Transcription
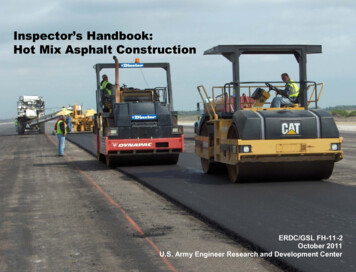
Inspector’s Handbook:Hot Mix Asphalt ConstructionERDC/GSL FH-11-2October 2011U.S. Army Engineer Research and Development Center
UNCLASSIFIEDAUTHORSRay BrownVickie PrattJeb S. TingleU.S. Army Engineer Research and Development Center (ERDC), Geotechnical and Structures Laboratory (GSL),Vicksburg, MSACKNOWLEDGEMENTThe information in this handbook was developed as part of a criteria update program funded by the Air Force CivilEngineer Support Agency (AFCESA), Tyndall AFB, FL.PREFACEThis handbook provides information to support inspectors in performing quality control and quality assurance activitiesduring hot mix asphalt construction. It provides guidance on all aspects of hot mix asphalt construction and knowledgeand assistance in understanding contract requirements.iUNCLASSIFIED
UNCLASSIFIEDDISTRIBUTIONApproved for public release; distribution is unlimited.SAFETYRecommendations provided in this document are intended to provide guidance for inspecting pavement construction.Standard personal protection equipment should be worn while performing any of the basic inspection steps. Personnelshould wear hard hat, gloves, safety shoes, and safety goggles to prevent any injury.iiUNCLASSIFIED
UNCLASSIFIEDTABLE OF CONTENTSMaterials and Mix Design. 1Plant Production. 5Handling of Stockpiles. 6Truck Loading Procedures. 11Surface Preparation. 14Placement of HMA . 19Compaction . 25Quality Control . 30Performance Problems . 36iiiUNCLASSIFIED
Materials & Mix Design
UNCLASSIFIEDMATERIALS & MIX DESIGNThe materials used to produce hot mix asphalt (HMA) need to be of good quality. Once it has been established thatthe materials are of good quality, a mix design is developed to determine the optimum aggregate and binder proportions.The mix design determines the optimum asphalt content. Inspectors should ensure control of the following items inmaterials and mix design:xxxxxxxxxGradation of each aggregate usedPercentage and properties of each aggregate usedAmount of natural sandFractured face countGradation and plot of blendCompactive effortPlot of air voids vs asphalt contentOptimum asphalt contentAsphalt binder grade1UNCLASSIFIED
UNCLASSIFIEDGradation of Each Aggregate UsedThe gradation of each aggregate (coarse and fine) should be periodically checked to ensure it remains consistent andthe total aggregate being produced meets design requirements.Percentage and Properties of Each Aggregate Used in Designed MixtureA trial and error procedure is used to determine the percentage of each aggregate to use in the designed mixture. Thepercentages should be checked and verified at the plant and samples of the aggregate should be collected from laboratoryextractions performed on samples of the produced mixture.Amount of Natural SandDetermine the amount of natural sand used by measuring it from the rate of feed during the mixture productionprocess. Too much sand can be a problem. For airfields, the amount of natural sand is limited to a maximum of 15%.2UNCLASSIFIED
UNCLASSIFIEDFractured Face CountThis is only a problem with aggregates that are used from existing gravel sources. The gravel tends to be rounded andmust be properly crushed to provide the required number of fractured faces. For airfields, it is required that at least 75% ofcoarse aggregate particles have two or more fractured faces.Compactive EffortFor airfields, laboratory samples should be compacted with 75 blows with a Marshall hammer (manual) or 75gyrations with the Superpave gyratory compactor. For roads, unless they have lots of trucks or other heavy vehicles, thenumber of blows or gyrations should be reduced to 50. If a mechanical hammer is used, check to see that it has beencalibrated to provide the same density as the manual hammer.Plot of Air Voids vs Asphalt ContentThe mix design is typically accomplished to provide 4% air voids in the laboratory compacted samples. If the airvoids are greater than 4%, durability problems might occur due to low asphalt content and the mix being permeable. If theair voids are less than 4%, rutting or bleeding problems might occur because of too much asphalt in mix.3UNCLASSIFIED
UNCLASSIFIEDOptimum Asphalt ContentA mix design is conducted prior to start of construction of a project to determine the optimum asphalt content. Theoptimum asphalt content may be adjusted once plant production starts since materials produced at the plant are not usuallythe same as those used in the mix design. The factor that primarily controls the optimum asphalt content is the air voids inlaboratory compacted samples. This should be controlled near 4%. The asphalt cement content should be checked at theplant by testing loose mix (we typically use solvent extraction or ignition test). This can also be verified from laboratoryextraction or ignition test of core samples.Asphalt Binder GradeThe performance grading system specifies the grade of asphalt using the upper and lower ambient temperatures wherethe pavement is being constructed. Adding the high temperature and low temperature grades together will help determineif the asphalt cement is modified with a polymer. If the sum of the two numbers exceeds 90, the asphalt cement has likelybeen modified. A test certificate for each load of asphalt binder should be obtained and verified that it meets thespecification requirements.4UNCLASSIFIED
Plant Production
UNCLASSIFIEDPLANT PRODUCTIONThe production plant must be inspected from time to time so that the government personnel will know that the projectquality is being controlled. Lack of control during plant production will result in mixture variability and reduced overallmixture quality. The items below can easily be checked during mix production.xxxxxxHandling of stockpilesProportioning of materials being addedFeeding aggregates into plantContinuous running operationsSatisfactory mixture temperatureProper operation of storage bins and truck loading procedures5UNCLASSIFIED
UNCLASSIFIEDHandling of StockpilesMinimize SegregationStockpiles should be constructed to minimize aggregate segregation. The new material should be added in layers ontop of the existing stockpile to ensure uniformity. No material should be added over the back or side of a stockpile. Thecoarse and fine aggregate sources should be kept in separate stockpiles. Stockpiles should not be handled excessivelyotherwise segregation and aggregate breakdown occurs. Once the material is delivered to the job site, the materialhandling should be minimized.Photo 1. Improper addition of material. Photo 2. Coarse Aggregate Stockpile.to a stockpile.6UNCLASSIFIEDPhoto 3. Fine Aggregate Stockpile
UNCLASSIFIEDNo ContaminationContamination of stockpiles affects performance of the materials, so any stockpile that appears to be contaminatedshould be rejected until the contamination problem has been solved. The loader operator should properly work the face ofthe stockpile. The bucket loader should stay several inches above the underlying materials when loading the materialsfrom the stockpile to prevent contamination. This is not a problem when stockpiles are placed on a paved surface. Thenatural sand stockpile should be observed for organics or clay balls. If these are observed, the stockpile needs to berejected.Photo 4. Stockpile contaminated withunderlying materials.7Photo 5. Stockpile contaminated withdeleterious materials.UNCLASSIFIED
UNCLASSIFIEDStockpiles Built to Ensure Good DrainageBuilding a stockpile on a paved surface has some advantages. The paved surface allows water to drain out of andaway from the stockpile faster. It also minimizes waste material and contamination at the bottom of the stockpile.Proportion of Materials Being AddedPlant should be properly calibrated so that the desired percentage of each material is fed into the plant. If not properlycalibrated, the specified aggregate gradation is not likely to be produced. Without calibration the contractor has to adjustthe plant by trial and error which results in higher variation in the materials.Feeding Aggregates Into PlantThe feed rate of materials is different when wet and dry. Pay close attention to moisture changes in the stockpilewhich will affect the final product. When there has not been rainfall for a period of time, the moisture content will notchange significantly and there is little need to measure the moisture in the stockpile. After a significant rainfall, it shouldbe checked, if using a drum mix plant, so that the moisture correction can be made to the aggregate and the proper asphaltcontent can be metered into the mixture. If the stockpile moisture content is high, it should be checked again on a 24-hrfrequency until the moisture content stabilizes. The feeders need to be routinely inspected to ensure that they are feedingproperly. This can help fix problems identified by visual observation before the mixture quality becomes unacceptable.8UNCLASSIFIED
UNCLASSIFIEDContinuous Running OperationsOn many projects, the HMA is produced during the day with many startups and stops at the plant. Each time the plantstops and restarts, some of the mix produced will not have adequate quality. Minimizing stops and starts is preferred to tryto ensure a continuous running operation, otherwise some material needs to be wasted during stop and during start up.Satisfactory Mixture TemperatureAsphalt mixtures should never be heated over 350 deg F. Non-modified mixtures are typically heated closer to 300 degF and modified mixtures are heated approximately 25 deg F higher. The temperature should always be high enough sothat the mixture can be properly placed and compacted to the desired density without pulling and tearing of the mat.Proper Operation of Storage BinsMixtures for airfields should be used the same day as produced. If the silo is insulated, the mixture can be stored for upto 8 hr. If not insulated, the mixture can be stored for no more than 3 hr. The asphalt mixture should be fed into a gobhopper at the top of the silo and dumped into the silo in batches to prevent segregation. The gob hopper needs to beinspected to make sure it is functioning properly. When the material is loaded into the truck from the silo, it should bedropped in batches. The gate at the bottom of the silo should be opened and closed repeating several times to minimizesegregation of the mixture in the truck.9UNCLASSIFIED
UNCLASSIFIEDPhoto 6. Storage silo.Photo 7. Gob hopper.10UNCLASSIFIED
UNCLASSIFIEDTruck Loading ProceduresMinimize SegregationObserve proper loading procedures to minimize segregation. The best way to load the truck is front or back first, theother end second, and the middle third. The HMA should be dropped in small batches into the truck.Photo 8. Load front first, back second,and middle third.Photo 9. Dropping asphaltin small batches.11UNCLASSIFIED
UNCLASSIFIEDContaminationTruck beds need to be cleaned before adding the asphalt mixture to avoid contamination.Release AgentCheck to see that an acceptable release agent is being used to coat the truck bed so that the mix does not stick to thetruck. Diesel fuel is NOT an acceptable release agent. Contractor is responsible for selecting an agent that is satisfactory.Photo 10. Clean truck bed.12UNCLASSIFIED
UNCLASSIFIEDCovered TrucksTrucks should be covered to help hold heat in and to prevent contamination while hauling to the site. The covershould be in good shape and fit snugly. Insulated trucks should be used when hauling long distances, typically more than1 hr, and/or in cold weather, typically less than 50 deg F.Photo 11. Use of tarp to cover load.13UNCLASSIFIED
Surface Preparation
UNCLASSIFIEDSURFACE PREPARATIONSurface preparation for the existing surface will be needed depending on the condition of the surface. If needed, repairwork is performed to damaged areas. Milling operations are performed if necessary to create a good textured surface andcracks are sealed. The last step is to evenly apply a tack coat to obtain a good bond between the underlying material andthe overlay. The items below need to be checked during surface preparation.xxxxRepair localized failuresEnsure milling is smoothSeal cracksEnsure tack coat properly applied14UNCLASSIFIED
UNCLASSIFIEDRepair Localized FailuresAny damage to the existing pavement should be repaired prior to overlaying. The damaged material should beremoved a few inches into sound material. All edges should be squared up and tacked with an appropriate amount of tackcoat. The repair should then be filled
This handbook provides information to support inspectors in performing quality control and quality assurance activities during hot mix asphalt construction. It provides guidance on all aspects of hot mix asphalt construction and knowledge and assistance in understanding contract requirements. UNCLASSIFIED ii UNCLASSIFIED DISTRIBUTION Approved for public release; distribution is