Transcription
Fundamentals of LeanProfessor Deborah NightingaleSeptember 12, 2005Lean is a New Approach toManaging Enterprises Origin and evolution of lean concepts Core lean principles & practices How lean differs from craft and massproduction models of industrialorganization Lean implementation steps Value stream mappingESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 2
Lean Enterprise Value:The Central ConceptLean is a process of eliminatingwaste with the goal of creatingvalue for enterprise stakeholders.-Lean Enterprise Value, Murman et alESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 3Lean Works Everywhere Export licensing: Proposal: Program support: Reduced non-value added stepsby 50%15 forms to 1 formReduced signatures/ approvalsby 25% Cycle time from 14 days to 48hours50% reduction of paper resumesCycle time from 76 to 4 daysTotal queue time from 56 days to 60minutesWork package completion cyclefrom 4 months to 3 weeksFinancial reporting: ESD.61J / 16.852J: Integrat ing the Lean EnterpriseProposal, contract, billing, andcollection stepsGenerated 21M additional cashProcess definition: 3M savingsEngineering order release: Recruiting: Cycle time from 30.6 days to 7 daysInterface management: Payroll: 56 steps to 21 steps52 handoffs to 5 handoffsCycle time from 60 days to 30days50% 1st pass yield to 90% 1stpass yield13 weeks to 3 weeks Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 4
Lean was Born out of NecessityAugust 15, 1945 -- end of war with Japan Toyota faced a daunting challenge: How to succeed againstWestern mass production auto giants poised to enter Japanesemarket? Kiichiro Toyoda to Taiichi Ohno: “Catch up with America in threeyears.” Ohno’s challenge: How to design a production system exploitingcentral weaknesses of mass production modelJapan’s dilemmas Small & fragmented market, depleted workforce, scarce naturalresources, little capital Lean evolved as a coherent response to this challenge over anumber of decades -- a dynamic process of learning andadaptation later labeled as “lean production” by Western observersESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 5Use Less, Offer Greater Variety, Higher Quality,and More Affordable Products in Less Time Best Japanese auto companiesdeveloped a fundamentally differentway of making things These companies changed thedynamics of international competition New goals in manufacturing systems -combined benefits of craft and massproduction ESD.61J / 16.852J: Integrat ing the Lean EnterpriseImproved qualityHigh productivityEfficiency at low volumesProduction flexibilityRapid, efficient development cycleProduct mix diversity Lean production contrasts withtraditional mass production paradigm Systemic principles are transferable Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 6
What is Lean Thinking?The removal of muda!Muda- Is a Japanese word for wasteWaste- any activity that absorbs resources &creates no value!Source: Lean Thinking by Womack & JonesESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 7More Japanese Terms Kaikaku- radical improvement Kaizen- continuous incrementalimprovementESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 8
Types of Muda Mistakes which require recertification Production of items no one wants Processing steps which really aren’t needed Employee or goods movement/transport from one placeor another without any purpose People in downstream activity waiting because upstreamactivity has not delivered on time Goods and services that don’t meet the need of customerESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 9Antidote to Muda: LeanThinking Provides way to specify value Line up value creating actions in best sequence Conduct activities without interruption wheneversomeone requests them Perform them more and more effectively Provides a way to make work more satisfyingESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 10
Lean Thinking: Eliminating Wastewith the Goal of Creating Value Customer-focused: Customer needs andexpectations “pull” enterprise activities Knowledge-driven: Draws upon knowledge andinnovation from everyone - workers, suppliers Eliminating waste: Stresses elimination, not justreduction, of all types of waste Creating value: Puts premium on “growing the pie”,not just reducing costs, to benefit all stakeholders Dynamic and continuous: Pursues on-goingsystemic as well as incremental improvement - bothinnovation and continual improvementESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 11Lean Provides Positively-ReinforcingConcepts, Practices and Tools Delivering just-in-time: “Pull” based production Striving for perfect quality: Completely defect-free parts mustflow to each subsequent process; quality designed-in, notbased on inspection, mistake proofing Flexibility and responsiveness: Small processing sizes andquick set-up times; ability to respond to shifts in demand Trust-based relationships: Mutual commitments andobligations, internally and externally with suppliers Continuous improvement (Kaizen): Continuous improvementthrough work standardization, productive maintenance, rootcause analysis, and worker training and empowermentESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 12
5 Steps to Becoming Lean1. Define ValueCustomer2. Identify the ValueStreamFollow the Product3. Flow the Product4. PullEliminate Waste5. Strive for PerfectionContinuously ImproveESD.61J / 16.852J: Integrat ing the Lean EnterpriseProduce Just-in-Time Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 13Five Lean Fundamentals Specify value: Value is defined by customer in terms ofspecific products & services Identify the value stream: Map out all end-to-end linkedactions, processes and functions necessary for transforminginputs to outputs to identify and eliminate waste Make value flow continuously: Having eliminated waste, makeremaining value-creating steps “flow” Let customers pull value: Customer’s “pull” cascades all theway back to the lowest level supplier, enabling just-in-timeproduction Pursue perfection: Pursue continuous process ofimprovement striving for perfectionSource: James Womack and Daniel T. Jones, Lean Think ing (New York: Simon & Schuster, 1996).ESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 14
1. Define ValueDefinitionInformation/Material in a Form That theCustomer Is Willing to Pay forValue is Defined by the CustomerValue is Created by the ProducerESD.61J / 16.852J: Integrating the Lean Enterprise Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 15Who’s the SD.61J / 16.852J: Integrating the Lean Enterprise Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 16
2. Identify the Product’s ValueStreamThe Value Stream Consists of the ActualTasks Required to Bring a Specific ProductThrough Three Critical Processes:Design Problem-solving From Concept Through Detailed Designand Engineering to Production LaunchCUSTOMEROrder Information Management From Order-taking ThroughDetailed Scheduling to DeliveryMake Physical Transformation from Raw Materials to FinishedProduct In the Hands Of the CustomerESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 17
What Is a Value-Added Activity?DefinitionA value-added activity is any actionthat transforms information/materialinto a capability for our ultimatecustomer at the right time and the rightquality.ESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 19WasteDefinitionAny Activity That ConsumesResources Yet Adds No ValueESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 20
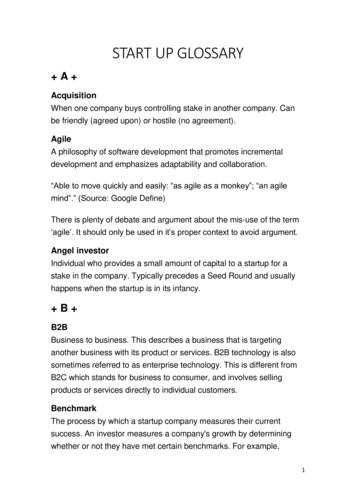
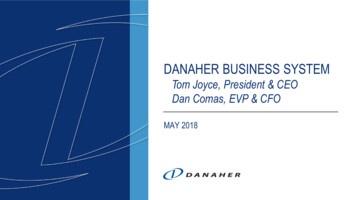
3. Flow the Product1. EliminateActivities ThatAre Pure Waste2. Prefer OnePiece FlowWhere possible3. Focus on the Productand Its Needs RatherThan the Organizationor the Equipment4. Focus on actual object and never let it out of sightfrom beginning to completion5. Ignore traditional boundaries of jobs, careers, functions,and organizations to form a Lean enterprise removingall impediments to the continuous flow of the product6. Rethink specific work practices and tools to eliminatebackflows, scrap, and all stoppagesESD.61J / 16.852J: Integrating the Lean Enterprise Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 21Batch Production ExampleProcesses - Oriented LayoutWith Transfer Lot Size of FiveThroughput Time (5 Units) 5x1 5x1 5x1 5x1 20 Min.Work in Process5 5 5 5 20 D DifferentProcessesProcessing Time 1Min./ UnitESD.61J / 16.852J: Integrating the Lean Enterprise Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 22
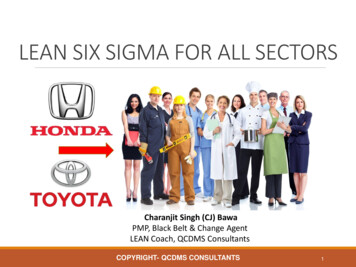
Batch Production ExampleProcesses - Oriented LayoutWith Transfer Lot Size of FiveThroughput Time (5 Units) 5x1 5x1 5x1 5x1 20 Min.TIMEWork in Process5 5 5 5 MIN20 UnitsABCELAPSED0ABCD5ABCD10ABCD15ABCD20ABCDD DifferentProcessesProcessing Time 1Min./ UnitESD.61J / 16.852J: Integrating the Lean Enterprise Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 23One - Piece Flow ExampleThroughput Time (5 Units) 1x4 1x1 1x1 1x1 1x1 8 Min.Work in Process1 1 1 1 BCD DifferentProcessesProcessing Time 1Min./ UnitESD.61J / 16.852J: Integrating the Lean EnterpriseELAPSEDTIME4 UnitsAProduct-Oriented LayoutWith Lot Size Of D Deborah Nightingale, 2005 Massachusetts Institute of TechnologyPage 24
One - Piece Flow ExampleProduct-Oriented LayoutWith Lot Size Of OneThroughput Time (5 Units) 1x4 1x1 1x1 1x1 1x1 8 Min.Work in Process1 1 1 1 4 UnitsABCDELAPSEDTIMEM DifferentProcessesIProcessing Time 1Min./ Unit NESD.61J / 16.852J: Integrat ing the Lean 8ABCD Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 254. Pull Definition Letting the Customer PullValue from the Enterprise Don’t Make Anything Until It IsNeeded Then Make It As Quickly AsPossibleESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 26
5. Strive for Perfection Continuous radicaland incrementalimprovement ContinuousBanishment of muda Pursue Perfection, Not theCompetition There Is No End to theProcess of ReducingEfforts, Space, Costs andMistakesESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 27Lean Thinking Differs Sharply from Craft andMass Production in Important WaysFOCUSCRAFTFocusTaskOperationsSingle itemsOverall NProductLEANTHINKINGCustomerBatch and queue Synchronizedflow and pullMastery ofReduce cost and Reduce wastecraftincreaseand add valueefficiencyIntegrationInspection (aPrevention (built(part of craft) second stage,in by design &after production) methods)Customization Economies ofFlexibility andscale andadaptabilityautomationMaster-driven tinuousimprovement improvementimprovementSource: Lean Aerospace InitiativeESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 28
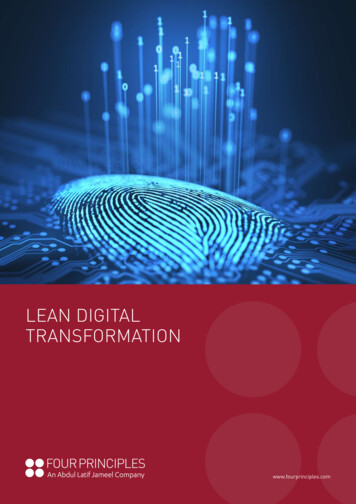
Lean Thinking is Linked to & ComplementsOther Systemic Change InitiativesTotal QualityManagementReengineeringTraditionalSix SigmaLeanGoalMeet CustomerExpectationsBreakthroughSolutionsReduce Variationin all EnterpriseOperationsEliminate Wasteto Create ValueFocusProduct QualityBusinessProcessesAll Sources ofProduct VariationAll EnterpriseProcesses &PeopleScopeBusiness UnitBusiness UnitEnterpriseEnterprise ValueStreamChangeProcessIncrementalRadical mic ChangeBusinessModelImproveEfficiency &ShareholderValueIncreaseEnterprisePerformance &Customer ValueMinimize Waste &IncreaseCustomerSatisfactionDeliver Value toall StakeholdersESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyValue StreamMappingPage 29
Using the Value Stream Mapping Understanding how the productcurrently flowsDesigning a lean flowBusiness CaseJustificationWork PlanESD.61J / 16.852J: Integrat ing the Lean EnterpriseHow to get there Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 32
What is a Value Stream Map? A Visual Representation of Every Process inthe a Product’s Path from Order to Delivery Includes: Information and Materiel Flow IntegrationProduct Through-Put and Cycle TimesResources UtilizedValue Added TimesLocation of Significant WasteESD.61J / 16.852J: Integrat ing the Lean Enterprise Deborah N ight ingale, 2005 Massachusetts Inst itute of TechnologyPage 33Why Value Stream Map? Systems Approach To: Visualize the Entire Product FlowIdentifies the Sources of WasteBasis of an Lean Implementation PlanDetermine Future Operating StateESD.61J / 16.852J: Integrat
ESD.61J 16.852J: Integrat ng the Lean Enterpr se Deborah N ght nga e, 2005 Massachusetts Inst tute of Techno ogy Page 25. Different Processes Processing Time