Transcription
Essentials ofExcellenceTotal ProductiveMaintenance Essential to Maintain ProgressMoving toward equipment quality and performance readiness, an environmentwhere working out problems is more important than organizational status.Robert W. HallAretired railroad track maintenance supervisor, an ac.quaintance now dead, predicted the demise of the PennCentral Railroad five years beforethe actual event. He knew nothing offinancial reports. He somberly declared his pension check in jeopardywith the observation that the successor to his beloved PennsylvaniaRailroad "couldn't even keep theirdamn weeds cut."A company in financial troubleoften defers maintenance. Managersknow better, but put off tomorrow'stroubles until- they hope - timeand money will arrive to deal withthem. But even companies with fatprofit margins may not recognize theimportance of detailed maintenanceto competitive position. Among veteran maintenance personnel, accepted wisdom is that anyone whowishes to know what a company is"really like" should work in maintenance.Productive maintenance develops knowledge of tooling, equipment, and control systems in the applications for which they are used,seeking not only to keep processesoperational, but to make them better. Productive maintenance is essential for improving quality and reducing leadtimes.Simply paying attention to preventive maintenance can payoffquickly. Early in its JIT journey, the4Black & Decker Fayetteville (NC)plant emphasized preventive maintenance on key machines. Operatorsrecorded problems on cards kept ateach machine. Maintenance person'lei referred to these cards on regular rounds of the shop. Equipmentavailability (readiness) increased by10 percent within a few months.Maintenance is a recentlydiscovered hot topic, vital to continuous improvement. However, some ofthe current directions to improvemaintenance management do notnecessarily lead a company intoproductive maintenance.Connection to Productivity andQualityIf equipment is organized as ajob shop, maintenance problems arepainful only if costly enough to standout, or if a machine is a "bottleneck." Hooked together in tandem,problems on one machine stop all,so that interest in maintenance issure to increase. The connection ofequipment downtime to overall productivity becomes more obvious.Maintenance practices also affect quality, sometimes in '10'1obvious ways. Take the case ofpress dies standardized in height forquick setup. Dies sharpened after astandard amount of use can besharpened with a standard cut andrestored to height with a standardshim. Standard maintenance standard setup standard quality- no fiddling with adjustments tostamp a standard part again.Maintenance should do morethan just avoid production stops andexcessive costs. It should enhanceand preserve the capability of thetotal process to make defect-freeparts. Many sources of process variation are affected by the maintenance of something other than directproduction equipment. Some examples:1. Variance of power line voltagesbecause of inattention to maintenance of controller units balancing a three-phase power network.(The company had to becomeconcerned for reasons other thanmaintaining an "economical" balance.)2. No regUlar calibration of testequipment for recycled cutting oil.3. Variance in ambient air temperature due to failure of controls foran overhead door.4. Contamination of wash water dueto installation of dirty pipe.Maintenance in every part of aproduction facility improves qualityand prevents downtime. Standardi·zation of correct maintenance helospreserve gains in quality.Total Productive Maintenance(TPM)Total Productive Maintenanceevolved during the 60s and 70s inthe Toyota group companies, gradually spreading to many other Japa'lese companies, but by no meansTarget
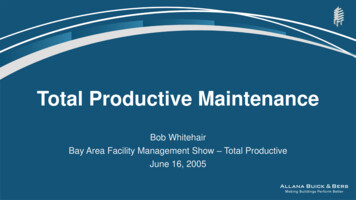
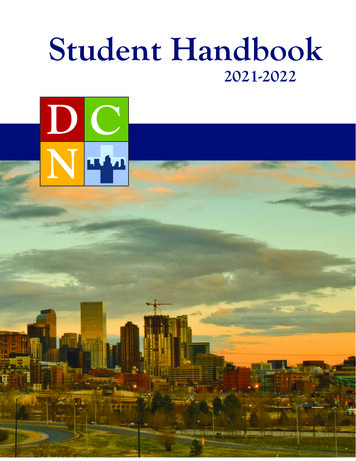
all. TPM is mature in Japanese autocompanies and their suppliers, popular in metalworking, but just off to agood start in other industries. TotalProductive Maintenance is broad inscope, seeking to:1. Improve equipment effectivenessin both quality and performancereadiness until it becomes technically obsolete. Hence the use ofthe term "productive" in TPM. Apiece of equipment should perform its applied function better atthe end of its life than when new.2. Cover all departments and functions of the company from topmanagement to operators, and allaspects of manufacturing. Hencethe term "total" in TPM."Total" covers every aspect ofmaintenance imaginable by a bigcause-and-effect diagram of allmaintenance activity affecting qualityof product or service: all machines,tools, gages, instruments, computers, and vehicles as well as buildingsite equipment.Deep operator involvement isessential to comprehensive maintenance. "Small group improvementactivities" should consider improvingmaintenance. Operators and supervisors should thoroughly learn theprocess and equipment so that theycan make useful suggestions, someof which they can implement themselves.TPM fits hand-in-glove withworkplace organization (5S) and theideas of cycle time concept (doingas much as possible by a regulartime pattern) and cycle time analysis(studying repeated cycles to discover opportunities for improvement).These methods build on the basicconcept of predictive maintenance:repair/replacement prior to a breakdown, or better, prior to a processdrifting from its "normal" pattern ofvariance. Timing may be predictedthrough experience, technical factors, or quality history.Reliability analysis to predictmean-time-between-failures is wellknown, but its complexity preventsextensive use by operators. However, operators or maintenance plal"-Fall 1987Equipment Effectiveness and Six Big LossesEquipment TimeCalculation of EffectivenessLoss1Total Loaded TimeA.AvailabilityEquipment,A-Failure(Loaded Time)-(Downtime)Loaded Timec-- 480 min.-BO min.A.Setup &Adjustment 2'"'"0.J"EOperating Time 00-f-3O Output effectivenessMinorStopse--"'"'".3'"alRun cycletime",83%480 min.20 Theoretical Cycle Time) xJO.4ReducedSpeed 3No. of partsOperating time0.4 X 800400-80%"ooc-ValueAddedTime"'"'"'"5DefectsV Value added time(Rework)I---0.JU6'*Defects Lost(Yield)0V.(No. parts made)-(No. defects)v No. parts made800-40800 95%Overall Effectiveness A x 0 x V 83% x 80% x 95% 63%123Loaded time is not usually all working hours.Setups are necessary to make what the customer wants, so setup is value added activity.Unnecessary setup and adjustment time within each setup is a waste.A machine may not be desired to run at its theoretical cycle time. For instance, a machine ina cell may have idle time between cycles to balance with the cycle time of the cell. Others willbe operated at speed, but only when parts are demanded.Fig. 1. This interpretation of the Japanese TPM explanation shows the six big lossesassociated with equipment and tooling. It reflects the need for detailed study ofmachine problems. An overall effectiveness measure must be tailored to fit individualmachines and processes.ners can keep a record of the causes of downtime and chart therepair/replacement cycles in searchof patterns. Navistar's foundry in Indianapolis has done this for manyyears.Japanese manufacturers usecontrol charts to identify the onset ofprocess irregularity before catastrophic failure makes somethingobvious. For example, Tokai Rikaplotted a chart on rolling an indentation in the body of a cigarette lighterfor automobiles. A sample size offour was plotted daily on a chartspanning several years. Over timethey noted that the process beganto drift slightly every four monthsbecause of wear on a posijioningcollar. Their Cpk was so high therewas never any danger of an actualdefect.'Fig. 1 is liberally interpretedfrom the Japanese explanation ofTPM. It shows the six big lossesassociated with equipment and tooling. It also illustrates that machineproblems must be studied in organized detail to be overcome-morethan just tracing the causes of"dead stop" downtime. Any overalleffectiveness measure must be developed to fit individual machinesand processes. It is impossible todevise a general measure of machine effectiveness which properlytakes all factors into account inevery case. The measure shown isfilled with interpretive possibilijiesand still doesn't account for operating methods or operator efficiency.I 5
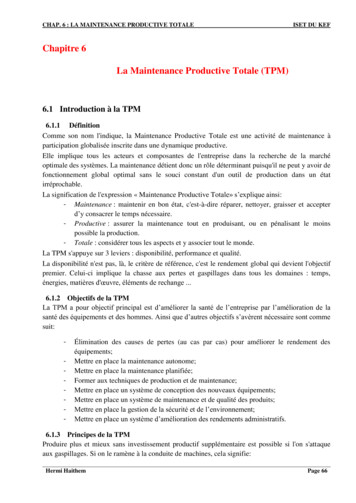
Twelve-Step TPM ProgramStepNotes1. Announcement of TPM by topmanagement. 'As with anything, this is necessary if the effort is to be serious.2. Education on TPM.'Detail for leaders. Some for everyone.3. Organize for TPM.'Teams and working groups, cross-functional as for JITfTQC implementation.4. Set goals and policies'Benchmarking excellent operations elsewhere is helpful.5. Formulate master plan.'Overall project activity schedule. Milestones applied to goals.6. Kickoff.Invite customers and affiliated companies. Now "everybody knows" and thereis no backing down.7. Improve effectiveness on eachpiece of equipment.'Work on model equipment first, so "followers" learn from that. Effectivenessrating is developed from detail on each item of equipment.8. Promote PM by individualThe maintenance department trains and backs up. Judge performance andaward certificates.?perators.'9. Develop planned maintenanceby the maintenance personnel.'10. Advanced training, based onacquired skill and knowledge.'Study equipment. Develop timing for fixed-cycle and predictive work bymaintenance. Refine systems for MRO, tooling work, equipment records, andvisibility methods.Organize what has been learned internally and elsewhere and use it toprepare people for a "second push" (Step 11).11. Develop system for long-runmanagement of equipment.'Study ways tp revise equipment to improve quality and prevent maintenancp.problems. Categorize criteria for buying or designing new equipment withnext generation of technology. Try to optimize life cycle cost of equipmentdesigns and modifications.12. Establishment of TPM.Review and set higher goals. Prepare for competition to receive PM prize.', The preparation phase lasts 3-6 months. Japanese like to have everyone beyond the "awareness stage" by Kickoff. They should be willingto learn new skills and accept more responsibility.23The implementation steps take two to three years. This is the heart of what is to be accomplished, namely raising the educational and skilllevel of the entire working organization to a higher level.Each fall the Japan Institute of Plant Engineers awards about ten PM Prizes to competing companies which have reached the twelfth stagewith good results. Automotive and metalworking companies dominate the competition. TPM originated in the Toyota group from which manyof the practices have spread to other industries even if they do not pursue them vigorously enough to be strong competitors for the PM Prize.Flp.2.6Target
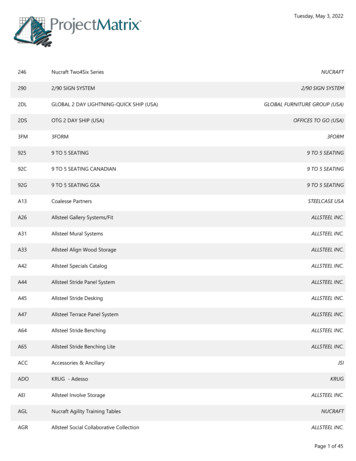
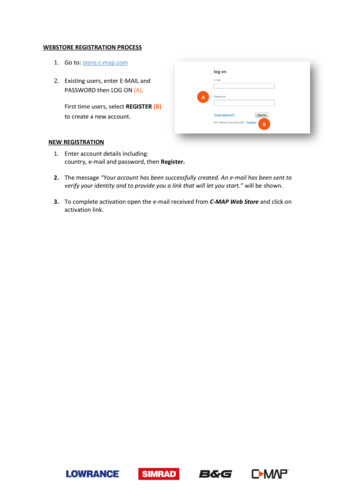
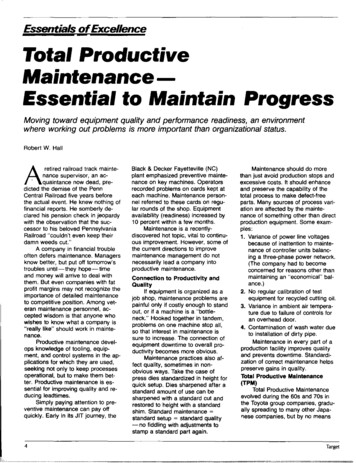
Concentrate on discoveringcauses for specific machines notbeing effective and eliminate them.An overall effectiveness measurecan only suggest checking specificsituations in more detail. However,two kinds of overall measurementmay be useful:1. Machine availability (or readiness): The percentage of timeequipment is operational whetherneeded or not, which is a morepositive way of putting it than asan out-of-service rate.Availability percent (100 percent) - (Out-of-service percent)Availability, or readiness, is preferred over a measure of machine utilization because thatmay stimulate people to runequipment unnecessarily. However, equipment may be out-ofservice for positive reasons aswell as negative. Modifications forimprovement may be done offline.2. Operating ratio: The percentageof time equipment operates whenon-iine:Operating ratio (On-line time)(Downtime)On-line timeNeither of these measures suggests anything specific to improve.For that, one must seek detailedmeasures of machine capability: dimensional variances in output, cycletime variations, stops for adjustment,difficulty in setup (setup time variations), defect rates, whether classified as one of the six big losses ornot, and so forth. These relate tothe uses of a machine, and provideindirect indicators of maintenanceamong many other clues to variousproduction problems. Such data isbest kept by those close to theoperation - usually operators themselves.Operator involvement is a prominent feature of TPM, and TPM itselfis a maintenance emphasis within abroad program of detailed qualityimprovement. The program cannotbe properly executed unless personnel are well-grounded in the attitudes and methods of Total QualityControl. The Japanese twelve-stepplan is shown in Fig. 2.Fall 1987Phases of Machine MaintenanceMean time until parts-.it replacementPhase I: Forced DeteriorationRepair only when broken.Standard or correct operating practicesMachinefailureeither unknown or not practiced.Minimum operator responsibility formaintenance or condition.Little routine maintenance; no PM.Time----7Phase II: Natural DeteriorationStandard, correct operating practicesdiscovered and used.Operator has responsibility for routineMean time untilparts replacementPM and condition monitoring.No organ ized effort to restore orimprove machine.Phase III: Restoration andImprovementStudy operating procedures to refinethem. Identify cycles of repair/replacement that will keep the machine at itsoriginal capability level.Operators are deeply involved both toidentify repair cycles and to correctabnormal conditions.Work on redesign of the machine.Phase IV: Condition-Based RepairAftergoing through Phases I-III, theni"Mean time until partsreplacement"o 0"-@ :ce a.::EL-'--- ---'Time-----.7Mean time until Darts ---'»replacementuse instruments or sensors to diagnoseearly deterioration.This chart comes from page 120 of The New ManufacturingChallenge by Kiyoshi Suzaki, 1987 release by The Free Press,which in tum is taken from publications of the Japan Instituteof Plant Maintenance.Fig. 3. Another view of Total Productive Maintenance is shown.A review of the implementationsteps (7-11) at the heart of TPMshows why it is referred to as TotalProductive Maintenance. A hiddenobjective is to make everyone asexpert as possible in detailed knowhow by a systematic program of improvement. TPM is a system for revision of tooling, equipment, andmethods within the more generalpractices of JITfTQC.Another view of Total ProductiveMaintenance is in Fig. 3. Redesigning equipment as in Phase III iswidely practiced in the UnitedStates, for instance, but usually as aproject-by-project approach on selected equipment. TPM is more:Time------7 All operations are covered; all direct production equipment, allplant support equipment. The approach is systematic. Operators and supervisors mustmaster the equipment. They learnto make simple drawings themselves, and to make simple modifications themselves. Very little is contracted out - tocontract maintenance companiesor to OEM suppliers of machines.TPM is literally a do-it-yourselfprogram.I 7
Thoroughly study equipment, tooling, and process first. Revise itand improve it before Band-Aidingthe problems w h sensors andother detection devices to warnwhen a process is beginning to gosour. In other words, don't "hightech" a bad process-or an undeveloped machine.TPM is a people-intensive, lowcost method to work through thebugs in processes and equipment,but upgrading the skills of all theworkforce does not come without aprice tag. Formal skills training isnecessary, but worked "the Japanese way," very little overhead needbe added. The maintenance department self becomes the primaryskills trainer.If there are downsides to TPM,the time required to implement isone, and potential problems adopting 'a radical new technology is another. A few experts can mastersomething new more qUickly than ifit must be imparted to the masses.TPM is also part of the quality considerations to take into accountwhen designing and developing newproducts. TPM cannot be quicklygrafted onto an existing organization.Comparing TPM To The AmericanExperienceNo American company is knownto be practicing TPM in the sensedescribed. Almost all the individualconcepts w hin TPM are known andsometimes practiced in the UnitedStates, but no one is known to have"put it all together."No comprehensive survey ofAmerican maintenance practices isknown. Maintenance practices canbe inferred from conversations,trade press articles, and conferencepresentations. Background work forthis article concentrated on foundries' Because of their harsh environments, something above the normal consciousness of maintenancewas expected in foundries. However, there is no reason to believe thatthe general management practicesof foundries differ much from thoseelsewhere in manufacturing.American managers are certainly conscious of maintenance costs.8Referring to foundries, John Wasemstated the situation: "When management thinks of maintenance-relatedproblems they think of repair costper ton, excessive overtime hours,excessive equipment downtime, lossof production, high equipment replacement cost, excessive spareparts inventory, and idle maintenance employees.'"In other words, managers thinkof maintenance problems in terms ofcost ratios, comparing various categories of maintenance costs with thecost of obvious maintenance failures. Success is low overall cost,and cost-of-quality measures areseldom included.A common way to evaluate preventive maintenance is also throughcost tradeoffs. What is the addedcost of PM versus the cost of lettingequipment run to breakdown? Bythe TPM concept, the idea is ratherto investigate the production missionand capability of the equipment before digging deeply into long-runcost estimates.Japanese managers think of"things and conditions" before costs-w hin reason, of course. By pushing the responsibility for TPM ontothe direct workforce, there is littleadded cost to evaluate early in aTPM program - mostly the cost ofdeveloping people for TPM. Thatcost is accepted without hesitation.In the American company, operating people think of "things andconditions" while the top management and financial staff think of costtradeoffs. The burden is to provecost effectiveness. Under TPM, thisburden is more to check whetherproposals are cost ineffective.American companies also contract more maintenance and relymore on the advice of equipmentmanufacturers than Japanese TPMcompanies. TOC wisdom is to thoroughly understand a process forquality reasons. TPM extends this tothoroughly understand the equipment, so managers and workerswant to work on themselves. Forinstance, an evaluation of an OEM'sproposed new equipment might include taking apart and putting itback together.Some American companiesbuild a great deal of their ownequipment and tooling; others hardlyany. The strategy depends uponcompany expertise and cost tradeoff. According to TOC and TOM, acompany should become expert inevery production process cr ical toits quality, possibly including someprocesses belonging to suppliersand customers. A plant should repair and modify much of its owntooling and equipment in its ownshops. Some of it should be designed at the plant. How else can aworkforce totally understand theprocess? This outlook tilts decisionstoward doing work yourself unlessthe economics are prohibitive. (Ametalworking company does notservice its own computers.)Survey of Maintenance PracticeAbout 10 years ago CharlesBimmerle performed one of the fewsurveys of maintenance practice on84 foundries in Ohio' Conditionshave changed since, but some ofthe results are still interesting.Thirty of the 84 foundries conducted PM on over 50 percent oftheir equipment, but only 10 hadwritten procedures covering thatmuch equipment. Four foundrieshad PM on more than 75 percent ofequipment. One had a very lowmaintenance cost per ton, and another very high, so the effectivenessof PM appeared to differ greatly.Only 30 foundries involved maintenance in new equipment decisions.The average equipment availabilityof all the foundries was 91.7 percent, and average maintenancelabor productivity was 54 percent(w h most estimates based on imprecise standards).The most interesting result wasthat both equipment availabil y andmaintenance manpower productivity: Correlated positively with scopeof preventive maintenance Correlated negatively with size offoundry Correlated negatively with numberof maintenance workers.Despite a more formal effort in managing with maintenance work, thelarger foundries had poorer maintenance, although a PM program helped. This may be explainable by thefunctional organization of foundrymanagement.Target
Bimmerle found that foundrymaintenance variously reported tomanufacturing, engineering, operations, plant managers, and in twocases, to the president. Casual observation of manufacturing organizations indicates that maintenance is abox at any elevation, but generallyin the far western portion of the organization chart, an afterthoughtwhen filling out the squares.Wherever placed, maintenanceis usually seen as a collection ofseparate skills. Even with no jurisdictional disputes between differentcraft unions, coordination betweenthe specialties is not simple. Fewpeople can diagnose and repair anelectromechanical marvel all bythemselves. Technically comprehensive maintenance becomes messywhen split among three or four different skills.More and more new automatedequipment comes with built-in diagnostic instrumentation. Equipmentdesigned and developed for TPMshould favor "KISS" methodology.Study the equipment and the process, and resist creating computer diagnostics for problems that shouldStudy the equipment and theprocess, and resist creatingcomputer diagnostics forproblems that should not exist.Avoid trying to cut throughbasic process andorganizational problems withtechnology alone.not exist. Avoid trying to cut throughbasic process and organizationalproblems with technology alone.Plant size can exacerbate theorganizational and productivity problems of maintenance. Despite pagers and golf carts, much time iswasted running from place to place.Concentrated maintenance attentionis one argument for separating aplant into departments each havingsimilar equipment, the opposite ofcell manufacturing and layout forflow and flexibility.Mixed equipment and processes in one area calls for coverage bya diversely skilled maintenanceteam, with the operators being partof the team. This makes sense withcell manufacturing and flow layoutseven if plants do not practice TPMin the full sense. The problem ofmaintenance organization and skilldevelopment at the plant level is asmall version of the problems offunctional organization throughout alarge manufacturing company. Current approaches to developing maintenance management reflect thelarger thrashing in American companies attempting to make functionalorganizations perform in place ofteams.Companies redraw organizationcharts constantly. A decentralizedorganization structure may be helpful, but success depends on management leadership and attitudetoward maintenance or anythingelse. The Walt Disney organizationis an American example of the rightmanagement attitude (see box onfollowing page).Current Directions In MaintenanceManagementPreventive maintenance by operators as well as maintenance personne is increasingly evident, butmuch PM is just an oiler running acheck-and-Iube route. These routesare assigned to the lowest-skill,least experienced personnel inmaintenance. They struggle to findall the grease fittings and frequentlywork without written procedures.Maintenance software packages are proliferating. These differ intheir capabilities, but many companies reorganizing maintenance areguided by them. A listing of theusual software capabilities providesa reasonable overview of currentthinking: Equipment identification by company number for:-EqUipment files and histories-Spare parts lists-Downtime records-Specifications; references todrawings-Cost histories Work orders and work order records:-Work order initiation and approval procedures-Record of job man hours andmaterials costs-Work order reporting systems-Work order priority systems Schedules and capacities:-Weekly schedules based on capacity by craft-Work standards-Measurement and control ofbacklogs Maintenance, repair and operational inventory (MRO):-Item masters showing whereused and sources of parts-Warehouse inventory levels andtransaction system-Purchase request system Preventive maintenance:-Generation of worksheets andchecklists-Schedules and reporting systems.Companies reorganizing maintenance must develop system discipline. Just pulling together all theequipment files to reference by asoftware system is a chore. Littlequestions arise. For instance, howmany manuals are on hand for agiven piece of equipment? Who hasthem? Are they current? Whoshould have a copy? Where shouldthey be kept? In which system filesshould manuals be referenced?EqUipment drawings are another messy area to manage. Someoriginate with the OEM manufacturing the equipment. Some are modifieations to the original. Unless all areidentified with the company's number for the equipment, just finding acorrect drawing can be exasperating.Parts inventory for a piece otequipment runs about 15 percent ofthe capital cost. After the depreciation schedule has finished, the majorinvestment in equipment may be thecomplement of spare parts. Thesoftware packages providetransaction-driven MRO systems.The transaction discipline is no different from that of other inventor systems.Job orders are another anchorof these maintenance systems, pegson which to hang cost and time reporting, and the basis of control. PMt 9Fall 1987,."',. w.I'J. ."''!"1"""'."." ". " "". "'"'.''".'.",.'"'"''''''''''
Disney World MaintenanceMaintenance is critical to theme parks, and at DisneyWorld it gets high profile attention from managementalthough most of it is kept hidden from guests. What aguest is most likely to see, and remark on, is thecleanliness. A fallen gum wrapper is immediatelywhisked up by the closest Disney employee---- lf anyrank.Although Disney World has a 20 million maintenance manpower budget, 2000 full-time maintenanceworkers and a maintenance software package secondto none, that spirit is the key to breaking down thefences between functional turfs. This spirit comesfrom the Walt Disney management principles whichthe master himself enunciated in 1966:t. Quality will win out.2. Give the public everything you can give them.3. Keep the place clean.4. Keep the place friendly.l'he last principle translated to employment atmosphere means to take your job seriously but don't takeyourself seriously. Have fun at work.The Disney maintenance force is represented byten craft unions. The potential for turf squabbles isever present, but the means for keeping it in check isthat executives establish pride in the work itself andset examples. The executive snapping up a gumwrapper is part of that. Pride is cultivated, starting withsigns in maintenance saying that under this roof arethe finest craftsmen in the world. Shoddy work is notpart of anyone's expectations.Essential to this pride is a sense of the importance of any work, including the smallest details. Forinstance, the gold inlay on the manes of carrouselhorses is not false; it is the 24-carat real thing. A guestwill probably never know. The workers do. In theDisney setting, this carries the motivation behind thescenes.by a maintenance person mayormay not require a job order. If not,the PM is seen by transection systems as an unwritten job order.Software modules to schedulemaintenance turn attention to theaccuracy of labor standards. Joborder files can be analyzed so thattime estimates from this data baseare superior to top-of-the-head estimates. Some companies use standard data such as the UniversalMaintenance Standards of H.B.Maynard and Company. More accu-10The operational readiness rate of Disney equipment is 99.4 percent, and they target still better. Thebiggest Pareto items causing downtime are weatherrelated, so improving this performance requires improved weather-proofing of equipment designs.The computer system is Disney-conceived andDisney-programmed. The on-line system handles a24 month history on 38,000 items of equipment. Thereare 60,000 variable-time job orders per month inaddition to the 130,000 fixed-time PMs on the schedule. The program does a failure-code analysis toassist with predictive maintenance.Other programs are used for special projects.For instance, Disney has a huge number of two-wayradios on-site. Radio failures and repairs are beingsimulated to better establish maintenance cycles forradios, and to determine how many radio maintenancelocations should be on the premises.Disney redesigns troublesome parts. They areon their sixth or seventh generation of soft-drinkdispenser heads to stretch the times between failures.An ordinary commercial design has a failure rate of"500 percent per year or more"under the specialstress of Disney World use.Most routine maintenance takes place at night.The day shift mans underground shops near equipment for which they are responsible. Unless there isan emergency, these shops are busy making spareparts or revised parts. A great deal of Disney equipment uses unique design parts.Disney provides a generous budget for maintenance. A manufacturer of cost competitive productsis apt to feel that they cannot afford to copy Disney.They probably cannot afford the same elegance ofsystem and the "imagineering talent," but everyonecan afford the Disney management attitude. Thatcosts nothing but the effort to develop it, which isconsiderable.rate standards make more accureteschedules, which reduce the wasteof poor planning.The use of software instigatesbetter organization and control ofmaintenance work. More accuratestandards, equipment records, andinventory data bring a mess undercontrol-an improvement overchaos, but perhaps high-overheadimprovement.Two problems are evident withthis approach:1. The walls between departments are still present, andthey may De even s
Maintenance in every part of a production facility improves quality and prevents downtime. Standardi· zation of correct maintenance helos preserve gains in quality. Total Productive Maintenance (TPM) Total Productive Maintenance evolved during the 60s and 70s in the Toyota group companies, gradu ally spreading to many other Japa