
Transcription
DISEÑO DE UN ESPACIO PARA LA UBICACIÓN DE PIEZAS DELAS 23 LÍNEAS DE PRODUCCIÓN, EN LA EMPRESAPANAMERICANA DE ALIMENTOS S.A.S.AutorJorge Eliecer Cañas ZapataUniversidad de AntioquiaFacultad de Ingeniería, Departamento de Ingeniería IndustrialMedellín, Colombia2021
Diseño de un espacio para la ubicación de piezas de las 23 líneas de producción, en laempresa panamericana de alimentos S.A.S.Jorge Eliecer Cañas ZapataInforme de Practicas presentado como requisito parcial para optar al título de:Ingeniero IndustrialAsesoresJuan David García Duque (Ingeniero Mecánico)Elkin Libardo Ríos Ortiz (Ingeniero Industrial)Universidad de AntioquiaFacultad de Ingeniería, Departamento de Ingenieria IndustrialMedellín, Colombia2021.
Tabla de ContenidosResumen . 5Introducción . 6Objetivos . 7Objetivo general. 7Objetivos específicos . 7Marco Teórico . 7Contenedores . 7E.D.T.: Estructura de desglose del trabajo . 8E.R.P.: Enterprise Resource Planning . 8S.A.I.: Solicitud de aprobación de inversión . 8O.S.: Orden de servicio . 9HACCP: Análisis de Peligros y Puntos Críticos de Control . 9POES: Procedimientos Operativos Estandarizados de Saneamiento . 9Marco Corporativo. 9Metodología. 101. Recolección de la información. . 102. Análisis. . 113. Diseño de la propuesta. . 11Resultados y análisis . 111. Estructura de desglose del trabajo: EDT . 11o Estructura de desglose del trabajo por paquete . 13o Costos de insumos (Almacén de repuestos PANAL S.A.S.): . 212. Diseño del cuarto y carro genérico. . 23o Diseño interno del cuarto . 23o Ubicación y distribución inicial . 23o Ubicación del nuevo cuarto propuesta . 24o Distribución interna del contenedor de 20 pies . 24o Diseño de un carro genérico para transporte de las piezas . 253. Comunicación y gestión del cambio . 264. Solicitud de aprobación de inversión (SAI) . 285. Generación del cronograma: . 306. Documentación del método . 30o Símbolos de la norma ISO 9000 para elaborar diagramas . 30o Instructivo para cambio de formatos (actual) . 31o Instructivo para cambio de formatos (final) . 32Conclusiones . 33Recomendaciones . 33Referencias Bibliográficas . 34
Tabla de IlustracionesIlustración 1. Mapa de procesos Panamericana de Alimentos S.A.S . 10Ilustración 2. Interfase software PSL . 22Ilustración 3. Ubicación y distribución inicial . 23Ilustración 4. Ubicación del nuevo cuarto propuesta . 24Ilustración 5. Distribución interna vista lateral . 24Ilustración 6. Distribución interna vista superior. 25Ilustración 7. Diseño inicial del carro . 25Ilustración 8. Diseño final del carro con piezas . 26Ilustración 9. Diseño final del carro sin piezas . 26Ilustración 10. Gestión del cambio Consecutivo 1. . 27Ilustración 11. Gestión del cambio Consecutivo 2 . 28Ilustración 12. Solicitud de aprobación de inversión . 29Ilustración 13.Diagrama de Gantt . 30Ilustración 14. Simbología normas ISO 9000 para elaboración dediagramas. 30Ilustración 15. Documentación Inicial del método actual cambio deformatos . 31Ilustración 16. Documentación Inicial del método final cambio deformatos . 32Índice de TablasTabla 1. Estructura de desglose de trabajo EDT .12Tabla 2. Estructura de desglose de trabajo por paquetes . .13
ResumenEl presente documento, es la evidencia del proyecto propuesto en laempresa Panamericana De Alimentos S.A.S., en el marco del desarrollodel informe de grado para optar al título de ingeniero industrial.La estructura de la propuesta se basa en la metodología de desarrollode proyectos de la compañía, donde se busca satisfacer la necesidadinterna de diseñar un espacio para la ubicación de piezas de las 23líneas de producción mediante la generación inicial de una estructurade desglose del trabajo EDT definiendo presupuesto, implementosfaltantes para su correcto funcionamiento, solicitud de aprobación deinversión (S.A.I.), diseño de un carro genérico, ubicación del nuevocuarto, gestiones del cambio, cronograma de ejecución mediantediagrama Gantt y documentación del método. La relación con losproveedores tanto internos como externos es fundamental parapresupuestar los diferentes paquetes de trabajo que se requieren paraun buen diseño y distribución de las piezas que, por medio de solicitudde cotizaciones, visitas técnicas, cuadros comparativos y selección dela mejor propuesta mediante matriz de evaluación hacen posiblediseñar el proyecto.Además, representa grandes ventajas a nivel de efectividad, facilidad,ahorro de recursos, estandarización, seguridad alimentaria, entre otros.El proyecto es impulsado desde el área de proyectos de laorganización. Para el desarrollo del proyecto se requierefundamentalmente del departamento de mantenimiento y producciónquienes aportan recursos humanos, técnico y de apoyo definiendovariables importantes para la ubicación de piezas de las 23 líneas deproducción, en la empresa panamericana de alimentos S.A.S.
IntroducciónPanamericana de Alimentos S.A.S.(PANAL), se encuentra ubicada en elmunicipio de Rionegro, oriente antioqueño, en el kilómetro 35.4autopista Medellín - Bogotá. Es una compañía dedicada a laproducción de alimentos pertenecientes a la línea comercial deconsumo masivo para el mercado nacional y de exportación. Susproductos principales, bajo las marcas Respin, San Jorge, Del Campo yLevapan, se agrupan en: salsas, aderezos, conservas, compotas,esencias y néctares. Todas sus líneas de producción se encuentrancertificadas en el sistema HACCP (análisis de peligros y puntos críticosde control).PANAL nace en el año 2010, cuando Levapan S.A. Compañía Nacionalde Levaduras adquiere la marca RESPIN y crea las compañíasPANAMERICANA DE ALIMENTOS S.A.S. y LEVAPAN COLOMBIA S.A.S., estegrupo empresarial ha adquirido gran reconocimiento a nivel nacional einternacional, por la calidad de sus productos y el amplio portafolio queofrece al mercado.La compañía produce salsas, enlatados, néctares, productos líquidos ymermeladas en múltiples presentaciones distribuidas en 23 líneas deproducción, se encuentran máquinas para empaques doy pack,sachet, envases pet, envases vidrio, galones y latas.Estas máquinas actualmente manejan varias referencias las cualesrequieren de diferentes piezas debido a la variedad de productos quepasan por cada una de ellas, para lograr el adecuadoalmacenamiento de estas se requiere diseñar un espacio adecuadopara este fin, con estantería, iluminación, puerta y repuestos de lasmáquinas; el cual contará con unos carros especiales para el transportey soportes para el lavado de las piezas. Contando con un lugar fijo conlas debidas estanterías y controles se eliminarían las piezas sueltas enplanta, deterioro de estas, además se reducirá el tiempo perdido porparte de los operarios buscándolas. Lo cual representaría ventajassignificativas relacionadas con reducción de costos, tiempos de manode obra, ahorro de energía y agua, además de reducir los tiempos deinactividad de producción durante la limpieza de las piezas, estas secontrolarían por el sistema de inventarios del almacén, asignándoles unestante y nivel para el control de inventarios e ingresándolos al E.R.P.administrativo de PANAL.
ObjetivosObjetivo generalRealizar el diseño de un cuarto en base a estructuras de container conel fin de almacenar las piezas de las 23 líneas de producción, de laempresa Panamericana de Alimentos S.A.S.Objetivos específicoso Obtener y registrar toda la información de las 23 líneas deproducción que sea relevante para el logro del objetivo general.o Realizar un análisis y depuración de la información recolectadateniendo como base el diagnóstico elaborado, destacando lasposibles oportunidades de mejora que se presenten en el diseño.o Diseñar una propuesta del cuarto de piezas de acuerdo con elanálisis previamente realizado, detallando los aspectos en loscuales se evidenciará una mejora en la distribución de ellas.Marco TeóricoCon el objetivo de tener claridad en cuanto a las actividades adesarrollar a lo largo del proyecto, se considera pertinente abarcaralgunas definiciones importantes y básicas. Estas son:ContenedoresUn contenedor es un recipiente de carga para el transporte aéreo,marítimo o terrestre. Las dimensiones del contenedor se encuentrannormalizadas para facilitar su manipulación. Por extensión, se llamacontenedor a un embalaje de grandes dimensiones utilizado paratransportar objetos voluminosos o pesados: motores, maquinaria,pequeños vehículos, etc. Es conocido también con su nombre en inglés,container.Los contenedores suelen estar fabricados principalmente de acerocorten, pero también los hay de aluminio y algunos otros de maderacontrachapada reforzados con fibra de vidrio. En la mayor parte de loscasos, el suelo es de madera, aunque ya hay algunos de bambú.Interiormente llevan un recubrimiento especial antihumedad, paraevitar las humedades durante el viaje. Otra característica definitoria de
los contenedores es la presencia, en cada una de sus esquinas, dealojamientos para los twistlocks, que les permiten ser enganchados porgrúas especiales, así como su trincaje tanto en barcos como encamiones. (Ribeiro Manaia, 2013).E.D.T.: Estructura de desglose del trabajola Estructura de Desglose del Trabajo (EDT) es una descomposiciónjerárquica, orientada al producto entregable del trabajo que seráejecutado por el equipo del proyecto, para lograr sus objetivos y crearlos productos entregables requeridos, además, permite establecer uncronograma y presupuesto adecuado para la realización de lostrabajos. (Project Management Institute, 2012)E.R.P.: Enterprise Resource PlanningLos ERP son sistemas de planeación de los recursos empresariales. Son untipo de software que permite a las empresas controlar la informaciónque se genera en cada departamento y en cada nivel de esta. La laborprincipal de los E.R.P., es integrar los departamentos donde antes habíaun sistema de información especializado para cada órgano de laempresa, los ERP son capaces de generar una base de datos limpia,donde se gestione la información en tiempo real y se pueda obtener losdatos requeridos en el momento que se desee. (Benvenuto Vera, 2006)S.A.I.: Solicitud de aprobación de inversiónLa solicitud de autorización de inversión (SAI) busca ofrecer a laDirección General una opción para mantener o mejorar las condicionesdel negocio a través de la adquisición de bienes capitalizares. En este sepresenta de manera gerencial el objetivo, justificación, ventajas ydesventajas, presupuesto y cronograma de cualquier proyecto. Alautorizarse la SAI se adquieren responsabilidades y compromisos como:asignación de un presupuesto, tiempos de implementación, beneficios,período de pago y rentabilidad. (Molina Garza, 1994)
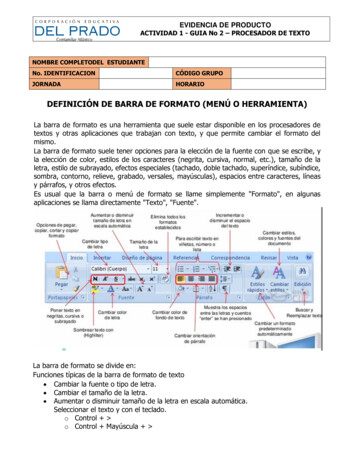
O.S.: Orden de servicioLa orden de servicio es un documento que facilita la comunicaciónentre el gestor y su proveedor. Una orden de servicio contiene toda lainformación necesaria para que el proveedor entienda el servicio quedebe realizarse y constituye un contrato para el servicio. (Silva Diogo,2005)HACCP: Análisis de Peligros y Puntos Críticos de ControlEl sistema HACCP establece puntos de control y puntos críticos decontrol, a través de un análisis de riesgos en todas las etapas de laproducción para lograr alimentos fabricados con alta seguridadalimentaria. Las actividades de limpieza y desinfección están orientadasa mitigar los riesgos que afecten la inocuidad y seguridad de losalimentos fabricados, en todos los eslabones de la cadena alimentaria(Organización Panamericana de la Salud, 2002).POES: Procedimientos Operativos Estandarizados de SaneamientoSegún el Invima (Instituto Nacional de Vigilancia de Medicamento, 2014)el POES se define como “Todo procedimiento que un establecimientolleva a cabo diariamente, antes y durante las operaciones para prevenirla contaminación directa del alimento”. Estos procedimientos permitenestablecer directrices para la correcta ejecución de las actividades deaseo en la línea de producción. Como resultado permiten generardocumentos para el estándar de las operaciones de limpieza ydesinfección.Marco CorporativoPanamericana de Alimentos S.A.S cuenta con varios procesosestratégicos, misionales y de apoyo con enfoque a la satisfacción delcliente de acuerdo con sus necesidades. Dentro de los procesosmisionales se destaca el de producción ya que constituye la razón de laempresa, dentro del cual se desarrollará el diseño de un espacio para laubicación de piezas de las 23 líneas de producción.
Ilustración 1. Mapa de procesos Panamericana de Alimentos S.A.SFuente: Mapa de procesos Panal S.A.S.MetodologíaPara poder alcanzar los objetivos planteados, con el propósito dediseñar un cuarto de piezas para las 23 líneas de producción, se llevarona cabo las siguientes actividades:1. Recolección de la información.Con el objetivo de poder obtener toda información requerida serealizaron reuniones con el jefe de producción, jefe de procesos yoperarios expertos del área, además de detallar todas las piezasque requieren las 23 líneas de producción y las particularidadesque poseen las presentaciones de los productos como las salsas,aderezos, conservas, compotas, esencias y néctares. Se hizo usode la siguiente herramienta como:o Se documento cada una de las piezas utilizadas en las 23líneas de producción de la planta, incluyendoobservaciones y particularidades.
2. Análisis.Por medio de la información suministrada por parte del área deproducción sobre las 23 líneas, se determinaron las posiblesoportunidades para el diseño de un cuarto con el fin dealmacenar los cambios de piezas para cada producto.3. Diseño de la propuesta.Posterior a la identificación y diagnóstico del proceso, seprocedió a plantear un diseño de un cuarto para elalmacenamiento de las piezas, de tal forma que se muestre pormedio de diagramas e indicadores la manera en la cual estoscambios benefician al área y, por lo tanto, a la empresa comotal.Resultados y análisisSe realizó una reunión con el objetivo de escuchar justificaciones delporqué se requiere un cuarto para ubicar las piezas y las ventajas tansignificativas a nivel económico, recurso, producción, insumos, tiempo yseguridad en los puestos de trabajo; se basó en la propuesta deplanificación del proyecto según las recomendaciones y sugerenciasdel cambio realizada por el área de BPM. Teniendo en cuenta lasparticularidades de las 23 líneas de producción se definieron lassiguientes necesidades a suplir:1. Estructura de desglose del trabajo: EDTLa estructura de desglose del trabajo (EDT) es unadescomposición jerárquica, orientada al producto entregable deltrabajo que será ejecutado por el equipo del proyecto, paralograr los objetivos del proyecto y crear los productos entregablesrequeridos, además, permite establecer un cronograma ypresupuesto adecuado para la realización de los trabajos. Para laestructuración del EDT del proyecto se tuvo en cuenta losconceptos técnicos recomendados por el área de mantenimientoy producción.De acuerdo con las necesidades establecidas en la etapaanterior, se detallan 4 paquetes de trabajo para las siguientesactividades a realizar:
Tabla 1. Estructura de desglose de trabajo EDTFO-PROY-02EDT PROYECTO UBICACÓN DE PIEZASversión 1Nombre:CUARTO DE FORMATOSDE PLANTACódigo:N/A 51,747,194 -Presupuesto previsto:Presupuesto con aprovechamientoTiempo previsto1.3 mesesFuentes de informaciónLos precios se solicitaron en almacén de PANAL S.A.S y con ayuda de proveedores. Losprecios relacionados incluyen IVA.1. Contendor 13,758,1002. Estanterías y Soportes Para almacenamiento de Formatos 16,581,3523. Carros Transportadores 17,922,0004. Conexión eléctrica 3,485,742Fuente: Elaboración propia.El EDT proyecto diseño de un espacio para la ubicación de piezas de las23 líneas de producción, a manera de resumen demuestra laclasificación por paquetes de trabajo necesarios en donde se le asignaun costo del trabajo proyectado posibilitando totalizar el costo delproyecto y así, definir el presupuesto previsto, siendo de 57.747.194 I.V.A.incluido.Los paquetes de trabajo definidos son cuatro (4) y cada uno tiene surespectiva cotización y proveedor asignado para la mano de obra:1. Contenedor de 20 pies: Lugar designado para el almacenamiento delas piezas.
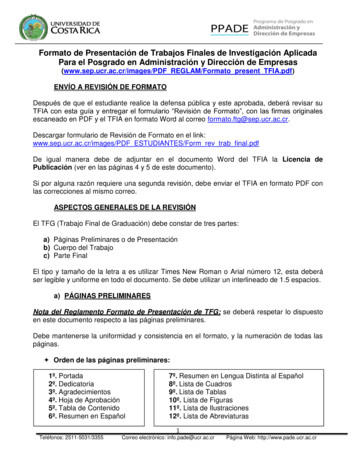
2. Estantería y Soporte para almacenamiento de formatos: Necesariospara la ubicación de las piezas internamente.3. Carros Transportadores: Los cuales serán útiles para el transporte laspiezas.4. Conexión Eléctrica: Necesario ya que el cuarto será utilizado los 3turnos de la planta, se necesitará una iluminación.oEstructura de desglose del trabajo por paqueteTabla 2. Estructura de desglose de trabajo por paquetesEDT PROYECTO UBICACÓN DE FORMATOS POR PAQUETE DE TRABAJON 1ÍtemN ImagenDetalleCantidadProveedor1Compra de contenedor 20pies (Largo 6.05 Mtrs;Ancho 2.43 Mtrs; Alto2.59 Mtrs.)1ContenedoresSudamérica2Transporte de Contenedorde 20 pies1ContenedoresSudaméricaContenedor
342Compra de carpa de lonacubierta (9m Largo x 3mAncho)Compra de candado Yalede 70mm1Todo Carpas1Almacén PanalS.A.S.5Compra de canastillaPerforada Fondo yParedes (25cm Alto, 40cm Ancho y 60 cm Largo)4Canastillas Téllez6Diseño estructural yfabricación de carroGenérico para eltransporte de las piezas1ProveedorCarro
37Compra de Tornillerometálico plástico,estructura metálicafabricada en tubocuadrado de 2x1 cal 18,ángulo de 1" , MedidasTornillero:Largo: 100 cmAncho: 45 cmAlto: 165 cm.8Compra estantería deEstantería modular paraorganización decanastillas plásticasDIMENSIONES:Largo: 86 cmAncho: 62 cmAlto: 240 cm9Cotización de MarcaciónEstantería1Tiralíneas S.A.S.10Diseño y fabricaciónsoporte ía ySoportesInternos
11Diseño y fabricaciónSoporte Caños genérico4Proveedor12Diseño y fabricaciónSoporte Tolva Tecmar 11Proveedor13Diseño y fabricaciónSoporte Mangueragenérico8Proveedor
14Diseño y fabricaciónSoporte Tolva Tecmar 21Proveedor15Diseño y fabricaciónSoporte DesbobinadorGenérico4Proveedor16Diseño y fabricaciónSoporte Granel genérico3Proveedor17Diseño y fabricaciónSoporte Volteadoresgenérico3Proveedor18Diseño y fabricaciónSoporte estrellas y guíasnéctar2Proveedor
419Diseño y fabricaciónSoporte Flauta Tuberíagenérico3Proveedor20Cotización e Instalacióneléctrica dentro delcontenedor (Mano deobra)1Ingelectricos21Requisición por medio delERP Tubos EMT de 1/2" x3m6Almacén PanalS.A.S.22Requisición por medio delERP Cajas 12x12 metálicascon troquel paratomacorriente9Almacén PanalS.A.S.23Requisición por medio delERP Tomacorriente marcalevantón8Almacén PanalS.A.S.ConexiónEléctrica
24Requisición por medio delERP Cable # 12 AWG Rojo25 mAlmacén PanalS.A.S.25Requisición por medio delERP Cable # 12 AWGBlanco25 mAlmacén PanalS.A.S.26Requisición por medio delERP Cable # 12 AWGVerde25 mAlmacén PanalS.A.S.27Requisición por medio delERP Terminales en U # 12AWG50Almacén PanalS.A.S.28Requisición por medio delERP conector a desforre3m #12 awg40Almacén PanalS.A.S.
29Requisición por medio delERP Interruptor sencilloempotrado1Almacén PanalS.A.S.30Requisición por medio delERP Lámparas herméticas2x10 watt led multivoltaje10Almacén PanalS.A.S.31Requisición por medio delERP Cable encauchetado3x16 awg10mAlmacén PanalS.A.S.32Requisición por medio delERP Clavija macho 110voltios de caucho conpolo a tierra12Almacén PanalS.A.S.33Requisición por medio delERP Cable encauchetado3x12 awg4mAlmacén PanalS.A.S.
34Requisición por medio delERP Caja de breakers desobreponer de 4 circuitosmonofasica1Almacén PanalS.A.S.35Requisición por medio delERP Breakers enchufableunipolar de 15 amp2Almacén PanalS.A.S.36Requisición por medio delERP Lampara deemergencia multivoltaje18 watts "tipo mikiemause"1Almacén PanalS.A.S.37Requisición por medio delERP Extractores de aireindustrial 14" pulgadas2Almacén PanalS.A.S.Fuente: Elaboración propia.oCostos de insumos (Almacén de repuestos PANAL S.A.S.):Con ayuda de los proveedores y jefe de mantenimiento del Panalse hizo el desglose de lista de materiales e insumos faltantesrelacionados con los precios, se acordó que la organizacióncompra todos los implementos y solo se contrata servicio externo(proveedores) para la mano de obra, compra de activos yensamble de trabajos. En este sentido, una vez aprobado el EDTpor parte del comité gerencial de la compañía se procede a
adquirir los insumos y materiales en el almacén, este proceso sehace por medio del Software ERP.Este soporte informático tiene la función, entre tantas, de hacer larequisición de insumos y materiales para que el almacén genereuna orden y todas las gestiones de compra. Además, posibilitahacer la trazabilidad de la compra, precios, nombres técnicos dela necesidad y más funciones. Esta dependencia pertenece alárea de mantenimiento tiene la función, entre tantas de hacertoda la gestión de compras de insumos y materiales que requierela compañía.Proyectos tiene acceso al ERP y ofrece la posibilidad de hacer lasrequisiciones o pedidos al área del almacén, hacer seguimiento ytrazabilidad de los insumos pedidos. Esta plataforma será basepara la gestión de solicitud de compra de implementos faltantespara el proyecto.Ilustración 2. Interfase software PSLFuente: ERP PANAL S.A.S.
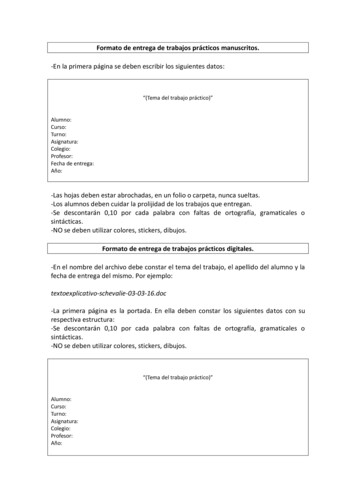
2. Diseño del cuarto y carro genérico.o Diseño interno del cuartoDe acuerdo con la necesidad que se encontró en el área deproducción, en donde no se cuenta con un espacio adecuadopara el almacenamiento de las piezas, a partir de esta necesidadse logró con éxito el diseño de un espacio en un contenedor de20 pies (largo interior: 5.895 m, ancho interior: 2.350 m, alturainterior: 2.392 m), para el adecuado almacenamiento de estas, elcual contará con estantería, iluminación, puerta y repuestos de lasmáquinas.A continuación, se muestra el espacio inicial que tienendesignado para almacenar las piezas y el diseño del cuartopropuesto con una nueva ubicación en la planta.oUbicación y distribución inicialIlustración 3. Ubicación y distribución inicialFuente: Elaboración propia.
oUbicación del nuevo cuarto propuestaIlustración 4. Ubicación del nuevo cuarto propuestaFuente: Elaboración propia.oDistribución interna del contenedor de 20 piesIlustración 5. Distribución interna vista lateralFuente: Elaboración propia.
Ilustración 6. Distribución interna vista superiorFuente: Elaboración propia.o Diseño de un carro genérico para transporte de laspiezasCon el diseño del cuarto surgió la necesidad de diseñar un carrogenérico que sirva para el transporte de todas las piezas de las 23líneas de producción de la planta, ya que actualmente eltransporte de las piezas se hace de manera manual; no existe unmétodo para ello. Con base a la información recolectada enplanta y con ayuda de producción, mantenimiento, SST, calidad yproyectos se llegó a un diseño final del carro. El cual se tuvieronconstantes reuniones y gestiones del cambio para el diseño finalde este.Etapa 1: Diseño inicial donde se obtuvo un prediseño y se presentóa las partes interesadas para generar más opiniones y cambios eneste diseño inicial.Ilustración 7. Diseño inicial del carroFuente: Elaboración propia.
Etapa 2: Diseño Final donde se obtuvieron todas las opiniones ycambios sugeridos de las partes interesadas, con ello se procedea presentar el diseño final.Ilustración 8. Diseño final del carro con piezasFuente: Elaboración propia.Ilustración 9. Diseño final del carro sin piezasFuente: Elaboración propia.3. Comunicación y gestión del cambioLa gestión del cambio tiene el objetivo de socializar a todas laspartes interesadas de la empresa Panamericana de alimentosS.A.S el proyecto, ilustrando los cambios propuestos y su alcance,a la vez escribir las observaciones técnicas y de mejora. Es un
documento escrito que expone resumidamente el proyecto y alfinal contempla las firmas de los jefes de cada área interesada. Serealizó la gestión del cambio, socializando a las diferentes áreas elproyecto.Se tuvieron dos gestiones del cambio con las partes interesadas:Gestión del Cambio Proyecto Diseño de un Cuarto de FormatosN Consecutivo: 1Octubre 29 de 2020Motivo:En el proyecto diseño de un espacio para la ubicación de piezas de las 23 líneas deproducción, en la empresa panamericana de alimentos S.A.S. se realizan revisiones enreunión con grupo técnico con la finalidad de finiquitar pendientes de proceso una vezarranque la construcción de este espacio.Asistentes:Juan Manuel Cediel - Jefe de proyectosMichael Arango - Ingeniero de MantenimientoJorge Cañas Zapata - Practicante de ProyectosElizabeth Zapata - Jefe de SSTJuan Pablo Laguado - BPMWilmar Quintero - Ingeniero de ProducciónSebastián Henao - Jefe de MantenimientoTemas tratados1. Revisión de 5 opciones para la ubicación del cuarto, con sus pros y contras.2. Trabajos Necesarios para la construcción del cuarto.Ajustes requeridos y observacionesCuarto de formatosRevisión de carros transportadores por partes interesadas.Verificar nuevas opciones para ubicación del cuartoIlustración 10. Gestión del cambio Consecutivo 1.Fuente: Elaboración Propia
Gestión del Cambio Proyecto Diseño de un Cuarto de FormatosN Consecutivo: 2Octubre 29 de 2020Motivo:En el proyecto diseño de un espacio para la ubicación de piezas de las 23 líneas deproducción, en la empresa panamericana de alimentos S.A.S. se realizan revisiones enreunión con grupo técnico con la finalidad de finiquitar pendientes de proceso una vezarranque la construcción de este espacio.Asistentes:Juan Manuel Cediel - Jefe de proyectosMichael Arango - Ingeniero de MantenimientoTatiana Otalvaro - Analista de Mejora ContinuaPablo Caro - Gerente de PlantaJorge Cañas Zapata - Practicante de ProyectosTemas tratados1. Revisión del diseño: Carro genérico que transporte todos los formatos, Diseño internodel cuarto2. Se recibieron observaciones y retroalimentaciones a tener en cuenta para corrección.Ajustes requeridos y observacionesCarros GenéricosDiseñar un carro genérico que sirva para transportar todos los formatos de plantaDejar cotizado con proveedores el costo de fabricación de carrosCuarto de formatosCotizar diseño interno con la distribución de las piezas que se tiene en un contenedor de20 pies con los proveedores.Cotizar Modulares del tamaño de un contenedor de 20 pies que sean desarmablesUbicación 6: Al frente de la carpa de producción con entrada por la puerta de rotuladoUbicación 7: Al frente de la carpa de producción con entrada por la planta.Ilustración 11. Gestión del cambio Consecutivo 2Fuente: Elaboración Propia4. Solicitud de aprobación de inversión (SAI)La solicitud de aprobación de inversión tiene como objetivopresentar ante el comité gerencial de la compañía el proyectorelacionando el objetivo, justificación y alcance del proyecto.Además, resumidamente se presenta una descripción de lainversión, valor, tiempo de la ejecución de cada paquete de
trabajo definido con anterioridad en el EDT, esto se presenta enUSD (I.V.A. incluido) y los principales riesgos identificados.Finalmente, el SAI contempla las firmas de las áreas gerenciales yd
Diseño de un espacio para la ubicación de piezas de las 23 líneas de producción, en la empresa panamericana de alimentos S.A.S. Jorge Eliecer Cañas Zapata Informe de Practicas presentado como requisito parcial para optar al título de: Ingeniero Industrial Asesores Juan David García Duque (Ingeniero Mecánico)


![Normas APA: Guía completa [2020] - UNEG](/img/65/normas-apa-2020.jpg)

