamsexperience with 5S.QUESTIONS 2. Determine timecommitment andestablishimplementation dates. Strategy: Determine theextent of 5S activity for thisto be successful. 3. Determine resourcerequirement estimates.Strategy: Consider detailedrequirements to adequatelycomplete the 5S activity. Where do bottlenecks exist?What area creates frustration and wasted time?Which areas have clear boundaries and ownership?How much resistance might be involved?Who will need to be on board?How much time do you and potential team members have?What are the measurable sources of wastefor improvement?Do these improvement measures support organizational/area goals?How large is the area?How many people can do 5S work in this area withoutgetting in each other’s way?How long would it take to conduct: Sort? Set in Order?Shine?How many people would need to give input to agree tostandardization?Is the potential outcome worth the resources required?What lead times are needed for team scheduling, orderingspecial supplies, etc?Are there any slow times or peak activity times to consider- daily, weekly, seasonal?What additional equipment might be needed?What are potential issues for handling items inthe area, e.g. sharing or ownership with otherdepartments or shifts?What maintenance/facilities help can you anticipate?18
5S PLANNING TOOLSTEPS4. Select the team.Strategy: Your team isyour best resource; assignmembers that best knowthe area and can mostbenefit from the experience.5. Determine who you willneed help from and keystake holders.QUESTIONS Who works in the area? Who complains the most?Who could be a champion for the results?Is it possible to include members from associated groups? Who interfaces with these areas? Consider users andsuppliers that have a stake in the changes.What specific resource support will you need for each ofthe 5S Steps?Who can give you a valuable, informed opinion regardingthe changes? Strategy: Earlyidentification of the supportyou will need for theevent itself, as well as forsuccessful implementation.benefit from the experience.6. Identify potential issuesand a plan for resolution. Are there issues that need to be resolved at theLeadership level? How will Leadership be informed?Who else will need to be on board?Strategy: Anticipatepotential situations that arelikely to surface; identifylong-standing situationsthat will require resolution.19
5S PLANNING TOOLSTEPS7. Identify Expectationsand Measures.QUESTIONS What needs to change in the area?What is the vision for the work area after the 5S? How canwe measure the change to show success?What baseline data do we have?What baseline data do we need to collect?Strategy: Align withorganizational measures.20
5S IMPLEMENTATION SUPPLY GlovesTyvek suitsSafety glasses Rolling tape measureButcher paper/white boardMarkers (different colors)Blank 5S audit form Assorted tools (to take itemsapart if needed)Red tag area “rules”Item Disposition formBlank Red Tag Item formSet in Order Area map and spaghetti mapLabel maker and label materialFloor marking tapeColored bins, organizersShine EPA Approved Cleaner/DegreaserCleaning ragsSpray bottlesScrapers No specific supplies neededDevelop standard procedures,checklist, etc. Total employee involvementManagement supportPPEBaselineSortStandardizeSustain Face shieldsEar plugs ClipboardsCameraBlank Workplace Scan FormBlank Initial CleaningPlan Form Dedicated fork truck orpallet jackBins or boxes for small itemsRed tags Required workstation tools& suppliesDrawer foamShadow board materials Brooms/mops, mop bucketsPlastic pails w/handlesPressure washerPaint supplies (brushes,rollers, paint) Address the “keyquestions” listTags to flagmaintenance issues 5S communication and trainingfor new employees21
5S AUDITDATEAREAAUDITORLAST AUDIT DATELAST AUDIT SCORENEXT AUDIT DATE0NO EFFORTQUESTION ESULTSSCORE1Only the required EQUIPMENT is present in the area. All obsolete,broken, or unnecessary equipment not required for current projects areremoved from the area or red tagged for removal.2Only the required TOOLS are present in the area. Tools not required forcurrent projects are re- moved from the area or red tagged for removal.3Only the required FURNITURE is present in the area. All obsolete,broken, or unnecessary work- benches, shelves, chairs, lockers, etc. notrequired for current projects are removed from the area or red taggedfor removal.4Only the required SPARE PARTS and MATERIALS are present in thearea. Items not required for current projects are removed from the areaor red tagged for removal.5Only the required PAPERWORK is present in the area. Outdated orirrelevant memos, instructions, reports, posters, etc. are removed fromthe area.6All TRIPPING HAZARDS such as electrical wires and equipment cablesare removed from all working, standing, and walking areas.“SORT” TOTAL SCORE:22
5S AUDITSET IN ORDERQUESTION #SCORE1EQUIPMENT/MACHINERY is clearly identified (numbered, named,color coded, etc.) and placed in a properly identified location. Criticalmaintenance points are clearly marked.2TOOLS have a designated storage area that is within reach of the user/operator. The location is properly labeled, and a system is in place toidentify tools that are absent.3When applicable, FURNITURE is clearly identified (numbered, named,color coded, etc.) and placed in a properly identified location.4Locations for CONTAINERS, WIP’s, BOXES, BINS, etc. are clearly definedvia signs or marked/taped lines and properly labeled.5PAPERWORK is properly labeled and has a clearly identified locationthat is away from work sur- faces.6Work areas requiring PERSONAL PROTECTIVE EQUIPMENT (PPE) areclearly marked (floor tape, safety signs/labels, etc.).7STOP SWITCHES AND BREAKERS are properly maintained, highlyvisible and located for easy access in case of emergency.8FIRE HOSES, FIRE EXTINGUISHERS and other emergency equipmentare prominently displayed and are unobstructed.9FLOORS/AISLES are clearly marked; forklift lanes, exits, dangerousareas, paths of egress, walk- ways, aisles, etc. are all marked with visiblelines (floor tape/floor paint).10Working conditions are ERGONOMICALLY FRIENDLY- Tools and otheritems needed for daily work are stored at appropriate heights, antifatigue mats are in place where applicable, related safety signage isdisplayed clearly, etc.11The work area layout accommodates EASY UNOBSTRUCTED EXIT incase of emergency. The emergency exit route is posted in a conspicuouslocation for all to see.“SET IN ORDER” TOTAL SCORE:0NO RESULTS23
5S AUDITSHINEQUESTION #SCORE1All TOOLS are kept clean and in good working order and stored in amanner to keep them clean and free from risk of damage.2WORK SURFACES (Machines, workbenches, dies, and other equipmentincluding electrical boxes) are kept clean and painted.3WALLS, PARTITIONS, RAILS, ETC. are kept clean and painted.4FLOORS are free from dirt, debris, oil, parts, hardware, empty boxes, etc.and all drains (if applicable) are clear of debris and clogs.5PAPERWORK is kept clean and protected from dirt and othercontaminants.6CONTAINERS, BOXES, BINS, ETC. are clean and not cracked, torn,or otherwise damaged. When stored, they are neatly stacked in theircorrect location.7All PERSONAL PROTECTIVE EQUIPMENT (PPE) is maintained insanitary and reliable condition and is properly store in an easilyaccessible and labeled location when not in use.8All CLEANING EQUIPMENT is neatly stored and is readily available whenneeded.9All EQUIPMENT SAFETY-related warnings, signs, labels, floor lines, etc.are all clean, easy to read, not torn or damaged, and provide adequateprotection.10There is a posted SCHEDULE showing times, frequency, andresponsibilities to clean areas of the workplace such as windows,corners, walls, doors, tops of cabinets, etc.“SHINE” TOTAL SCORE:0NO RESULTS24
5S AUDITQUESTION #STANDARDIZE1TOOLS, EQUIPMENT, PAPERWORK, FURNITURE, ETC is stored neatly indesignated areas and are returned to their proper locations after use.2Equipment MAINTENANCE RECORDS are visible and clearly state whenmaintenance last occurred.3PRODUCT WASTE (shavings, containers, liquids, wrappers, etc.) isconsistently and regularly cleaned up and removed from the work area.4PREVENTATIVE ME
5S Methodology Why is 5S important? 5S achieves real results that are immediately measurable. By eliminating time that is wasted on searching for or waiting for tools, supplies, or information you gain value added production time that increases overall productivity. 5S is a means to an end. A t