Transcription
www.rapidwelding.comSTICK ELECTRODEWELDING GUIDEhttp://Procedures and Techniques
Customer Assistance Policyelding.comThe business of The Lincoln Electric Company is manufacturingand selling high quality welding equipment, consumables, andcutting equipment. Our challenge is to meet the needs of ourcustomers and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for advice or information abouttheir use of our products. We respond to our customers based onthe best information in our possession at that time. LincolnElectric is not in a position to warrant or guarantee such advice,and assumes no liability, with respect to such information oradvice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose,with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility forupdating or correcting any such information or advice once it hasbeen given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of ourproducts.w.rapidwLincoln Electric is a responsive manufacturer, but the selectionand use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electricaffect the results obtained in applying this type of fabricationmethods and service requirements.http://wwSubject to Change – This information is accurate to the best ofour knowledge at the time of printing. Please refer towww.lincolnelectric.com for any updated information.-2-
Table of Contentsg.comWelding Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . .4-34Out-of-Position Welding(Vertical and Overhead) . . . . . . . . . . . . . . . . . . . . . .4-7High Deposition Welding . . . . . . . . . . . . . . . . . . . .8-15Welding Inclined Plates . . . . . . . . . . . . . . . . . . . .16-17High Speed Welding (Sheet Metal) . . . . . . . . . . .18-23Low Hydrogen Welding . . . . . . . . . . . . . . . . . . . .24-34Minimum Preheat and Interpass Temperatures . . . .35inStick Electrode Selection Guide . . . . . . . . . . . . . . . . .36-38http://www.rapidweldWelding Safety Precautions . . . . . . . . . . . . . . . . . . . .39-48-3-
WELDING PROCEDURESOut-Of-Position Welding (Vertical and Overhead)When welding out-of-position, the molten metal tends to spill outof the joint. To offset this tendency, an electrode with a fastfreezing deposit is needed.g.comWelding made with out-of-position electrodes is slow, relativelyexpensive and require a high degree of operator skill. Therefore,whenever possible, work should be positioned for downhandwelding using High-Deposition electrodes – see pages 8-15.eldinProceduresVertical Up Groove Welds . . . . . . . . . . . . . . . page 6Vertical Down Welds . . . . . . . . . . . . . . . . . . . page 6Vertical Up Fillet Welds . . . . . . . . . . . . . . . . . . page 7Overhead Fillet Welds . . . . . . . . . . . . . . . . . . page 7w.rapidwFor vertical up and vertical down pipe welding technique,request Lincoln bulletin C2.420, Welding Pressure Pipelines.Alternate ElectrodesVertical, overhead, and horizontal groove welds on plate thickerthan 1/2” are most economically done with low hydrogenelectrodes – see pages 24-34.wwVertical Up vs. Vertical DownVertical down is recommended for fastest welding of 18 gaugeto 3/16” thick steel. A description of the recommended dragtechnique along with sheet metal procedures are given in thesection High-Speed Welding on pages 18-23.://Vertical up techniques provide deeper penetration and loweroverall welding costs on plate over 3/16” thick.httpElectrode, Current and PolarityThe vertical up and overhead procedures in this sectionrecommend 3/16” and smaller Fleetweld 5P or 5P (E6010)electrode using electrode positive and currents in the lowerportion of the electrode’s range. When only AC otuput isavailable, use Fleetweld 35 or Fleetweld 180 (E6011) electrode atabout 10% higher current.-4-
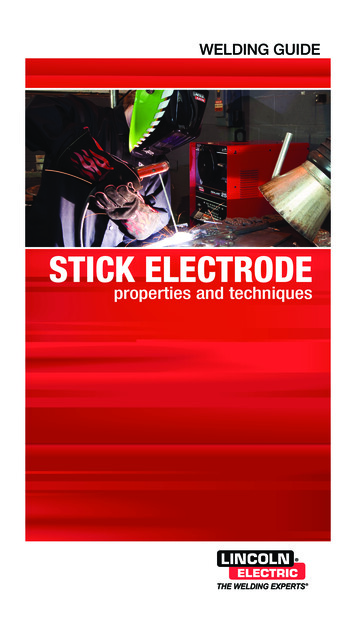
Vertical Up Techniques for Fillet and Groove WeldsWhipfirst passg.comBox weavesecond passStraight weaveeldin1. Make first pass root beads with a whipping technique. Whipthe electrode tip out of the molten crater and up for a shorttime to let the crater cool before returning the electrode tip tothe crater area to add more weld metal.w.rapidw2. Root pass beads, particularly when made with awhipping technique, tend to be humped in the middle.Therefore, a box weave is often needed for the second passto assure good fusion along the edge of the first bead. Thebox weave is similar to the straight weave except a slightupward motion is made at both sides of the weld. Maintain ashort arc with no whipping.ww3. Employ a straight weave for the final passes. Simply movethe electrode tip back and forth across the surface of theweld pausing slightly at both edges to insure penetration andwash-in without undercut.http://Overhead TechniquesWeld overhead as a series of root beads using a slightcirculation motion in the crater sometimes accompanied by awhip. Weave beads are too fluid and will spill.321312-5-
Vertical Up Groove WeldsPlate Size – T (in.)No. of Passes1/41-25/161-23/81-21/2-1AllFleetweld 5P, Fleetweld 5P /E6010Diameter (in.)5/325/323/163/16Current (Amps)PolarityArc Speed In./Min.(1)110DC 5-1/2120DC 4150DC 5160DC 4Ft. of Weld/Hr.(2)Lbs. of Elec./Ft. of Weld11.3238.5.440Table A1/8"12 T10.586SeeTable APlate Thickness-T 1/2” 5/8”No. of Passes1”46106.64.43.11.8eldFt. of Weld/Hr.3(2)3/4”in1/8"g.comElectrode/AWS ClassLbs. of Elec/Ft. .990 1.48 2.08 3.56w.rapidw1/2” and thicker plates are more economically weldedwith low hydrogen electrodes.Vertical Down WeldsWeld thicker plate with vertical up techniques.3/32" gapww3/16"Groove3/16://Plate Size – T (in.)Leg Size – L (in.)LtphtElectrode/AWS ClassFillet—5/32—1-2No. of PassesT1Fleetweld 5P, Fleetweld 5P E6010Diameter (in.)5/32Current (Amps)PolarityArc Speed In./Min.(1)120DC 10-11Ft. of Weld/Hr. (2)Lbs. of Elec./Ft. of Weld26.16855.071(1) First pass only. On later passes adjust arc speed to obtain proper bead size.(2) Total for all passes. 100% operating factor.-6-
Vertical Up Fillet WeldsorNo. of PassesLeg Size – L (in.)13/16115/16 3/81-21/21-35/81-43/4Fleetweld 5P, Fleetweld 5P (1)/ E6010Electrode/AWS ClassDiameter (in.)11/4g.comL3/16 3/16 3/16 3/16 3/163/16 3/1640.137251510.211 .346 .5146.8.8504.41.313.01.93w.rapidwFt. of Weld/Hr.(3)Lbs. of Elec./Ft. ofWeldeldinCurrent (Amps)150 155 155 155 160160 160PolarityDC DC DC DC DC DC DC Arc Speed In./Min.(2)8532 4-1/2 4-1/2 4-1/2Overhead Fillet WeldswwAfter first bead, the sequenceof bead placements starts onvertical plate for each layer.://No. of PassesLeg Size – LhttpElectrode/AWS ClassDiameter (in.)115/32 3/1611-2 1-31/4 5/16 3/8L1-61/21-10 1-155/83/4Fleetweld 5P, Fleetweld 5P /E60105/32 5/32 5/32 5/32 3/163/16 3/163/16Current (Amps)130 170 170 170 170PolarityDC DC DC DC DC 577Arc Speed In./Min.(2) 7-1/2 9170 170 170DC DC DC 777Ft. of Weld/Hr.(3)Lbs. of Elec./Ft. ofWeld6.9 4.4.945 1.483845251812.100 .145 .253 .369 .5323.12.13(1) 5/32” electrode can be used to allow better control.(2) First pass only. On later passes adjust arc speed to obtain proper bead size.(3) Total for all passes. 100% operating factor.-7-
High-Deposition WeldingHigh deposition applications includes groove, fillet, lap andcorner welds in 3/16” and thicker plate welded with the worklevel or slightly downhill. These joints are capable of holding alarge molten pool of weld metal as it freezes.g.comThese welds are made with Jetweld electrodes because the highiron powder content in the coating produces high deposit ratesto fill joints in the shortest time for economical welding.eldinProceduresLap welds . . . . . . . . . . . . . . . . . . . . . . . . . . . page 11Corner Welds . . . . . . . . . . . . . . . . . . . . . . . . . page 11Groove Welds . . . . . . . . . . . . . . . . . . . . . . . . page 12Flat Fillet Welds . . . . . . . . . . . . . . . . . . . . . . . page 14Horizontal Fillet Welds . . . . . . . . . . . . . . . . . . page 15w.rapidwAlternate ElectrodesWhen desired, the following alternate electrodes can be usedwith similar procedures:RecommendedJetweld 1 (E7024-1)Jetweld 1 or 3 (E7024)AlternateJetweld 3 (E7024)Jetweld LH-3800 (E7028H8)://wwJetweld Operating TechniquesPolarity and Current – Use AC for fast welding speeds, highdeposit rates, and good arc characteristics. DC can be used butthe resulting arc blow may complicate control of the moltenpuddle.httpOptimum current for most jobs is 5-10 amps above the center ofthe electrodes range. Do not exceed the center of the range forx-ray quality deposits.Use a Drag Technique – Tip the electrode 10 to 30 in the direction of travel and make stringer beads. Weld with the electrodeend lightly dragging on the work to force the molten metal outfrom under the electrode tip allowing adequate penetration. Thesmooth welds look almost like automatic welds.-8-
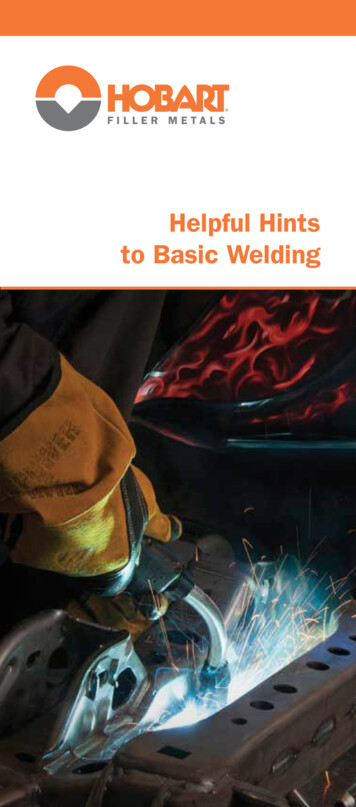
Slow travelWRONG1/8" root gap betweenelectrode coating and plateSlagFused metalg.comRIGHTPlateFast TravelElectrode coatingtouches plate lightly60 to 80 eldinSlagFused metalw.rapidwPlateTravel fast, but not too fast for good slag coverage. Stay about1/4” to 3/8” ahead of the molten slag. If travel speed is too slow,a small ball of molten slag may form and roll ahead of the arccausing erratic bead shape, spatter, and poor penetration.http://wwDeep Groove Groove Welds – To hold the large pool of moltenweld metal from Jetweld electrodes, either a weld backing plateor a root pass made with deep penetrating electrode (usuallyE6010 or E6011) is required. Deposit Jetweld beads with astringer technique or a slight weave to obtain fusion to bothplates. Split weave welds are better than a wide weave near thetop of deep grooves. Size the second to last layer so the lastlayer will not exceed a 1/16” buildup.-9-
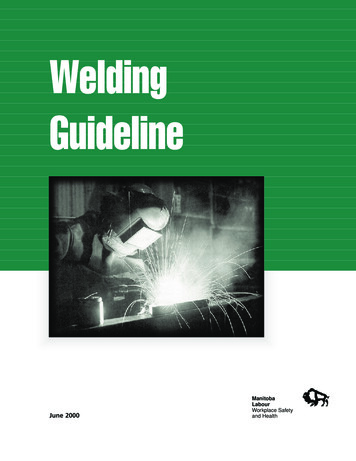
Fillet and Lap Welds – The ideal fillet or lap weld has equal legsand a flat or slightly convex bead. Excess convexity wastes weldmetal. A concave bead is susceptible to shrinkage cracks.g.comFlat fillet and lap welds are made with the same generaltechniques as groove welds.60 45 End viewSide vieweldinWeld single pass fillets using a drag technique with the tip of theelectrode touching both plates. Usually weld with the electrodeat a 45 angle (end view) from the horizontal plate. However,adjust this angle from as little as 30 to as much as 60 whenrequired to maintain equal leg sizes on both plates.w.rapidwWhen two passes are needed, deposit the first bead mostly onthe bottom plate. To weld the second pass hold the electrode atabout 45 angle fusing into the vertical plate and the first bead.42132tp://ww1htMake multiple pass horizontal fillets as shown in the sketch. Putthe first bead in the corner with fairly high current even thoughthere may be slight undercut, succeeding passes will burn it out.Deposit the second bead on the horizontal plate fusing into thefirst bead. Hold the electrode angle needed to deposit the filterbeads as shown, putting the final bead against the vertical plate.-10-
Lap WeldsTLUse fillet weld proceduresfor laps on 3/8” andthicker plate.3/163/161Electrode/AWS ClassFt. of Weld/Hr.(1)Lbs. of Elec./Ft. of weldJetweld AC1365.253w.rapidwCorner Welds7/32inCurrent (Amps)PolarityArc Speed In./Min.5/165/161eldDiameter (in.)1/41/41g.comPlate Size – T (in.)Leg Size – L (in.)No. of PassesLL 1/2 TwwT://Plate Size – T (in.)Leg Size – L (in.)Pass3/163/321httpElectrode/Class1/41/815/16 3/85/132 3/16111/21/41Jetweld 1/E7024-1Size5/323/167/327/321/4Current – AmpsPolarityArc Speed In./Min.215AC24.5260AC21330AC20.5340 390AC AC18 15.5Ft. of Weld/Hr.(1)Lbs. of Elec./Ft. of weld120.075105.114103.1529077.175 .250Note: Maximum strength, full size corner welds, as illustrated,can be made using the next smaller E7024 electrode, lowercurrents, slower arc speed and slower travel speed. Use 2passes on 1/2” plate when making full size corner weld.(1) 100% operating factor.-11-
Groove WeldsT1/16" 1/32"Do not use for code quality workPlate Size – T (in.)No. of Passes3/1621/425/162g.comThis square edge groove joint requires the deep penetration ofFleetweld 5P or 5P .3/82Electrode/AWS ClassFleetweld 5P, Fleetweld 5P /E6010Diameter (in.)1/45/165/16Current (Amps)PolarityArc Speed In./Min.(1)240DC 18325DC 18390DC 18Ft. of Weld/Hr.(2)Lbs. of Elec./Ft. of Weld45.17145.27545.3155/16w.rapidweldin410DC 1845.330(1) Both passes.(2) Total for all passes. 100% operating factor.Groove WeldswwFirst Pass3/16” Jetweld 2 E6027300 amps. AC at 14”/Min.://Plate Size – T (in.)No. of Fill Passes30¡TSteel backup5/162-3tpElectrode /AWS ClassDiameter (in.)3/82-33/42-612-8Jetweld 2/E60271/4390AC14htCurrent (Amps)PolarityArc Speed In./Min.(1)Ft. of Weld/Hr.(2)20Lbs. of Elec./Ft. of weld(3) .5241/22-45/16"22.697171.00118.21.69 2.37(1) First pass only. On later passes adjust arc speed to obtain properbead size.(2) Total for all passes. 100% operating factor.(3) Plus .228 lbs. of 3/16” E6027/ft. of weld for first pass.-12-
Deep Groove Welds60 Joint APass 1E601121TBack gouge beforewelding final pass1/8"1/16"Root passes - Joints A, B & C - 3/16 Fleetweld 35 (E6011), 175-180Amps. AC at 6-9 in/min.Plate Size – T (in.)No. of Passes3/82-31/22-3Electrode/AWS Classg.comJOINT A5/82-35/84Jetweld 2/E60273/167/32Current 235eldinDiameter (in.)Ft. of Weld/Hr.(1)21Lbs. of Elec./Ft. of Weld(2) .366w.rapidw19.4810(1) Total for all passes. 100% operating factor.(2) Plus .160 lbs. of 3/16” E6011/ft. of weld for each root pass.Over E6011 Root PassesJoint BJoint C5/16" & 3/8" Pass 1 — E6011 Passes 1 to 3 —1/2" - 1" Pass 1 & 2 — E6011 E60119T21://ww1/8"Plate Size – T (in.)No. of Passes1/8"87213456JOINT B5/1621/8" RootopeningJOINT C3/82-31/23Diameter (in.)5/32 5/321/41/41/41/4Current (Amps)Polarity220AC390AC390AC390AC390ACFt. of Weld/Hr.(1)Lbs. of Elec./Ft. ofWeld(2)211614 8.2 5.3 9.0.142 .284 .354 1.47 2.94 .728tphtT60 Electrode/AWS Class3/413-6 3-103/44-514-71-1/24-9Jetweld 2/E6027220AC(1) Total for all passes. 100% operating factor.(2) Plus .160 lbs. of 3/16” E6011/ft. of weld for each root pass.-13-6.21.454.13.04
Flat Fillet WeldsAlso see Low Hydrogen Procedures.T14 ga 12 ga 10 ga 3/16" 3/16"11111——— 5/32 5/32Electrode/AWS ClassJetweld 1/E7024-1Diameter (in.)3/321/81/85/32Current (Amps)PolarityArc Speed In./Min.(1)95150160 180 210 230 270ACACAC ACACACAC15 17-1/2 17-1/2 17 16-1/2 17 14-1/2w.rapidwFt. of Weld/Hr.(2)Lbs. of Elec./Ft. ofWeld5/32 3/16eld1/81/4" 1/4"113/16 3/16inPlate Size – TNo. of PassesLeg Size – L (in.)g.comL75.04988.076888583.082 .117 .16285.2072.29(1) First pass only. On later passes adjust arc speed to obtain properbead size.(2) Total for all passes. 100% operating factor.http://wwFor X-ray quality:1. Use low hydrogen procedures, pages 24-34.(or)2. Weld 3/16” to 5/16” fillets with E6027 electrodes at the E7024procedures. Weld 3/8” and larger fillets with 1/4” E6027 atabout 400 amps. Travel speed will be slower.-14-
1980.166Ft. of Weld/Hr.(2)Lbs. of Elec./Ft. ofWeld5/81-21/23/41-39/163/41-45/811-53/4Jetweld 7322.92171.15121.62TLww(1) First pass only. On later passes adjust arc speed to obtain proper bead size.(2) Total for all passes. 100% operating factor.://For x-ray quality:1. Use low hydrogen procedures, pages 24-34.(or)2. Weld 3/16” to 1/2” plate, use E6027 at slightly lower currents and arc speeds.tp-15-Current (Amps)PolarityArc Speed In./Min.(1)1/22-53/8dwDiameter (in.)3/815/16w.rapiElectrode/ AWSClass5/162-41/4ding10 ga1—el12 ga2-3—T5TL32134L21Horizontal Fillet Welds14 ga1—Also see Low Hydrogen Procedures.Plate Size – TNo. of PassesLeg Size – L (in.)
Welding Inclined PlateThese procedures are used when:1. The work cannot be positioned in the level positionfor high speed welding with High DepositionJetweld electrodes.2. The weld is made partly in the level position andpartly downhill.g.comFleetweld 47 electrodes have a fairly high iron powder content inthe coating, which provides a good deposition rate consistentwith downhill welding ability.http://wwLw.rapidweldinUsing a drag technique, maintain about a 5/32” distancebetween the end of the electrode and the molten slag. If thedistance is too great, skips occur in the weld. If the distance istoo short, the slag will flow under the arc causing slag holes.-16-L
.coding15/32Current (Amps)Polarity30(1) 60(2)10(1) 0AC250AC310AC370AC400AC131316 12 12 13 11 111399.095 .095 .081 .110 .110 .121 .191 .191 .180 .270 .270(1) Maximum downhill angle for full size welds.(2) Welds made at the maximum downhill angles listed for each electrode size tendto be concave and undersized.(3) 100% operating factor.://0Fleetweld 47 / E70145/32wwArc Speed In./Min.(3)Lbs. of Elec./Ft. of011/4w.rapiDiameter (in.)tp-17-Electrode/AWS Class0elNo. of PassesLeg Size – L (in.)60(1) 90(2)dw011.2407.5.390Welding Inclined PlateDownhill Angle (deg.)
High Speed Welding (Sheet Metal)Welding sheet steel (18 through12 gauge) requires electrodesthat weld at high travel speeds with minimum skips, misses, slagentrapment, and undercut.g.comProceduresGroove welds . . . . . . . . . . . . . . . . . . . . . . . . . page 20Edge Welds . . . . . . . . . . . . . . . . . . . . . . . . . . page 20Fillet Welds . . . . . . . . . . . . . . . . . . . . . . . . . . page 21Lap Welds . . . . . . . . . . . . . . . . . . . . . . . . . . . page 21Corner Welds . . . . . . . . . . . . . . . . . . . . . . . . . page 22Burnthrough Spot Welds . . . . . . . . . . . . . . . . page 6010E6011E6012E6013w.rapidwElectrodeFleetweld 5PFleetweld 5P Fleetweld 35Fleetweld 7Fleetweld 37inAlternate ElectrodesWhen the recommended electrodes are not available, or ifpreferred, the following electrodes can be substituted usingapproximately the same procedures:wwWelding TechniquesGenerally, use the highest current possible that will not burnthrough, undercut, or melt the edges of lap, corner, or edgewelds. Fast welding depends upon the operators skill atstaying on the joint and traveling at a uniform speed. A fewdays practice may be needed by good welders when firststarting sheet metal welding.://For maximum welding speed, minimum distortion and flat weldsgenerally position joints for welding 45 to 75 downhill.httpThe procedure tables assume tight fit-up and adequateclamping or tacking for fast travel speeds and minimumdistortion. Use copper backing whenever possible to decreaseburnthrough tendencies. When poor fit-up is encountered:1. Reduce the current.2. Increase the drag angle.3. With E6010 or E6011 electrodes use a quick whiptechnique with a slight circular motion in the crater tobridge the gap.4. With E6012 or E6013 electrodes, use a small quickweave technique to bridge the gap.-18-
When welding with High Speed electrodes (E6012 and E6013)deposit the entire weld in one pass using non-weave beads or aslight weave. Drag the electrode on the joint and stay ahead ofthe molten pool. Use enough drag angle so the arc force pushesthe weld metal back. Use currents in the high portion of the electrode’s range.g.comWhen welding with Out-Of-Position electrodes (E6010 andE6011), deposit the entire weld in one pass using non-weavebeads or a slight weave. Hold a 1/8” or shorter arc. Move asfast as possible while maintaining good fusion. Use currents inthe middle of the electrode’s range.http://www.rapidweldinWeld overhead joints using E6010 or E6011 electrodes with awhip technique and a slight circular motion in the crater. Do notweave. Point the electrode directly into the joint and slightly forward into the direction of travel. Use a fairly short arc and travelfast enough to avoid spilling. Use currents in the lower portionof the electrode’s range. Overhead welding of 18 gauge andthinner is not recommended.-19-
Groove WeldsFlatVertical (welded down)18gaElectrode/AWS ClassDiameter (in.)Fleetweld 5P, Fleetweld 5P /E60103/32 1/81/85/32 3/16Position(1)40DC24.02470DC32.02980DC 28.026120DC 22.049135DC 19.070in130DC 25.04812gawwElectrode/AWS ClassDiameter (in.)://150DC 20.073Vertical (welded down)18ga16ga14ga10gaFleetweld 5P, Fleetweld 5P /E60103/32 1/81/85/32 3/16Position(1)Current (Amps)Polarity(2)Arc Speed - In./Min.(3)Lbs of Elec./Ft. of Weld75DC36.028eld90DC 30.027Flattp10ga30-90 DownhillCurrent (Amps)45Polarity(2)DCArc Speed In./Min.(3)28Lbs. of Elec./Ft. of Weld .023ht12gaw.rapidwPosition(1)Plate Size14ga0-30 DownhillCurrent (Amps)Polarity(2)Arc Speed - In./Min.(3)Lbs of Elec./Ft. of WeldEdge Welds16gag.comPlate Size0-30 Downhill50DC48.015Position(1)Current - Amps55Polarity(2)DCArc Speed In./Min.(3)56Lbs. of Elec./Ft. of Weld 0 (1) 45 to 75 downhill position recommended for easy operation and fast speeds.(2) AC can be used – see page 22.(3) For ft. of weld/hr. multiply in./min. by 5. 100% operating factor.-20-
Fillet WeldsFlatHorizontalVertical (welded down)Also see High Deposition Procedures on page 28 for14 to 10 gauge fillet welds with Jetweld electrodes.18gaElectrode/AWS ClassDiameter (in.)3/32Position(1)16ga14ga12ga10gag.comPlate SizeFleetweld 37/ E60131/85/325/323/160-30 C16.053eldCurrent (Amps)70Polarity(2)ACArc Speed - In./Min.(3) (4) 15Lbs of Elec./Ft. of Weld .045210AC16.11030-90 Downhill115AC19.049w.rapidwCurrent (Amps)75Polarity(2)ACArc Speed In./Min.(3) (4)16Lbs. of Elec./Ft. of Weld .042165AC21.062170AC20.070225AC18.100Lap WeldsFlatwwPlate Size18ga3/32://Electrode/AWS ClassDiameter (in.)httpPosition(1)16gaVertical (welded down)12ga10gaFleetweld 37/ E60131/81/85/3214ga5/320-30 DownhillCurrent (Amps)75Polarity(2)ACArc Speed - In./Min.(3) (4) 17Lbs of Elec./Ft. of Weld 0AC12.11030-90 DownhillCurrent (Amps)85Polarity(2)ACArc Speed In./Min.(3) (4)21Lbs. of Elec./Ft. of Weld ) Faster arc speeds can be obtained with Fleetweld 7 using DC- polarity andthese currents.-21-
Corner Welds1/2 TTFlat18 to10 gaugeVertical(welded down)18ga14ga12gaElectrode/AWS ClassDiameter (in.)Fleetweld 5P, Fleetweld 5P /E60103/32 1/81/85/32 3/160-30 10DC36.043155DC 30.051inCurrent (Amps)Polarity(2)Arc Speed - In./Min.(3)Lbs of Elec./Ft. of Weld10gag.comPlate SizePosition(1)16gaPermissible for18 & 16 gauge90DC43.02895DC43.029w.rapidwCurrent (Amps)50Polarity(2)DCArc Speed In./Min.(3)38Lbs. of Elec./Ft. of Weld .018eld30-90 Downhill120DC40.044170DC 36.046(1) 45 to 75º downhill position is recommended for easy welding and fastspeeds. Corner welds on 10 gauge steel can be welded 5-7 in./min. fasterwhen positioned 75 to 90º downhill rather than 45 to 75º downhill.(2) For AC welding use:a. E6011 in place of E6010 or E6013 in place of E6012b. The same electrode diameters.c. About 10% higher current.d. The following arc speeds:Arc Speed (inch/min)http://wwWeld Type/Position18ga16ga14ga12gaFillet Welds0-30º1516171630-90º18192120Lap Welds0-30º1718181630-60º21222321Groove Welds0-30º2230292730-60º26323029Edge Welds - Same as DCCorner Welds - Same as DC(3) For ft. of weld/hr. multiply in./min. by 5. 100% operating factor.-22-10ga161815182527
Burnthrough Spot Welds (Roof Decking to Beam)Roof DeckRoof Deck Thickness 22 ga20 ga16 gaFleetweld 22 /E60221/8Position1/85/321/85/32 5/32Flat110PolarityDC& AC120ww://tpht-23-150150165180DC- DC- DC- DC- DC& AC & AC & AC & AC & ACw.rapidwCurrent (Amps)eldDiameter (in.)18 gainElectrode/AWS Classg.comRoof Beam Flange
Low Hydrogen WeldingLow hydrogen electrodes are recommended for three broadareas of application:1. On low alloy, high carbon, high sulfur, or other steels wherecracking is a problem.2. When specified by governing codes.g.com3. For lowest costs on vertical, overhead and horizontal groovewelds on heavy (over 1/2”) edJetweld LH-70Jet-LH78 MRExcalibur 7018Excalibur 7018-1eldinProceduresVertical Up Groove Welds . . . . . . . . . . . . . . . page 27Overhead Groove Welds . . . . . . . . . . . . . . . . page 27Vertical Up Fillet Welds . . . . . . . . . . . . . . . . . . page 28Overhead Fillet Welds . . . . . . . . . . . . . . . . . . page 28Horizontal Groove Welds . . . . . . . . . . . . . . . . pages 29-30Flat Fillet Welds . . . . . . . . . . . . . . . . . . . . . . . pages 31-32Horizontal Fillet Welds . . . . . . . . . . . . . . . . . . pages 33-34wwJetweld LH-3800 (E7028) TechniquesEmploy the same techniques for this High-Deposition electrodeas recommended for E7024 electrodes. Clean the slag fromevery bead on multiple pass welds to prevent slag inclusionswhich would appear on X-ray inspection.://EXX18 Welding TechniquesProcedures and techniques for E7018 electrodes can be usedfor E8018, E9018, or E11018 Lincoln electrodes.httpPolarity - Whenever possible use electrode positive for 5/32” andsmaller electrodes. AC can be used at about 10% higher currents.Use AC on 3/16” and larger diameter electrodes to minimize arcblow for best operating characteristics. DC can also be usedat about 10% lower currents.-24-
Drag the electrode lightly. Since low hydrogen electrodes rely onthe molten slag for shielding, never hold a long arc, whip, leavethe crater, or move rapidly in any direction. Failure to followthese techniques may result in porosity and/or reduce mechanical properties.For Clean Tie-Ins – Strike the arc ahead of the crater, movequickly back into the crater, then proceed in the direction ofwelding. This technique welds over the striking area, eliminatingporosity or tendency for poor starting bead shape.g.comMultiple Pass Welds – Clean the slag after each bead. Whenwelding in the downhand position, use stringer beads or smallweaves rather than wide weaves to avoid slag inclusions.inVertical TechniquesUse 5/32” or smaller electrodes and currents in the lower portionof the electrode’s range. Techniques are as follows:eld1. Use a triangular weave for heavy single pass welds.w.rapidwHeavy Single Passhttp://wwTriangular weaveMultipassStringer beadStraight weave-25-
2. For multipass welds, deposit a first pass bead using a slightweave. We emphasize the importance of moving into thecorner to assure penetration into the corner. Weld additionallayers with a side-to-side weave hesitating at the sides longenough to melt out any small slag pockets and minimizeundercut. Travel slow enough to maintain the shelf withoutspilling weld metal.g.com3. With this technique, slag spills down the weld. As long as nometal spills, operation is normal. Once welders are familiarwith the EXX18 techniques, they will quickly learn to makesound welds of excellent appearance.w.rapidweldinHorizontal Groove and Overhead Weld TechniquesWeld with a series of first pass beads using a slight circularmotion in the crater. Do not whip. Use 5/32” or smallerelectrodes and currents in the lower portion of theelectrode’s range.313http://ww2-26-12
Vertical Up Groove WeldsAlso see Out-of-Position Procedures, page 4.First Pass3/16" Fleetweld 5P(E6010), 150 ampsDC , 4-1/2 in./min.Last Pass - back gougebefore welding.60 TTPlate Size – T (in.)No. of Passes1/23g.com1/8"1/8"5/843/45171-1/49Jet LH-78MR, Excalibur 7018/E7018Excalibur 7018-1/E7018-1Electrode/AWS Class5/32inDiameter (in.)155DC 3-1/25.43.72.71.6 1.0.750(3) 1.21(3) 1.78(3) 3.20(3) 5.05(3)w.rapidwFt. of Weld/Hr.(2)Lbs. of Elec./Ft. of weldeldCurrent (Amps)PolarityArc Speed In./Min.(1)Overhead Groove WeldsFirst Pass1/8" Fleetweld 5P (E6010)110 Amps DC , 4-1/2 in./min.1/16"1/16"TwwUse split weavefor all passesafter third.Plate Size – T (in.)No. of Passeshttp://Electrode/AWS Class5/1613/811/213/4111Jet LH-78MR, Excalibur 7018 /E7018Excalibur 7018-1 /E7018-1DiameterCurrent (Amps)PolarityArc Speed In./Min.(1)60 5/32”160DC 3-1/2160 160 160DC DC DC 3-1/2 3-1/2 4160DC 4Ft. of Weld/Hr.(2)107.55.0 2.51.5Lbs. of Elec./Ft. of weld .330(4) .450(4) .840((4) 1.88(4) 3.34(4)(1) First low hydrogen pass only. On later passes adjust Arc Speed to obtainproper bead size.(2) Total for all passes. 100% operating factor.(3) Plus .280 lbs. of 3/16” E6010/ft. of weld for first pass.(4) Plus .160 lbs. of 1/8” E6010/ft. of weld for first pass.-27-
Vertical Up Fillet WeldsL13/16115/16 3/811/225/833/4Jet LH-78MR, Excalibur 7018 /E7018Excalibur 7018-1 /E7018-1Electrode/AWS ClassDiameter (in.)11/4g.comNo. of PassLeg Size – L (in.)3/321/81/8 5/32 5/32130 130 155 155DC DC DC DC 42.521.5Ft. of Weld/Hr.(2)Lbs. of Elec./Ft. ofWeld20.22eld13.3311.476.8.79w.rapidw19.13155 155DC DC 2.25 2.25inCurrent (Amps)80PolarityDC 4Arc Speed In./Min.(1)5/32 5/324.51.183.11.71105/8153/4Overhead Fillet WeldsAlso see Out-of Position Procedures, page 4.1/16" max.root openingwwAfter first bead, the sequenceof bead placement starts onvertical plate for each layer.13/16://No. of PassesLeg Size – L (in.)tp345/16 3/861/2Jet LH-78MR, Excalibur 7018 /E7018Excalibur 7018-1 /E7018-1Electrode/AWS Class1/85/32 5/32 5/32 5/325/32 5/32Current (Amps)130PolarityDC Arc Speed In./Min.(1) 6.5130 160 160 160DC DC DC DC 3.58.597.5160DC 7.5160DC 8.5Ft. of Weld/Hr.(2)Lbs. of Elec./Ft. ofWeld18.243.81.422.62.05htDiameter (in.)11/4L33.1315.3510.515.9.91(1) First low hydrogen pass only. On later passes adjust arc speed to obtainproper bead size.(2) Total for all passes. 100% operating factor.-28-
Horizontal Groove WeldsT45 Back gouge first bead as needed1/8"15 121-23-12g.comPlate Size – T
the electrode tip out of the molten crater and up for a short time to let the crater cool before returning the