Transcription
MEAM 520MEAM 520Introduction to AutomationOutlineu What is automation?u Types of automationu Manufacturing versus service automationu Models of productionu Why automate?u When to and when not to automate?Introduction to AutomationVijay KumarDepartment of Mechanical Engineeringand Applied MechanicsUniversity of PennsylvaniaPhiladelphia, PAUniversity of PennsylvaniaUniversity of Pennsylvania1MEAM 520MEAM 520DefinitionTypes of AutomationIt is a technology dealing with the application ofu mechatronicsu computersfor production of goods and services.Fixed automationu custom-engineered, special-purpose equipment to automate afixed sequence of operationsllbatch production, medium volumeFlexible automationu designed to manufacture a variety of products or partsExamples:robots, CNC machine tools, ASRS, security systems, CAD/CAM systems, logistics support tools, automatedinspection systems, material handling systemsUniversity of Pennsylvaniahigh production rates, inflexible product designProgrammable automationu equipment designed to accommodate a specific class ofproduct changesAutomation is broadly classified intou manufacturing automationu service automationlllow production rates, varying product design and demandUniversity of Pennsylvania3MEAM 5204MEAM 520Types of AutomationProgrammable AutomationFixed automationu custom-engineered, special-purpose equipment to automate afixed sequence of operationsl2lWeavinglMusical instrumentslMany batch-processed productstprogrammable loomshigh production rates, inflexible product designProgrammable automationu equipment designed to accommodate a specific class ofproduct changeslbatch production, medium volumeFlexible automationu designed to manufacture a variety of products or partsllow production rates, varying product design and demandUniversity of Pennsylvaniat5Brackets, hinges, door knobs, locksUniversity of Pennsylvania6
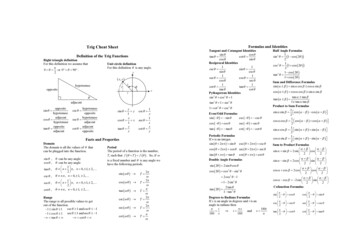
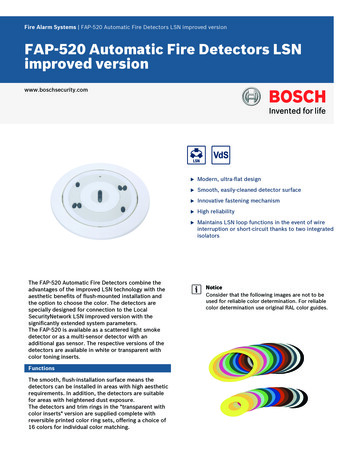
MEAM 520MEAM 520Types of AutomationProduction Volume and VarietyAttributes and en to considerAdvantagesDisadvantagesHigh demandvolume, longproduct life cyclesBatch production,products withdifferent options maximumefficiency low unit cost flexibility to dealwith changes inproduct low unit cost forlarge batchesLow productionrates, varyingdemand, shortproduct life cycles flexibility to dealwith designvariations customizedproducts large initialinvestment inflexibility new productrequires long setup time high unit costrelative to fixedautomation large initialinvestment high unit costrelative to fixedor uction volumeUniversity of Pennsylvania7MEAM 520ExampleGillette South Boston Plant makes Sensor Excel Cartridgesu 1.5 to 2 billion cartridges/yearu 100 cartridges/minute/lineCapital intensity: the mix of equipment and human skillsttthe greater the relative cost of equipment, the higher the capital intensitythe higher the capital intensity, the greater the degree of automationResource Flexibility: the ease with which the equipment andemployees can handle a wide variety of resourceslcompletelymanualRESOURCE FLEXIBILITY8MEAM 520Flexible versus Fixed AutomationlMediumFixed: GE 1.5 billion light bulbs per yearProgrammable: CNC machines used in batch productionFlexible: Honda (113 motorcycle models in 18 months)University of PennsylvanialFixedautomationManualoperationMajor processes:tinjection moldingtextrusionothers: grinding, stamping, welding, assemblybottlenecks in assembly: injection molding and part letelyautomated500 ton, 32 cavity molds ( 1M) machines, 20 second cycle timeTime to market: 24 monthsCapital cost: 200 millionEstimated life cycle: 6-8 yearsCAPITAL INTENSITYUniversity of PennsylvaniaUniversity of Pennsylvania9MEAM 520MEAM 520Types of ProductionulluQuantity productionmanufacture of single parts on standard machines (lathes,milling machines, injection molding machines, presses, etc.)with the use of special tools (dies, molds)specific orders from customersgenerally characterized by low volumesgeneral purpose equipment, skilled workersBatch productionllluTypes of Mass ProductionJob shop productionllmedium lot sizesproduced at regular intervals at a rate that exceeds the demandgeneral purpose equipment designed for a higher production ratellmanufacture of products in large lot sizescontinuous, specialized manufacture of identical productsfixed automationUniversity of Pennsylvaniascrews, nuts, nailsFlow productionmanufacture of complex products such as automotive engineblocks, which have to “flow” through a sequence ofoperations on material handling devicesMass productionl10ll11cars, bulbs, razorscontinuous products in refineries, chemical plants and foodprocessing factories.University of Pennsylvania12
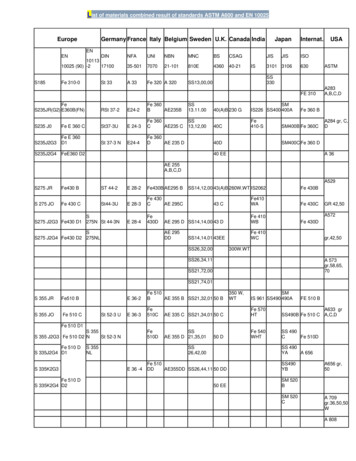
MEAM 520MEAM 520Other Models for ManufacturingMass Production to Mass Customization“. No longer able to generate large earnings from high-volume production of standard commodities - and unable torestore profits by protecting the American market, cutting prices, or rearranging assets - America’s corecorporations are gradually, often painfully, turning toward serving the unique needs of particular customers. Bytrial and error, by fits and starts, often under great stress, and usually without much awareness of what they aredoing or why, the firms that are surviving and succeeding are shifting from high volume to high valueproduction.”- Robert Reich, Former U.S. Labor Secretary, 1992VideoExamplesusteel making:luuuuUniversity of Pennsylvaniacorrosion resistant steels, powder for sintering lightweight crankshafts and camshafts, special alloy steels for turbomachines,and heat resistant steels for aerospace applications.semiconductor chips: National Semiconductors makes specialized million dollar chipscomputer industry: 80% of the cost of the computer are in the specialized softwarecars: Toyota makes 23,000 one-of-a-kind cars in the Georgetown plantclothing: Levi Strauss - customized jeansbikes: Canondale uses lot sizes of 10 in the manufacture of bicycle framesuUniversity of Pennsylvania13MEAM 520MEAM 520Plant LayoutPlant Layout14Fixed position layoutllthe product stays in one location and the fabrication equipment isbrought to itone-of-a-kind or low volume productionProcess layoutllmachines are arranged to produce parts efficientlysingle product (or class of products), large volumesLathesMilling DrillingAss- Finishembly ingOfficeProduct flow layoutGrindinglFixed Position Layoutthe equipment is arranged in groups according to the function theyperformgenerally used in batch productionShipping,receivinglProcess LayoutProduct Flow LayoutWhich layout has (a) higher productivity? (b) higher flexibility? (c) more automation?University of PennsylvaniaUniversity of Pennsylvania15MEAM 52016MEAM 520Group TechnologyGroup TechnologyA layout that achieves the economies of a product flow layoutfor a single product by making mutliple dissimilar products onseveral product flow linesllgrouping of similar parts to take advantage of their similarities inmanufacturing and designa well designed classification and coding system for partsKeystgroups of parts and groups of machine cellstbetter utilization of machinesfacilitates the programming of CNC machinespermits automatic tooling setups, reduces setup time and improvesproduction ratetttuuueasy retrieval of designs, drawings and process plansUniversity of Pennsylvania17Both parts are similar from a design viewpoint although they aredifferent from a manufacturing viewpointSimilar fixtures, similar set upCan be produced in the same batchUniversity of Pennsylvania18
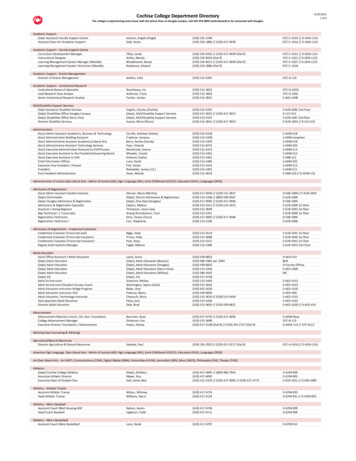
MEAM 520MEAM 520Group TechnologyGroup TechnologyAll parts require similar manufacturingprocesses, although the design processis differentlllllExample:Manufacture of different parts needing turning, milling, grindingand versity of PennsylvaniaUniversity of Pennsylvania19MEAM 520MEAM 520Parts Classification System: Group Technology127004110570082821035Basic formManufacturingRaw material127004110570082821035xExample: Parts Classification SystemTypemachined partround part (all diameters visible from one end)one machined diameter visible from each endno inside diameterno secondary element (holes, grooves, flats)axleFunctionoutside diameter (0.25 - 0.37 inch)length (12.5-13.0 inch)Dimensionsinside diameter (none)geometric concentricity ( 0.01 inch)Material/chemistryhigh strength steelround bar stockproduction quantity (26-57)Volumetool axis complexity (n/a)Manufacturingthread diameter (5/16 inch)threads per inchUser definedothersUniversity of PennsylvaniaUniversity of Pennsylvania21MEAM 52022MEAM 520Computer Aided Design and ManufacturingReasons for AutomationuShortageIntegrated approachl20lThe same database is used for CAD, CAM, Process planning, quality controluHighlof laborThe ratio of the number of workers to the number of retirees in the U.S. isexpected to be 2 to 1 in 2000. Main reason in Japan.cost of labormay not always make sense to establish plants in countries with low labor costsVideoExamplesllwindshieldcamshaftUniversity of Pennsylvania23University of Pennsylvania24
MEAM 520MEAM 520Cost of laborReasons for AutomationuShortageJapan’s labor costs are 5% more than the U.S. and over 50% higher than theU.K.West Germany imports cheap labor to augment domestic labor.Taiwan’s manufacturing labor cost quadrupled from 1974 to 1984Korea’s manufacturing labor cost doubled from 1979 to 1984, and quadrupledagain between 1984 and aysiaSouth 531.8823.6619.3417.2013.171.597.400.250.25may not always make sense to establish plants in countries with low labor costslllllcostsreduced scrap ratelower in-process inventorysuperior qualitysuperior qualityshorter (compact) linesuReducinglproductivityvalue of output per person per hour increasesuLowerlUniversity of Pennsylvaniacost of laboruIncreasedlCountryof laborThe ratio of the number of workers to the number of retirees in the U.S. isexpected to be 2 to 1 in 2000. Main reason in Japan.manufacturing lead timerespond quickly to the consumers’ needsrapid response to changes in designUniversity of Pennsylvania25MEAM 520MEAM 520Labor costs and strategic planningAutomation in low-wage countriesLow-wage countries are not necessarily more competitiveu international trade tends to equalize labor costs per unit outputu low wages are also accompanied by lower productivity[U.N. study comparing wages and productivity]t26Do we need automation in low-wage countries?In 1990, hourly wages in Malaysia were approx. 15% of that of the U.S. Hourlyproductivity was also comparable.Capital intensity is equally highu Fiat plant at Belo Horizonte, Brazilu Carplastic - manufacturer of car plastic componentsFord subsidiary in Monterrey MexicoNeed significant investment for automation even in low-wage countriesUniversity of PennsylvaniaUniversity of Pennsylvania27MEAM 520Case study: CARPLASTICuuuMEAM 520Case study: CARPLASTICA wholly-owned Ford subsidiary in Monterrey, MexicoProductslQuestion:Can highly automated facilities be maintained and upgraded in “lowwage countries”?handlamps, polycarbonate instrument panels, radiator grill, consolesProductionllttllreasonably automatedwtll200-4000 ton machines (Engel, Cincinnatti Milacron, Huskies)largest product is 6 kg. Expedition instrument panel (shot size 12 kg)cycle-time 1 min to 1 min 45 secs.abrasive water-jet cutting200 workers, 1-2/hourll1800 pieces/day, failures 10-15 parts per millionmain process is injection moldingt28Hi-tech machinery maintenance and repairQuality control, process control requires sophisticationMaterial handling costs versus other manufacturing costscompare with 17/hour in the US, 6/hour in Brazil)material handling is not automated, main processes are automated (no option)University of Pennsylvania29University of Pennsylvania30
MEAM 520MEAM 520Labor Costs and Strategic PlanningIs the U.S. economy becoming a service-based economy?Why are Japanese and German auto companies building plants in the U.S.?l to be more responsive to their most important export marketl to hedge against currency fluctuationsl to increase their political clout in the U.S.l to ensure access to the U.S. market even if sanctions are imposedPercentage of service workers has increased.“Office Economy” (CEOs, lawyers, janitors, etc.) accounts for 41% of allworkers [WSJ, 2/24/98]llFree trade agreementsl Are we loosing manufacturing jobs?l Reality suggests that other factors dictate layoffsttLayoffs are mostly due to mergers, competition, restructuring, and cuts ingovernment spendingLayoffs in 1995-96lLockheed Martin (15,000), Boeing (13,600), Chemical Bank/Chase Manhattan(12,000), Bell South (11,300), AT&T (8,500), Kmart (6,449), CNA Financial(6,000), Chase Manhattan (6,000), Kimberly-Clark (6,000), 3M (5,000) and GM(5,000).University of PennsylvaniaIn 1996, U.S. accounted for 39% of the world’s manufacturing output.Still world leader.Share in manufacturing employment has grown from 24% in 1962 toroughly 27-28% todayToday, although fraction of workforce in manufacturing is decreasing,share of manufacturing in the GDP is increasing or constant.llUniversity of Pennsylvania31MEAM 520MEAM 520Manufacturing versus service industryMore like amanufacturingorganization32Reasons for AutomationMore like a serviceorganizationuCompetitionlllPhysical, durable productOutput can be inventoriedIntangible perishable productOutput cannot be inventoriedLow customer contactuHigh customer contactLong response timeuShort response timeRegional national or internationalmarketsLarge facilitiesSafetyNew process technologies require automationlLocal marketslower prices, better productsbetter imagebetter labor relationse.g., robot controlled thermal spray torch for coating engine blocks with steel withatomized steel particlesSmall facilitiesCapital intensiveuLabor intensiveQuality can be easily measuredPotential for mass customizationQuality may not be easily measurableExamples Software (often 3-5 times the cost of the equipment) Specialized materials Design of parts/machinery/processesUniversity of PennsylvaniaUniversity of Pennsylvania33MEAM 520MEAM 520Reasons for not automatinguuluuCase study: Toyota versus FordChrysler Detroit plant - 1 million hours of retrainingGM Wilmington assembly plant - 250 hours/person/yearInitial investmentManagement of process improvementsllllllIntellectual assets versus technological assetst25% college gradsanother 50% entered collegeuFlexibleToyota versus Ford studyAppropriate use of technologyA systems approach to automation is importantEquipment incompatibilitesUniversity of PennsylvaniaFord Atlanta PlantuTaurusu2 modelsu2 lines, 1 platform/lineuWorkforceToyota Georgetown PlantuCamry/Avalonu20 modelsu2 lines, 2 platforms/lineuWorkforceLabor resistanceCost of upgraded laborl343550% high school drop outsautomationl20 models, 197,000 cars/yearl39,000 specifications23,000 one-of-a-kind specificationsllUniversity of Pennsylvania36
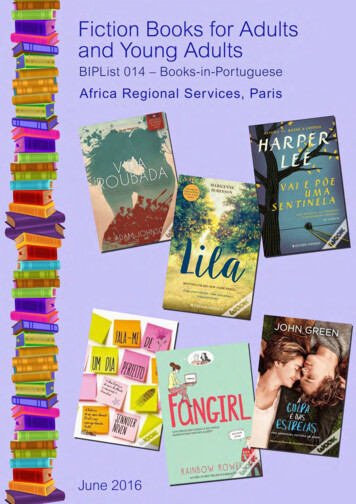
MEAM 520MEAM 520Cost of Flexible AutomationNext Generation ManufacturingCapital costs per car in 1996u ToyotalNissanuHondaluu480,000 cars/year, 3960/caruluuAutonomous, not automatedSoft toolingRecycleable plant450,000 cars/year, 2670/carFineartsState ofknowledgerequired610,000 cars/year, 3300/yearFutureChallengesSuzukil200,000 cars/year, 2150/yearModelMakingPrintingState ofautomationuUniversity of PennsylvaniaFuture ChallengesUniversity of Pennsylvania37MEAM 520MEAM 520SummaryuTypes of automationuModels of productionlllluuuAdditional Readingfixed, programmable and flexible automationuKaplan, Robert S. “Must CIM be justified by faith alone?” HarvardBusiness Review (March-April 1986), pp. 100-101.lmass production, batch production, job shop productionfactory layout: fixed position layout, product flowlayout, and process flowlayoutgroup technologyuManufacturing versus service automationReasons for automationWhen to and when not to automate?lu39measuring the effects of automation in dollarsAyers, Robert U. and Duane C. Butcher. “The Flexible FactoryRevisited.” American Scientist, vol. 81 (Sept-October 1993), pp. 448459.contrasts mass production with flexible automationDrucker, Peter F. “The emerging theory of manufacturing.” HarvardBusiness Review, May-June 1990.lUniversity of Pennsylvania38organization of modern factoriesUniversity of Pennsylvania40
l low production rates, varying product design and demand MEAM 520 University of Pennsylvania 5 Types of Automation Fixed automation u custom-engineered, special-purpose equipment to automate a fixed sequence of operations l high production rates, inflexible product design Programmable automation