Transcription
GUÍA DE APRENDIZAJE PARA MANEJO DE TORNO CNC WABECO CCD6000 E.DIEGO FERNANDO BUENO GUAPACHACód. 1088267663JUAN SEBASTIÁN GONZÁLEZ VARGASCód. 1093217874UNIVERSIDAD TECNOLÓGICA DE PEREIRAINGENIERÍA MECATRÓNICA POR CICLOSFACULTAD DE TECNOLOGÍASPEREIRA2015
GUÍA DE APRENDIZAJE PARA MANEJO DE TORNO CNC WABECO CCD6000 E.Autores:DIEGO FERNANDO BUENO GUAPACHAJUAN SEBASTIÁN GONZÁLEZ VARGASPROYECTO PARA OPTAR A TÍTULO DE TECNÓLOGO EN MECATRÓNICA.Director:IVÁN YESID MORENO.UNIVERSIDAD TECNOLÓGICA DE PEREIRAINGENIERÍA MECATRÓNICA POR CICLOSFACULTAD DE TECNOLOGÍASPEREIRA2015
Nota de aceptación:Presidente del JuradoJuradoPereira, enero de 2015
Tabla de contenidoINTRODUCCIÓN. . 71. CAPÍTULO I FUNDAMENTOS TEÓRICOS. . 81.1. MARCO REFERENCIAL. . 81.1.2. MARCO HISTÓRICO. . 81.2. MARCO TEÓRICO-CONCEPTUAL. . RROLLAR PRÁCTICAS EN TORNO CNC WABECO CC-D6000 E. . 101.3.1. MATERIALES PARA DESARROLLAR PRÁCTICAS DE MECANIZADO. 101.3.2. PARÁMETROS DE CORTE PARA LOS DIFERENTES TIPOS DEMATERIALES. 181.3.3. HERRAMIENTAS PARA DIFERENTES TIPOS DE TORNEADO CNC. . 202. CAPÍTULO II ELEMENTOS CONTROLADORES DE VARIABLES IMPLICADASEN EL SISTEMA. . 272.1. FUNCIONAMIENTO DEL TORNO CNC WABECO CC-D6000 E. . 272.2. INTERFAZ DE MÁQUINA Y TIPOS DE CONEXIONES. . 272.3. PAQUETES DE PROGRAMACIÓN DE CONTROL NUMÉRICO PORCOMPUTADOR CAD/CAM . 282.4. GENERALIDADES DEL nccad75. . 342.5. CONOCIMIENTOS SOBRE CÓDIGOS G. NORMA DIN/ISO 66024-66025. 382.6. CÓDIGOS G SEGÚN NORMA DIN 66025. 392.7. COMANDOS DE MECANIZADO ISO 66024-66025 UTILIZADOS ENTORNO CNC WABECO CCD-6000E. . 413. CAPÍTULO III SEGURIDAD USOS Y GUÍAS PARA LA ADECUADAOPERACIÓN DEL TORNO CNC WABECO CC-D6000 E. . 503.1. PRÁCTICA1. INTRODUCCIÓN AL TORNO CNC WABECO CC-D6000 E.523.2. PRÁCTICA 2. CERO DE PIEZA Y COMPENSACIÓN DE HERRAMIENTA. 643.3. PRÁCTICA 3. CONOCIMIENTOS BÁSICOS DE MANEJO ENSOLIDWORKS PARA PIEZAS TORNEADAS. . 703.4. PRÁCTICA 4. IMPORTAR, SIMULAR Y MAQUINAR UNA PIEZADISEÑADA EN SOLIDWORK. . 743.5. PRÁCTICA 5. RADIO CÓNCAVO. . 89
3.6. PRÁCTICA 6. SIMULADO DE ROSCA. . 924. CAPÍTULO IV. PRESUPUESTO. 96CONCLUSIONES. . 97Bibliografía . 98ANEXOS. . 99
LISTA DE FIGURAS.Figura 1.Primer máquina de control numérico. . 8Figura 2. Tipo de viruta para una profundidad de 0.25 mm. . 12Figura 3. Tipo de viruta para una profundidad de 0.5 mm . 13Figura 4. Tipo de viruta para una profundidad de 0.25mm . 15Figura 5. Tipo de viruta para una profundidad de 0.5mm . 15Figura 6. Tipo de viruta para una profundidad de 0.25mm . 17Figura 7. Tipo de viruta para una profundidad de 0.5mm . 18Figura 8. Montaje de la Plaquita en el Porta insertos . 21Figura 9. Herramientas de Torneado . 21Figura 10. Corte a la Derecha . 22Figura 11. Corte a la Izquierda. 23Figura 12. Corte Neutro . 24Figura 13. Roscado Exterior . 24Figura 14. Corte a la Derecha Interior . 25Figura 15. Tronzado. 26Figura 16. Perforado . 26Figura 17.creación de contornos. 34Figura 18.Interpolación 2D. . 35Figura 19.Simulación 2D. . 35Figura 20.creación líneas de código. . 36Figura 21.Visualización de mando. . 37Figura 22.Diferente ceros de referencia. . 37Figura 23.Ayudas. . 38Figura 24.unidad de mantenimiento de aire comprimido. . 54Figura 25.Inicio de nccad75. . 55Figura 26.Magazin de herramientas. . 62Figura 27. Sujeción de herramientas. . 63Figura 28.Alojamiento de herramientas cilíndricas. . 63Figura 29. Sujeción de material a maquinar. . 64Figura 30. Herramienta Nro. 1. . 67Figura 31. Herramienta Nro. 3. . 68Figura 32. Herramienta Nro. 5 . 68Figura 33.Cero de pieza. . 69Figura 34.Referencia de pieza. . 70Figura 35.Practica4. . 78Figura 36.plano práctica 4. . 79Figura 37.Ptactica5. . 89Figura 38.Plano práctica 5. . 90Figura 39. Pieza maquinada de practica 5. . 92
LISTA DE TABLAS.Tabla 1. Composición Química (%) del Aluminio 6061 T6 . 11Tabla 2. Propiedades Mecánicas del Aluminio 6061 T6. . 11Tabla 3. Composición Química (%) del cobre UNS C11000 . 14Tabla 4. Propiedades Mecánicas del cobre UNS C11000 . 14Tabla 5. Composición Química de la aleación AISI 1020. . 16Tabla 6. Propiedades Mecánicas del Acero AISI 1020 . 17Tabla 7.direcciones. . 39Tabla 8.Direcciones códigos G. . 39Tabla 9.Placas de seguridad. . 51Tabla 10.Reconocimiento de máquina. . 52
INTRODUCCIÓN.El mecanizado a partir de máquinas y herramientas no es muy aplicado en lafacultad de mecatrónica, sin embargo la facultad cuenta con una máquina CNCubicada en los laboratorios de PARQUESOFTH donde se encuentra la celda demanufactura flexible que tiene integrado un torno CNC WABECO.Las industrias en el desarrollo de sus procesos de producción han tenido queacudir a la ayuda de máquinas CNC (Control Numérico por Computadora). Debidoa que aumenta su producción de manera notable, además de generar exactituden las piezas maquinadas proporciona acabados superficiales de muy buenaspecto.Si se habla de costos de producción se tiene en cuenta que estas máquinasrealizan trabajos con demasiada rapidez claro está con las herramientasespeciales necesarias para que sea llevado a cabo rápidamente la labor, dentrode cualquier tipo de vista las maquinas CNC son herramientas que facilitan eltrabajo del ser humano lo cual ayudara a que los productos tengan mayorpresencia, abastecimiento en el mercado y que sea poco el tiempo demaquinados.Se desarrolló esta guía con el fin que las personas del área de mecatrónicainteresadas en el tema desarrollen prácticas experimentales de mecanizadobasándose en las instrucciones dadas para la manipulación del torno CNCWABECO, y que a través de estas prácticas obtengan habilidades que lespermitan tener competencias y destrezas básicasen las industrias demecanizados.Debido a que la maquina no posee algunos complementos se limita a utilizar soloalgunos tipos de mecanizado básicos pero sin perder el fundamento inicial.La guía empleó el método teórico práctico; plasmando el paso a paso de lasactividades que se llevaron a cabo y verificando la efectividad de lo documentado.Se aportan conocimientos básicos sobre tornos CNC industriales, a partir deimplementar programas CAD.(Computer Aided Design(dibujo asistido porcomputador)) y conocimientos de parámetros en materiales ya estudiados en elárea.Con esta guía se obtendrán ventajas como lo son entender este tipo de proceso;y los diferentes parámetros para la manufactura de productos metalmecánicos,utilizar las herramientas del programa de manera adecuada partiendo defundamentos sólidos y conocer tecnologías que ayudan a empresas del sectormetalmecánico a responder a mayores demandas o producciones.7
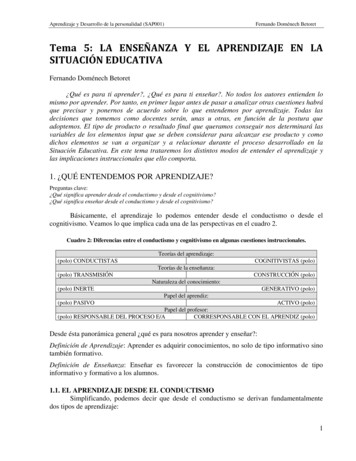
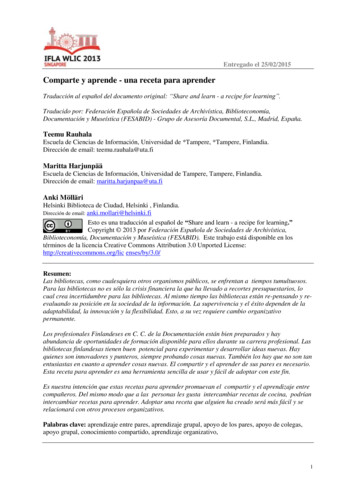
1. CAPÍTULO I FUNDAMENTOS TEÓRICOS.1.1. MARCO REFERENCIAL.1.1.2. MARCO HISTÓRICO.1En 1949 la tecnología de los aviones jet demandaba que el mecanizado de suspiezas fuera menos dispendioso y precisa, una de estas piezas era una levatridimensional para el regulador de la bomba de los motores, por lo cual la fuerzaaérea de Estados Unidos junto con el MIT (Instituto Tecnológico deMassachusetts) inicia el proyecto de una máquina controlada por un computador.En 1952 el MIT presenta la primera máquina de control numérico (NC) basada enlos conceptos de John Parsons y Frank Stulen, esta máquina era una fresadora yel control era conformado por tubos electrónicos y relays, como se ve en la foto elcontrol era más grande que la misma máquina.Figura 1.Primer máquina de control numérico.Tomado de 1.Presentación power point facilitada por IMOCOM Centro de formacióntecnológica.1(Presentación power point facilitada por IMOCOM Centro de formación tecnológica. [ref.28 deagosto de 2013]. (n.d.).)8
En 1970 al control NC se le agrega el microcomputador y se le perfecciona hastallegar a ser CNC totalmente controlado por un computador.Después de 1972 las máquinas CNC han venido evolucionando a la par con loscomputadores haciéndolas más confiables y fáciles de manejar.Haciendo referencia a la llegada de este tipo de tecnología a la facultad demecatrónica encontramos una herramienta industrial, que permitirá conocer mas afondo la aplicación de CNC en la industria y cuáles son las herramientasadecuadas para su ideal funcionamiento; sin embargo actualmente es pocoutilizado debido al carecimiento del conocimiento que existe en la facultad sobre elmanejo de este.La celda de manufactura se encuentra en las instalaciones de parquesoft desde el5 de agosto de 2011 empezando su aplicación didáctica desde el mes de agostode 2012, sin embargo no ha podido ser implementada de manera integrada con elbrazo robótico kawasaky y el torno CNC Wabeco debido a que no se cuenta consuficiente información para ser empelada idealmente e conjunto con los módulosde ensamble, metrología y almacenamiento.A medida que el país se convierte en un país industrial la demanda de máquinasCNC ha aumentado llevando consigo a dejar las maquinas convencionales yempezar una nueva etapa de tecnologías que facilitan la vida del ser humano y elaumento de la producción.1.2. MARCO TEÓRICO-CONCEPTUAL.Para la optimización del proceso de la celda de manufactura flexible, se pretendedar a conocer las funciones que pueden ser desarrolladas a través del torno CNChaciendo así más efectivo el proceso de aprendizaje para desarrollar con losestudiantes de la facultad.Dentro del desarrollo del trabajo se pretende generar conocimientos básicos delmanejo de coordenadas en los procesos de mecanizado y haciendo énfasis en lacodificación G que es realmente lo importante dentro de la interfaz hombremáquina.Se trabajara con el programa solidworks debido a que en el ambiente industrial esel adecuado y más utilizado permitiendo tener mejor perspectiva de los trabajos arealizar.9
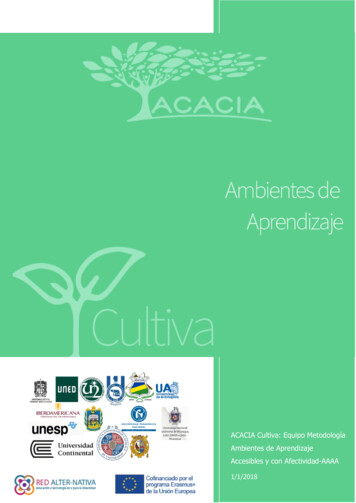
1.3. GENERALIDADES TEÓRICAS SOBRE MATERIALES PARADESARROLLAR PRÁCTICAS EN TORNO CNC WABECO CC-D6000 E.1.3.1. MATERIALES PARA DESARROLLAR PRÁCTICAS DE MECANIZADO.Para realizar las prácticas de mecanizado realizaremos el análisis de tres tipos demateriales, los cuales son los más utilizados en los procesos de arranque deviruta; los materiales de objeto de estudio son: ALUMINIO 6061 T6, COBRE UNSC 11000, ACERO AISI 1020. ALUMINIO 6061 T6:2Es una aleación tratada térmicamente, lo que la hace una de las más versátiles,conserva las mejores cualidades del aluminio y adquiere una gran gama depropiedades mecánicas, incluyendo una buena apariencia y un buen acabadosuperficial; dado que posee un tratamiento térmico T6, el material es óptimo paraser maquinado.El proceso de arranque de viruta del aluminio requiere de herramientasespeciales, se diferencian de las herramientas de arranque de viruta para el aceroporque estas tienen ángulos mayores de desprendimiento y un mayor espaciopara la salida de la viruta, la forma de la viruta dependerá del tipo de herramienta,en general se observara una viruta de forma continua; los materiales utilizadospara las herramientas de corte para aluminio son: acero rápido, carburos metálicosy diamante.En las siguientes tablas podemos observar la composición química del material(Tabla 1) así como también sus propiedades mecánicas (Tabla 2); además en las(Figura 2) y (Figura 3) se puede evidenciar el tipo de viruta que desprende elmaterial con una profundidad de corte de 0.25 mm y 0.5mm respectivamente.2(Estudio comparativo de acabados superficiales de probetas de aluminio 6061-T6, cobre UNSC11000 y acero AISI 1020 a través del análisis de virutas obtenidas en el proceso de torneado,utilizando diferentes parámetros de corte y diferentes insertos SANDVIK)10
Tabla 1. Composición Química (%) del Aluminio 6061 T6Tomado de 2. http://catarina.udlap.mx/ (17-08-2014)Tabla 2. Propiedades Mecánicas del Aluminio 6061 T6.Tomado de 3. http://catarina.udlap.mx/ (17-08-2014)11
Figura 2. Tipo de viruta para una profundidad de 0.25 mm.Tomado de 4. http://catarina.udlap.mx/ (17-08-2014)12
Figura 3. Tipo de viruta para una profundidad de 0.5 mmTomado de 5. http://catarina.udlap.mx/ (17-08-2014) COBRE UNS C11000:3Esta es una aleación de cobre que tiene una excelente resistencia a la corrosión,además se pude trabajar en caliente o en frio arrojando resultados favorables,aunque su maquinabilidad es relativamente baja con respecto a los otrosmateriales.Las herramientas que se utilizan en el proceso de arranque de viruta para el cobreson: acero rápido, carburos metálicos y diamante, la forma de la viruta en este tipode material será más continua en comparación con los otros materiales y estatendrá una forma de arandela alargada, esto evitara que exista enrollamiento tantoen la pieza a maquinar como en la herramienta de corte.En las siguientes tablas podemos observar la composición química del material(Tabla 3) así como también sus propiedades mecánicas (Tabla 4); además en las(Figura 4) y (Figura 5) se puede evidenciar el tipo de viruta que desprende elmaterial con una profundidad de corte de 0.25 mm y 0.5mm respectivamente.3(Estudio comparativo de acabados superficiales de probetas de aluminio 6061-T6, cobre UNSC11000 y acero AISI 1020 a través del análisis de virutas obtenidas en el proceso de torneado,utilizando diferentes parámetros de corte y diferentes insertos SANDVIK)13
Tabla 3. Composición Química (%) del cobre UNS C11000Tomado de 6. http://catarina.udlap.mx/ (17-08-2014)Tabla 4. Propiedades Mecánicas del cobre UNS C11000Tomado de 7. http://catarina.udlap.mx/ (17-08-2014)14
Figura 4. Tipo de viruta para una profundidad de 0.25mmTomado de 8. http://catarina.udlap.mx/ (17-08-2014)Figura 5. Tipo de viruta para una profundidad de 0.5mmTomado de 9. http://catarina.udlap.mx/ (17-08-2014)15
ACERO AISI 1020:4Es uno de los aceros al carbón más utilizados, debido a que tiene una buenacombinación entre resistencia y ductilidad, además permite ser tratadotérmicamente para mejorar sus propiedades, también posee una gran ventaja quees su buen acabado superficial.Las herramientas de corte que se utilizan para este tipo de material son: acerorápido, carburos metálicos y diamante, pero la diferencia con respecto a lasherramientas para otro tipo de materiales de que los ángulos de incidencia y dedesprendimiento son menores.En las siguientes tablas podemos observar la composición química del material(Tabla 3) así como también sus propiedades mecánicas (Tabla 4); además en las(Figura 4) y (Figura 5) se puede evidenciar el tipo de viruta que desprende elmaterial con una profundidad de corte de 0.25 mm y 0.5mm respectivamente.Tabla 5. Composición Química de la aleación AISI 1020.Tomado de 10. http://catarina.udlap.mx/ (19-08-2014)4(Estudio comparativo de acabados superficiales de probetas de aluminio 6061-T6, cobre UNSC11000 y acero AISI 1020 a través del análisis de virutas obtenidas en el proceso de torneado,utilizando diferentes parámetros de corte y diferentes insertos SANDVIK)16
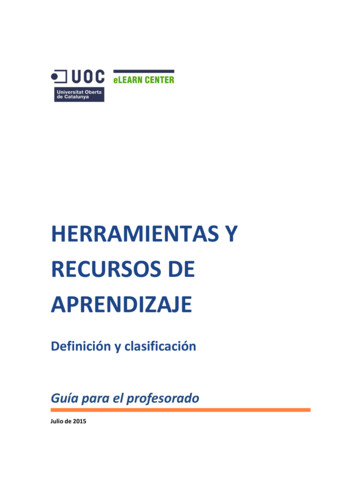
Tabla 6. Propiedades Mecánicas del Acero AISI 1020Tomado de 11. http://catarina.udlap.mx/ (19-08-2014)Figura 6. Tipo de viruta para una profundidad de 0.25mmTomado de 11. http://catarina.udlap.mx/ (19-08-2014)17
Figura 7. Tipo de viruta para una profundidad de 0.5mmTomado de 12. http://catarina.udlap.mx/ (19-08-2014)1.3.2. PARÁMETROS DE CORTE PARA LOS DIFERENTES TIPOS DEMATERIALES5Al momento de realizar un mecanizado en una máquina herramienta y paranuestro caso específico un torno CNC se deben tener en cuenta algunosparámetros para garantizar tanto la efectividad del maquinado y a su vez prolongarla vida útil de la herramienta; dichos parámetros están establecidos por: Velocidad de corte (Vc): es la velocidad que existe entre la pieza de trabajo yel filo cortante de la herramienta y está calculada bajo la expresión.5(Estudio comparativo de acabados superficiales de probetas de aluminio 6061-T6, cobre UNSC11000 y acero AISI 1020 a través del análisis de virutas obtenidas en el proceso de torneado,utilizando diferentes parámetros de corte y diferentes insertos SANDVIK)18
En dondees la velocidad de rotación de la pieza a maquinar ydiámetro de la pieza.es el Velocidad de Rotacion de la pieza (): Esta es la velocidad a la que gira elcabezal del torno, que generalmente se expresa en revoluciones por minuto(RPM), para los tornos convencionales esta velocidad es fija y varia de acuerdo ala caja de cambios pero para tornos CNC como lo es nuestro caso el cabezalutiliza un variador de frecuencia lo cual nos hace posible tener la velocidaddeseada hasta llegar a la velocidad máxima de la máquina.La velocidad de rotacion de la pieza de trabajo es directamente proporcional a lavelocidad de corte e inversamente proporcional al diametro de la pieza y esta secalcula de la siguiente manera : Velocidad de Avance (): Es la velocidad relativa que existe entre la pieza amaquinar y la herramienta de corte, se puede decir que es la velocidad con la queel corte avanza o progresa a lo largo del material.La velocidad de avance depende de realizar el producto entre el avance porrevolución y la velocidad de rotación de la pieza así: Profundidad de Corte (aP): Se conoce como la diferencia, generalmenteexpresada en (mm) que existe entre los radios de la pieza a maquinar durantecada pasada de la herramienta de corte; depende del material de la pieza y lapotencia del torno.VELOCIDAD DE CORTE EN TORNO CNC WABECOTabla 7.Velocidad de Corte (Vc)MATERIALM/min paraDesbastePie/minparaDesbasteM/min paraAcabadoPie/MinparaAcabadoAluminio 6061 T66120091.530019
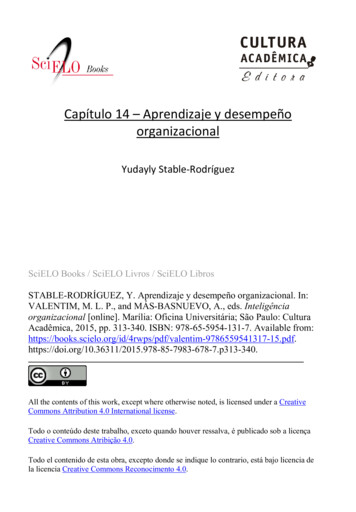
Cobre UNS C1100027.49030.5100Acero AISI 102027.49030.5100Tomado de 14.El Autor (28-08-2014)1.3.3. HERRAMIENTAS PARA DIFERENTES TIPOS DE TORNEADO CNC.Las herramientas de corte han ido evolucionando a medida que se han utilizadodiferentes aleaciones de materiales a mecanizar; desde las herramientas de acerorápido (HSS), hasta carburos recubiertos, carburos cementados, cerámicas y porultimo diamante poli cristalino (PCD) y materiales de nitruro de boro cúbico (CBN),dichas herramientas manejan una gran variedad de geometrías determinadas porlos métodos de mecanizado moderno, las cuales hacen que las operaciones seanversátiles y a su vez reducir los tiempos de cambio de herramienta; la geometríade las herramientas tiene efectos directos en la formación de la viruta, el primeroes el efecto con el ángulo de corte y el segundo efecto en el espesor de la viruta.Existen tres factores de suma importancia para los materiales de las herramientasde corte los cuales se ven reflejados en velocidad de corte y avance, dichosfactores son: La dureza en caliente Resistencia en caliente Tenacidad.En el mantenimiento de las herramientas se debe garantizar el filo y los ángulosde corte y salida de viruta de la misma. Sin embargo, el deterioro de lasherramientas puede tener consecuencias indeseables en el mecanizado. Por ello,el re afilado de las herramientas, siempre que sea económicamente viable (esdecir, si el coste del afilado es menor que el de reemplazar la herramienta), nodebe hacerse nunca a mano, sino mediante una amoladora, intentando siemprereducir al mínimo la cantidad de calor producida y dejando el filo de la herramientarecto con las caras muy finas; generalmente en las máquinas CNC se empleanherramientas estándar de torneado, lo más habitual es trabajar con herramientasen forma de plaquitas fijadas mediante grapas o tornillos a un soporte o portainsertos, como se observa en la (Figura 8).20
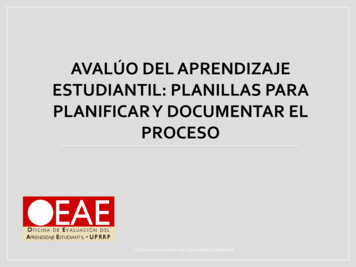
Figura 8. Montaje de la Plaquita en el Porta insertosTomado de 15. Technical Guide Sandvik (22-08-2014)Figura 9. Herramientas de TorneadoTomado de 16. http://www.indiamart.com/ (22-08-2014)21
La refrigeración de la herramienta en el momento en que se está realizando elmaquinado es de vital importancia y tiene mucha relación con la vida útil de laherramienta; la parte de refrigeración se utiliza generalmente en la fase deacabado (velocidades de corte elevadas), las principales funciones del fluido decorte son: Refrigerar la pieza y la herramienta de corte.Reducir la tendencia al embotamiento de la herramienta (lubricación).Producir un acabado mejor de la superficie.Evacuar las astillas y la viruta de forma complicada.El refrigerante se puede obtener de varios compuestos, en el mercado actualexisten aceites de corte, emulsiones o productos sintéticos hidrosolubles para serutilizados como fluidos de corte, las propiedades del aceite hacen que sea másutilizado como lubricante, mientras que las emulsiones debido a sus propiedadesse comportan mejor como refrigerante.Al momento de maquinar, dependiendo de la geometría o tipo de mecanizado quese necesite existen diferentes geometrías en las herramientas para agilizar elproceso de torneado, a continuación listaremos los tipos de herramientas que seutilizan para cada tipo de mecanizado. Herramienta de corte a la derecha.Figura 10. Corte a la DerechaTomado de 17. http://mecrockers.blogspot.in/ (22-08-2014)22
Herramienta de corte a la izquierda.Figura 11. Corte a la IzquierdaTomado de 18. http://mecrockers.blogspot.in/ (22-08-2014) Herramienta de corte neutro.23
Figura 12. Corte NeutroTomado de 19. http://mecrockers.blogspot.in/ (22-08-2014) Herramienta de roscado exterior.Figura 13. Roscado ExteriorTomado de 20. http://mecrockers.blogspot.in/ (22-08-2014)24
Herramienta de corte a la derecha interior.Figura 14. Corte a la Derecha InteriorTomado de 3. http://mecrockers.blogspot.in/ (22-08-2014) Herramienta para Tronzado.25
Figura 15. TronzadoTomado de 22. http://mecrockers.blogspot.in/ (22-08-2014) Herramienta para perforar.Figura 16. PerforadoTomado de 23. http://mecrockers.blogspot.in/ (22-08-2014)26
2. CAPÍTULO II ELEMENTOS CONTROLADORES DE VARIABLESIMPLICADAS EN EL SISTEMA.2.1. FUNCIONAMIENTO DEL TORNO CNC WABECO CC-D6000 E.Para esta etapa del trabajo nos apoyamos en la experiencia de los autores de laguía al tener conocimiento en maquinados tanto convencionales como CNC, y conasesoría del docente director del proyecto de la Universidad Tecnológica dePereira que posee la experiencia suficiente para apoyar este tipo de investigación.En el proceso se realizó un énfasis en el aprendizaje de las herramientas delnccad-75, al ser la herramienta que permite la integración hombre-máquina.2.2. INTERFAZ DE MÁQUINA Y TIPOS DE CONEXIONES.El torno cnc wabeco D-6000, maneja una gran gama de posibilidades defuncionamiento, al momento de su compra se puede decidir que componentes sele desea integrar, partiendo desde una maquina básica hasta una maquina congran variedad de ejes (máximo 7) lo cual permitiríadiversas formas demecanizado, algunas de las otras integraciones que se le pueden realizar son: Numero flexible de ejes (1 a 7 ejes de control).Integración de volantes electrónicos.Control de ejes a través de joystick.Sistema de medición de camino de los ejes principales.Selección de puertos de comunicaciones (RS 232-serial o USB 2.0 fullspeed).Selección de puertos y conexiones para futuras ampliaciones.Actualización de Firmware.El torno wabeco obtenido por Mecatrónica es una versión base la cual estáequipada con: Una fuente de alimentación y un transformador el cual está equipado con todaslas tensiones necesarias por el equipo. Un bus de campo a bordo el cual tiene la posibilidad de conexión de 3 ejescontroladores. La conexión entre el maestro la placa base y el equipo, está dada por elcontrolador principal de 32 bits de entrada y un controlador de salida de 8 bitscon firmware, además del puerto serial para el pc, también la maquina cuentacon un interruptor de seguridad y un led indicador de estado, este equipo nocuenta con entradas/salidas digitales para ejercer control sobre él.27
El maestro es un micro controlador de 32 bits el cual es extremadamente eficientey complejo; el controlador principal es el responsable de las tareas centrales demoderación en el sistema y mantiene la conexión con el pc.La máquina está equipada con dos finales de carrera que normalmente manejanuna conexión de 2 vías blindada, los finales de carrera se hacen necesariosdebido a que estos son los encargados de determinar la posición de referencia dela máquina.El sistema de seguridad de este equipo proviene del paro de emergencia ubicadoen el panel de control y del sensor ubicado en la campana de protección de lamáquina.2.3. PAQUETES DE PROGRAMACIÓN DE CONTROL NUMÉRICO PORCOMPUTADOR CAD/CAM6El software CAD (Computer Aided Design(dibujo asistido por computador)) y elsoftware CAM (Computer Aided Mecanization (mecanización asistida porcomputador)) ayudan a los ingenieros y diseñadores en una amplia variedad deindustrias. Con estos programas se diseñan y fabrican edificios, puentes,carreteras, aviones, barcos, coches, cámaras digitales, teléfonos móviles, ropa uobras de arte.El Dr. Patrick Hanratty concebía en 1957 el primer software CAM llamado"PRONTO" por eso el Dr. Hanratty ha sido muchas veces llamado el padre delCAD/CAM. A principios de los 60 Iván Sutherland inventó en el laboratorio Lincoln(MIT) el primer sistema grafico CAD llamado "Sketchpad". Por el alto precio deestos computadores solo algunas compañías de avia
2Es una aleación tratada térmicamente, lo que la hace una de las más versátiles, conserva las mejores cualidades del aluminio y adquiere una gran gama de propiedades mecánicas, incluyendo una buena apariencia y un buen acabado superficial; dado que posee un tratamiento térmico T6, el material es óptimo para .