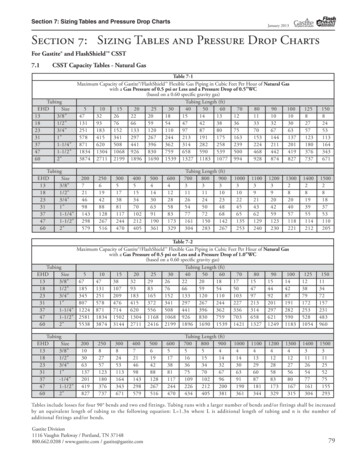
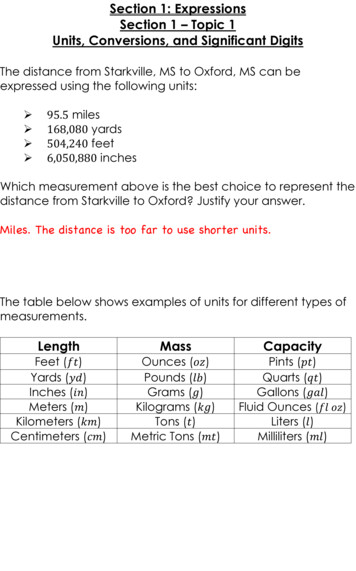
Transcription
ASME NUCLEAR CODES AND STANDARDSSupporting New Build andNuclear Manufacturing in South AfricaSession 3: ASME Section III,Component Design and Construction, IncludingApplication to the AREVA EPRPhilippe MALOUINESRegulations and Codes AdvisorASME InspectorAREVA NP-EIRA
EPR CODES AND STANDARDS : ContentX AREVA welcomes you in Session 3X 1.Present situation: which Code for EPR components ?X 2. Principles of Code selectionX 3. Origin of RCC-M rules and recent evolutionsX 4. ASME vs RCC-M : puzzles and overlappingsX 5. Conclusions3ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20083
1. Which code for AREVA EPR for NI, safety class1 main component?EPR Olkiluoto 3FinlandRCC-M 2005Started, inprogressFinnishregulation refersto ASME Sect.IIIor otherequivalent CodeEPR Flamanville 3 RCC-M 2007Started, inprogressFrench regulationdoes not makemandatory anyCodeEPR TaishanRCC-M 2007StartedChineseregulation doesnot makemandatory anyCodeASME IIIPre-licencingphaseUS regulationmakes ASMEconsistent withany licenceEPR USA4ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20084
1. Which code for AREVA EPR: NI (SC2 & SC3 &NC), BOP, CI ?EPR Olkiluoto 3FinlandRCC-M 2005,ASME Sect. III , Sect. VIII,KTA,YVL:Finnish regulation,includes CE assessmentfor nuclear Not Classified(NC) equipment.EN 13445, EN 13480, EPR Flamanville 3RCC-M 2007,ASME Sect. III and Sect. VIII,KTA,French regulation includesCE assessment for nuclearNot Classified (NC)equipmentEN 13445, EN 13480, EPR TaishanRCC-M 2007 level 2 and 3,ASME Sect. III and Sect. VIII,Chinese regulation doesnot make mandatory anyCodeEN 13445, EN 13480, ChinesestandardsEPR USAASME Sect. III, Sect. VIII,NI: Nuclear IslandBOP: Balance of Plant5US regulation makes ASMEconsistent with any licenceCI: Conventional IslandCE: Stamp witnessing the conformity to European RegulationsASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20085
2. Principles for Code selectionX Principles applied as a function of safety classification:Safety Report of the Owner is the baseX Needs High level of Safety High availability factor during 60 years Reasonable equipment and maintenance costs Low radiation exposure of workers Standardization to benefit from experienceX Industrial context Equipment requirements from Contractor Engineeringdepartments Consideration of Suppliers experience: market opening Evolutionary Pressurized Water Reactor first developed in aFrench-German context. Today ready for US and deploymentanywhere in the world.6ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20086
2.Approach for specifying EquipmentX Global Safety Approach Careful selection of Materials Optimized System and Equipment design Low probability of Defect Careful Non-Destructive Examinations Implementation of QA System (Regulation RD 0034 in RSA) When needed (regulations), measures allowing a "breakpreclusion concept" to be used When needed (regulations), severe accidental conditions to beconsidered (Finland).X Classification of Equipment As a function of Safety class (SC1, SC2, SC3) As a function of Nuclear Pressure Equipment Regulations(« N1, N2, N3 » in the context of the French Regulation)As a result, equipment are classified in "Quality Classes" Q1,Q2, Q37ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20087
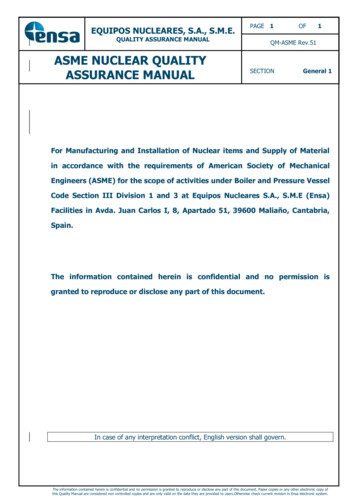
2. General strategy for EPR CodesEPRGlobalApplicationand Standards selection:Nuclear Island,Balance of Plant,Conventional Island.ClassificationASMESect.IIINB ASME Sect. III NCEPRQ2ASMEQ1Q3NC8ASMESect. III ND ASMESect. VIII div.1RCC-MSect. ISubs. B : supplementedKTA 3211 or ASME when neededSect. III NC or RCC-MSubs. CHarmonizedStandardsPED 97/23 ECor ASMESect. VIIIdiv.1or NationalIndustrialStandardsPlus specificrequirementsNuclear codesoptionalHarmonized Standards: EN 13445, 13480, National Industrial Standards: ASME VIII, AD-M, CODAP, ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20088
2. Consequences on Q2/Q3,NC Equipment SpecificationsX Necessity to adapt equipmentspecifications with Provisions in additionto the codeX Philosophy Supplement with adequate provisions the applicable codesand/or standards Reach an equivalent global quality levelX Compatibility conditions whenever several codes are usedzzzzzzz9Compatibility on dimensionsCompatibility with hypotheses on general system designConsideration of fatigue risksSpecification of applicable criteria levelsConsideration of inspection liable to affect designConsistency of materials and range of approval of qualificationsPressure tests, Cleanliness ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 20089
2. Established conclusions for Nuclear Codes approachNot only from AREVA’ point of view 10ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200810
3.Historical Aspects : origin of RCC rulesUS regulations, codes andstandards for the generaldesign of systems andcomponentsFrench and European rules,regulations and practices forthe construction ofcomponentsPWR technology progressively adaptedto French and European industrial andregulatory contextFirst RCC-M was picture of practices in 80’sPragmatic approach: more than 60 NPPdesigned, manufactured, with rules set upin RCC11ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200811
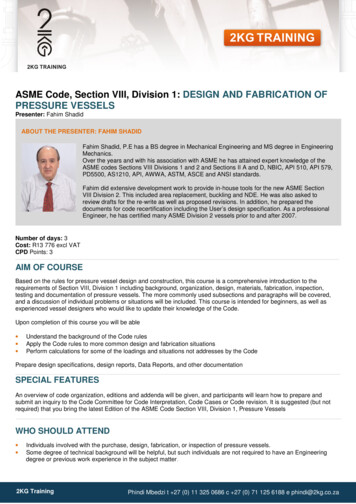
3. RCC-M vs ASME general organizationRCC-M CodeSection 1 Nuclear IslandComponentsABCDEGHJPZ12General requirementsClass 1 componentsClass 2 componentsClass 3 componentsSmall componentsCore support structuresSupportsStorage tanksContainment penetrationsTechnical appendicesASME CodeSection IIINCANBNCNDNoneNGNFNC/ND 3800-3900NEAppendicesSection 2 MaterialsSection IISection 3 Examination methodsSection VSection 4 WeldingSection IX (Qualifications)Section 5 FabricationVarious parts of Sect. IIIASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200812
3. How are established RCC requirements: in AfcenBOARDEditorial committeeRCC-C SubcommitteeWorkingGroupRCC-E SubcommitteeRCC-M SubcommitteeGeneral SecretaryEDF, AREVA,CEA, DCN, Nuclearapproved Inspection Bodiesinvolved in RCC-M assessmentthrough regulationsRCC-MR SubcommitteeRSE-M ftwareExaminationFabricationFlaw AnalysisRepairInstallationsExamination13ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200813
3. Main points of RCC-M approach and evolutionsX RCC codes are Tools Integrating construction and operation experience Open to different regulatory contextsX RCC-M is continuously evolving as a function of Contractor and Supplier experience and research, Projects needs Evolution of International standards: calculations, Regulatory evolutionsX RCC-M 2007 edition integratesNo drastic changes EPR project needsContinuous adaptations Standards updating Regulatory evolutions resulting from European PEDand French ESPN Order: example for materials requirementsX Integration of appendices covering other regulatory contextsunder consideration: example14ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200814
4. RCC-M technical diffences vs ASME III TechnicalX Design Mechanical resistance Functional requirements out of scopeX Materials Materials selection Procurement Part qualificationX Manufacturing Fabrication and welding Process and welders QualificationsX Examinations Stage Methods Extent Acceptance criteriaX Hydrostatic testsX Overpressure protection Issued in 2007differences *2,4,7,83,5,619,1310,111214* : source: MDEP ASME presentation15ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200815
4. RCC-M technical scope vs ASME III:Technical differencesEquivalent but not identical! Reconciliation needed for the manufacturer1 Material: ASME uses generic prequalification/ RCC-M usesprototype qualification (M140)2 Material Stress Limits: ASME Section III, Class 2 and 3allowable stresses are now up to 15% higher than thoseof the RCC-M Code, because Section III stress limits arenow based on a design factor of 3.5 rather than 43 Material: RCC-M permits use of only very low carbon stainlesssteels with nitrogen limits. Determination of sensitivity toIGSCC, by corrosion testing, is required if the carbon contentexceeds specified limits (0.03-0.04%). ASME Section III leavesmaterial selection and IGSCC concerns to the Owner orFabricator.4 Material: RCC-M requires elevated-temperature tensile testing(base metal, weld metal, procedure qualifications) toconfirm the elevated-temperature tensile and yieldstrengths for each heat/lot and welding procedure/ ASMErelies on properties from representative heats toestablish allowable stresses at elevated temperatures.Design factors compensate for unknowns and variations5 Material: RCC-M requires impact testing with little regard formaterial composition or experience. It requires impact testingof materials that are exempted from testing by ASME Section IIIbecause of their inherent high toughness, such as austeniticstainless steel filler metal. These tests are not required byASME Section III.6 Material: RCC-M imposes a delta ferrite limit of 5-15%. The SectionIII limit is 5FN minimum. Section III does not have a maximumlimit. High delta ferrite has not resulted in failure./ RCC-Mrequires corrosion testing if the carbon content exceeds0.035%. ASME Section III does not require corrosion testing.7 Design: Reinforced Openings, Class 1 Vessels - Same designapproach, but RCC-M requires full stress analysis of openings,in addition to reinforcement calculations./ ASME Class 1 Piping- Same design approach, but RCC-M requires full stressanalysis.8 Design: Fatigue at Discontinuities - Same basic approach in bothCodes, but RCC-M has add new detailled conditions of use offatigue curves.9 Welding qualification: RCC-M requires production weld testcoupons. In most cases, one coupon per component, per WPS,per welder. ASME Section III does not require such coupons.RCC-M welding procedure qualification for repair welds incastings must be performed using cast material. ASME SectionIII permits use of other product forms, such as plate. For Asme,procedure qualification product form has not been associated1610 Welding Qualification and Examination: RCC-M requires thewelding procedure qualification test coupon to be examined inaccordance with the production weld joint NDE requirementsand to meet the applicable acceptance criteria. ASME Section IIIdoes not require this examination. ASME considers tahtexamination of the production joint proves weld quality.RCC-M permits no undercut. ASME Section III permits 1/32 in. (1mm). ASME considers that undercut has not been associatedwith weld failure.11 Examination: RCC-M requires liquid penetrant examination ofall Class 1 weld preparation surfaces prior to welding. Inaddition, the root pass of all welds not requiring finalvolumetric examination (e.g., fillet or partial-penetrationwelds) is to be examined using the liquid penetrantmethod. These examinations are not required by ASMESection III. ASME considers that absence of such examshas not been associated with weld failure.12 Examination: the RCC-M Code requires radiographic and surfaceexamination of piping butt welds in all Classes. ASME SectionIII requires the same for Class 1, but less examination for Class2 and 3 piping butt welds. ASME considers that higher designfactor for Classes 2 and 3 compensates the reducedexamination requirements.13 Non-pressure-retaining Items: RCC-M specifies some requirementsfor non-pressure-retaining items, such as pump shafts andimpellers, which are exempted from the ASME Section IIIrequirements because they do not affect pressure boundaryintegrity. ASME considers that examination of these items haveto be specified by the Owner or designer.14 Hydrostatic Testing: RCC-M specifies higher hydrostatic testpressures than ASME Section III, especially for castings.Because the hydrostatic test does not exceed thematerial yield strength, the higher pressure adds nobenefit. For cast components, RCC-M requires ahydrotest at 1.5 times design pressure times the ratio ofthe yield strength at the test temperature to the yieldstrength at the design temperature, up to 1.8 timesdesign pressure. For forgings, the required test pressureis 1.25 times the yield strength ratio, not to exceed 1.5times design pressure. The ASME Section III testpressure is 1.25 times design pressure. No failures havebeen attributed to a lower test pressure.15 ( )ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200816
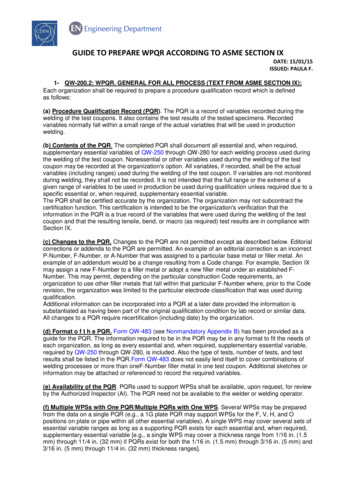
4. Fatigue analysis of crack-like discontinuities in RCC-M2007¾ Introduction of dedicated fatigue curves based on experiments(Appendix ZD 2300)Δσθθ(d)d chosen to minimizedispersion ofExperimental resultsΔσθθ(d)dNS¾ Alternative ZD.3000 introduced:- application of Neuber rule (ΔσΔε cste)- division by 1,5 before comparing to S-Ncurve (to take into account the fact that surface andNsize effects are integrated in the analysis)17ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 200817
4. ASME Organisational differences vs RCC-M orIndustrial Codes or StandardsASME:Accreditation:The ASME Sect. III standardized program for accreditation ofmanufacturers and fabricators provides great uniformity ofacceptance of these organizations and therefore a great reliability ontheir assurance of product quality.RCC-M does not have a generic standardized program foraccreditation of manufacturers and fabricators, but relies onregulatory oversight of fabricators and technical qualification of theproduction workshop.Authorized Inspection and Code Symbol Stamps:ASME enhances reliability through use of the Authorized NuclearInspector (ANI or AI for Sect VIII).Quality Assurance:ASME Section III is similar to RCC-M. (NQA
Section 2 Materials Section II Section 3 Examination methods Section V Section 4 Welding Section IX (Qualifications) Section 5 Fabrication Various parts of Sect. III 3. RCC-M vs ASME general organization RCC-M Code ASME Code. 13 ASME Code for implementation in EPR– ASME Semina in RSA r –October 7th, 2008 13 3. How are established RCC requirements: in Afcen BOARD General