Transcription
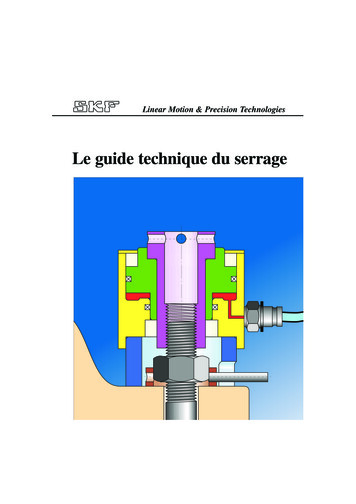
guide serrage FR éxé dern 11/04/01 16:13 Page 1Linear Motion & Precision TechnologiesLe guide technique du serrage
guide serrage FR éxé dern 11/04/01 16:20 Page 2Le Groupe SKFLe Groupe SKF est la sociétéindustrielle internationale de AB SKFfondée en Suède en 1907 et implantéedans 130 pays. Il emploie environ40 000 personnes et regroupe plus de80 usines à travers le monde.Son activité commerciale est soutenuepar près de 20 000 distributeurs agréés.SKF est le leader mondial du roulement.SKF Linear Motion &Precision TechnologiesSKF Linear Motion & PrecisionTechnologies est une division du groupeSKF qui fabrique, vend et assure leservice pour les vis à roulement,les systèmes de guidage linéaire,les vérins électriques et autrescomposants et équipements industriels.LLa commercialisation des produits estréalisée par ses 15 sociétés de venteimplantées en Europe, Amérique dunord et au Japon et par le réseauxinternational SKF pour les autres pays.De plus, vous pourrez toujours bénéficierdans le monde entier de notre savoirfaire et de la disponibilité des produitsau travers du réseau commercial de laDivision Roulements de SKF.Les disposiCoSociétés de ventespécialisées Linear Motion& Precision TechnologiesSociétés de vente SKFRoulements avecvendeurs Linear MotionUnités de fabricationPublication n TSI 1101 AFAvril 2001Imprimé en France2 Copyright SKF 2001Reproduction, même partielle, interditesans autorisation. Les erreurs ouomissions qui auraient pu se glisserdans ce catalogue, malgré le soinapporté à sa réalisation, n’engagentpas la responsabilité de SKF. SKF seréserve le droit de modifier les produitssans notification préalable. Pour toutproblème technique, n’hésitez pas àcontacter SKF.Les catalogues antérieurs, dont lesdonnées diffèrent de celles reprisesici, ne sont plus valables.Nous nous réservons le droit d’apporterd’éventuelles modifications renduesnécessaires par l’évolution technologiquedes produits.Le serrageLe serragLe serrag
guide serrage FR éxé dern 11/04/01 16:10 Page 3Introduction4Les méthodes traditionnelles de serrage7Le serrage au coupleLe serrage par élongation thermiqueLe serrage par traction mécanique71212Le serrage par traction hydraulique13PrésentationLes avantages du serrage par traction hydrauliqueLes dispositifs de contrôle du serrage par traction hydraulique131416Analyse technique du serrage19Comparaison entre un serrage au coupleet un serrage au tendeur hydraulique26Le serrage d’un assemblage existantLa conception d’un assemblage nouveau2634Le serrage simultanépar traction hydraulique37Le serrage simultané de 100 % des boulons de l’assemblageLe serrage simultané de 50 % des boulons de l’assemblageLe serrage simultané de 25 % des boulons de l’assemblage373839Conclusion42
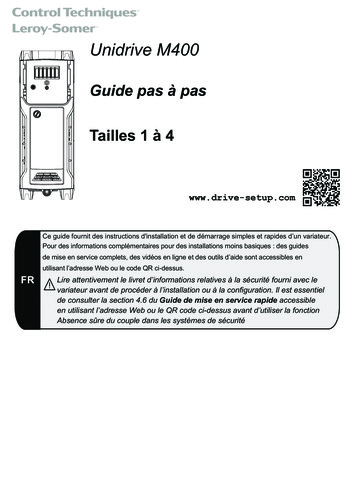
guide serrage FR éxé dern 11/04/01 16:10 Page 4IntroductionLes assemblages boulonnés sont sans doute les systèmesde liaison les plus utilisés en mécanique.Pour les mettre en œuvre, on utilise : d’une part, des éléments de visserie :- vis plus écrou- goujon implanté plus écrou- goujon plus deux écrous, un à chaque extrémité du goujonCes éléments peuvent comporter des rondelles de divers types(figure 1a, ci-dessous). d’autre part, des moyens de serrage dont l’étude faitjustement l’objet du présent guide.Dans la suite du texte, nous utiliserons le terme générique« boulon » qui recouvre les trois types de visseriementionnés ci-dessus.Malgré leur simplicité apparente, les assemblagesboulonnés posent de nombreux problèmes au concepteur,au monteur et au chargé de maintenance.Ils font encore trop souvent l’objet de méthodesde calcul rudimentaires. Cela conduit àleur surdimensionnement sans garantir pour autantla sécurité nécessaire. Bien au contraire Vis plus écrouLa conception et la mise en œuvre d’un assemblageboulonné nécessitent une méthodologie rigoureusecar des erreurs peuvent provoquer des défaillancesaux conséquences extrêmement lourdes, souventtrès coûteuses et parfois dramatiques.De nombreuses études montrent que les incidentsrencontrés sur les assemblages boulonnés sont,dans la majorité des cas, dus aux mauvaises conditionsdans lesquelles les assemblages ont été définis (analyse,conception, calculs, choix des composants) ou mis enœuvre (méthode de serrage, outillage, contrôle).On sait que parmi les différentes causes de défaillances(surcharge, défaut de conception, défaut de fabrication.),la plus fréquente est un défaut de montage.Le serrage, insuffisant, excessif ou hétérogène,représente à lui seul 30 % des défaillances.Plus particulièrement, en ce qui concerne les incidents defatigue, 45 % d’entre eux sont dus à un défaut de montage(figure 1b, ci-dessous).Goujon implanté plus écrouGoujon plus deux écrousFigure 1aFigure 1b : Principales causes de défaillances des assemblages boulonnés en fatigue4
guide serrage FR éxé dern 11/04/01 16:10 Page rragespontanéSollicitationsdynamiquesFigure 2Bien serrer un boulon consiste à utiliser au mieuxses propriétés élastiques.Un boulon qui travaille dans de bonnes conditionsse comporte comme un véritable ressort.Le serrage introduit en effet une précharge axiale de tension.Cette tension est bien évidemment égale et opposéeà la compression qui s’exerce sur la structure serrée,nous l’appellerons : « effort de serrage ».La maîtrise des assemblages boulonnéesIl est fondamental de maîtriser parfaitement le niveau de l’effortde serrage et la précision avec laquelle il est atteint afind’assurer les performances requises pour l’assemblageboulonné.Cette maîtrise du serrage permet, dès la conception del’assemblage, d’utiliser au mieux les caractéristiques mécaniquesde la boulonnerie (figures 3 et 4, ci-dessous et p. 6).L’effort de serrage est destiné principalement,selon les applications, à :- assurer la rigidité du montage et lui permettre de supporterles sollicitations extérieures de traction, compression,flexion et cisaillement- garantir et maintenir une étanchéité- éviter le travail au cisaillement des boulons- résister aux effets de desserrage spontanéSerrage non maîtrisé :assemblagesurdimensionné- réduire l’influence des sollicitations dynamiques externessur la fatigue de la boulonnerie.(figure 2 ci-dessus)Tout cela évidemment, en s’assurant que les piècesconcernées boulonnerie et pièces assemblées travaillenten deçà de leur limite élastique.Le serrage est optimum quand le boulon n’est ni tropni trop peu serré. C’est une évidence qu’il n’est pas inutilede rappeler !Une défaillance du boulon peut se produire aussi bien etmême plus souvent quand celui-ci n’est pas assez serréque lorsqu’il est trop serré.Serrage maîtrisé :optimisationde l’assemblageFigure 3Dans ce « Guide technique du serrage » ainsi que dans le catalogue « Tendeurs de boulons Hydrocam - Systèmesde serrage industriels », les bureaux d’études trouveront les informations théoriques et pratiques pour optimiserla conception des assemblages boulonnés et les opérationnels les indications pour maîtriser le serrage.5
guide serrage FR éxé dern 11/04/01 16:10 Page 6Caractéristiques mécaniques de la boulonnerieLes boulons sont le plus souvent en acier.L’acier, comme tous les métaux, se comportecomme un ressort (au moins dans le domaineélastique), il obéit à la loi de Hooke.Quand on applique un effort de tractionau boulon comme pour une éprouvette detraction, on peut observer le graphique ci-contre.Tout mode de serrage doit s’assurer que lacontrainte dans la vis ou le goujon ne dépassejamais le point A (limite élastique), même aprèsserrage quand on applique en service les forcesextérieures sur l’assemblage.Quand on parle de matériaux, il faut considérer les caractéristiques suivantes :E : module d’élasticité longitudinale ou module d’Young :σLE SF LL SF LL Loù : F effort S section L longueur L élongation( L σ F )Lpour l’acier E : 200 000/ 210 000 MPaE SEν : coefficient de Poisson ou taux de contraction latérale :ν d LdLpour l’acier : 0,27/0,30pour l’aluminium : 0,33/0,36pour le caoutchouc : 0,49(le moins compressible de tous les solides)pour les liquides : 0,5 (presque incompressible)pour le liège : 0,0x (très compressible)K : coefficient de compression uniforme (pour comparaison avec les liquides) :K ddPV 3(1E-2ν)pour les liquides : k g 0G : module d’élasticité transversale ou module de cisaillement :pour l’acier : 77000/82000 MPaG 2(E1 ν)Rm : limite de ruptureRe : limite élastiqueA : % allongement au moment de la ruptureFigure 46
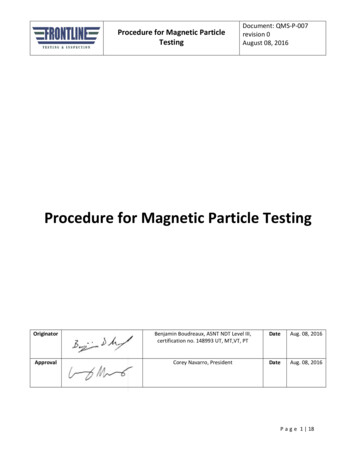
guide serrage FR éxé dern 11/04/01 16:10 Page 7Les méthodes traditionnelles de serrageIl existe plusieurs méthodes de serrage qui sont toutesautant différentes dans leur principe que dans la qualitédu serrage qu’elles procurent.Cette grande dispersion est due à la combinaison de troisphénomènes :- l’imprécision sur le couple de serrage appliqué qui peutvarier de 5 % à 50 % selon l’outil utilisé(tableau figure 6, p. 8)Examinons les plus connues et les plus utilisées.- les défauts géométriques et les états de surface despièces assemblées et de la boulonnerieLe serrage au couple- la lubrification des surfaces en contact.C’est incontestablement la méthode de serrage la plusrépandue. Quand le diamètre des boulons ne dépassepas 30 mm, elle présente l’avantage d’une simplicité demise en œuvre.L’introduction de contraintes parasitesde torsionMais, malgré les développements théoriques etles expérimentations dont elle a fait l’objet, cette méthodeprésente intrinsèquement de nombreux inconvénients :La méthode de serrage au couple provoque dans le boulon,en plus de la contrainte axiale de traction recherchée,l’apparition d’une contrainte de torsion « parasite »dont le niveau peut atteindre plus de 30 % de la contraintede traction.Caractéristiquesdu serrage au coupleLa contrainte résultante équivalente dans le boulon (critèrede Von Mises ou critère de Tresca) est ainsi fortementaugmentée et peut dépasser la limite élastique du matériaualors que la valeur de la contrainte de traction à elle seulereste située dans des limites acceptables (figure 7a, p.9).Une grande imprécisionde l’effort de serrageLe résultat du serrage final dépend en effet des coefficientsde frottement au niveau des filets écrou/vis et au niveaudu contact écrou/surface.De plus, cette contrainte résiduelle de torsion présenteun autre inconvénient : elle peut faciliter le desserrageintempestif en fonctionnement.Or, dans la pratique, il est impossible de bien maîtriserces paramètres.D’autre part, le couple étant le plus souvent appliqué demanière asymétrique, il y a même de la flexion.Son faible niveau permet souvent de la négliger, mais,dans les cas limites, il convient d’en tenir compte.Ainsi, pour un même couple nominal visé, la dispersiondans la tension finale de serrage du boulon pourra sesituer entre 20 % dans les meilleurs cas et 60 % dansles cas extrêmes (tableau figure 5, ci-dessous).Précisionsur la préchargeγ Clé dynamométrique Visseuse rotative avec étalonnage périodiquesur le montage (mesure d’allongement de la visou mesure à la clé dynamométrique du couplede serrage) 20 %1,5 Clé à chocs avec adaptation de rigidité et étalonnage périodique sur le montage(au moins aux mesures à la clé dynamométriquedu couple de serrage par lot) 40 %2,5 Clé à main Clé à chocs sans étalonnage 60 %4Moyen de serrageγ F0 max.: Coefficient d'incertitude de serrageF0 min.Figure 5 : Précision de l’effort de serrage en fonction du moyen utilisé pour appliquer le couple(Source : extrait de la norme NF E 25-030 reproduit avec l’autorisation de l’AFNOR.)7
guide serrage FR éxé dern 11/04/01 16:10 Page 8Classede précisiondu couplede serrageMatérielUtilisationManuel portatifD 20 % à 50 %C 10 % à 20 %Motorisé portatifMotorisé fixeClés à chocs simples 50 NmVisseuses à crabots 50 NmVisseuses simples àcalage pneumatique 10 NmVisseuses simples àcalage électrique 10 NmClés à chocs à énergieemmagasinée (barre detorsion ou autre procédé) 10 NmClés à renvoi d’angle àcalage 20 Nm 400 NmClés dynamométriquesà déclenchement simple(voir E 74-325)B 5 % à 10 %Moteurs pneumatiquessimplessans limitationVisseuses hydrauliques-Clés dynamométriquesà déclenchement à réarmement automatique 800 NmClés dynamométriquesà lecture directe àcadran 2 000 Nm Clés à renvoi d’angle àdéclenchementA 5%Moteurs pneumatiquesà contrôle de couplesans limitationMoteurs à pulsationssans limitationVisseuses électriquessans limitation Clés dynamométriquesélectroniques8400 NmMoteurs à deux vitessessans limitationMoteurs asservis électroniquementsans limitationFigure 6 : Dispersion du couple de serrage en usage industriel(Source : extrait de la norme NF E 25-030 reproduit avec l’autorisation de l’AFNOR.)80 Nm
guide serrage FR éxé dern 11/04/01 16:10 Page 9Le serrage« au couple »soumet le boulonà une contraintede torsion « parasite »Figure 7aUne détérioration des états de surfaceLe frottement des pièces sous des efforts importantsprovoque des détériorations des surfaces encontact : filets vis/écrou et faces écrou/structure serrée.Lors d’un prochain serrage, cette détérioration des surfaces,entraînera une augmentation des forces de frottementet, de ce fait, une plus grande imprécision sur la tension,finale de serrage (figure 8a, p.10).Ces moyens de serrage permettent d’exercer le couplede serrage requis. Mais le premier, en particulier, altèrenotablement la précision. Seul le troisième peut apporterune certaine amélioration de la précision. Cela, à conditionde procéder avec précaution et d’utiliser un outil de qualité.De plus, quand il n’est pas possible de disposerd’une surlongueur du boulon au-dessus de l’écrou ou bienquand le rapport longueur boulon sur diamètre est trèsréduit ( 1,5), une clé hydraulique de qualité présenteun certain intérêt.Des difficultés de desserrageIl est souvent beaucoup plus difficile de desserrer unboulon serré au couple que de le serrer. La dégradationdes surfaces déjà évoquée et les problèmesde corrosion imposent souvent la mise en œuvre d’uncouple de desserrage très élevé qui peut parfoisprovoquer des détériorations de l'assemblage.Avec la méthode du serrage au couple, il n’est en généralpas possible de procéder au serrage simultanéde plusieurs, et encore moins de la totalité, des boulonsd’un assemblage.Les boulons de grandes dimensionsposent d’autres problèmesQuand on utilise des clés hydrauliques, on peutthéoriquement procéder au serrage de plusieurs boulonsen même temps, mais le nombre reste limité pour desraisons d’encombrement et de complexité de mise enœuvre.Quand le couple de serrage dépasse 1 000 Nm,il est nécessaire d’avoir recours à des clés à chocs,des multiplicateurs de couple mécaniques oudes clés hydrauliques (figures 9a et 9b, p.10).Le serrage simultané est rarement possibleLes problèmes d’imprécision déjà évoqués ne sont paspour autant éliminés.9
guide serrage FR éxé dern 11/04/01 16:11 Page 10Figure 8a : Le serrage au couple entraîne une détérioration des surfaces des éléments de l'assemblage.Les montages et démontages successifsaccentuent ce phénomène.Figure 8b : Avec le serrage par tendeur hydraulique,l'intégrité de tous les éléments de l'assemblage estpréservée.Cette intégrité est maintenue, quel que soit lenombre de montages et démontages.Figure 9a : Multiplicateur de coupleFigure 9b : Clé hydrauliqueLes dispositifs de contrôledu serrage au coupleIl est toujours possible de réduire la dispersion sur l’effortde tension de serrage. Le niveau de précision dépendrade la méthode de contrôle utilisée et des précautions demise en œuvre.Mais, quel que soit le moyen de contrôle utilisé, il fautgarder en mémoire qu’avec le serrage au couple lacontrainte équivalente restera toujours élevée à causede la contrainte de torsion « parasite ».Le contrôle du coupleC’est le contrôle le plus simple. Mais nous avons vu que,même quand la précision de mesure du couple est bonne,il demeure une grande incertitude sur la tension finale deserrage du boulon.Le serrage à l’angleCette méthode comprend deux temps : on appliqued’abord à l’écrou du boulon un couple légèrement inférieurau couple nominal théorique et on lui impose ensuite unangle de rotation précis.La dispersion sur l’effort de tension est ainsi un peudiminuée, mais l’incertitude reste importante et on risquemême d’augmenter sensiblement la contrainte de torsion« parasite ».Le contrôle d’élongationL’amélioration au niveau de la précision est plus sensiblesi on procède à des contrôles de l’élongation du goujon.Plusieurs techniques peuvent ainsi être utilisées :Méthode de la pige à moletteUne pige vissée dans le milieu du goujon est pourvue danssa partie supérieure d’une molette de contrôle du serrage.10
guide serrage FR éxé dern 11/04/01 16:11 Page 11Dès que l’élongation du boulon correspondant au jeu initialentre la tête de pige et la molette est atteinte, la moletteest bloquée en rotation et donne à l’opérateur l’indicationque le serrage est réalisé.Cette méthode présente quelques inconvénients :- il y a un surcoût à cause des pièces complémentaireset du perçage du boulon en son milieu- le boulon est affaibli- un étalonnage préalable est nécessaire- la précision reste aléatoire, en particulier à cause de latrès grande sensibilité aux tolérances de réalisation.Mesure par comparateurou capteur d’élongation inductif LVDTLe boulon est percé en son milieu sur toute sa longueurpour recevoir une pige de mesure. C’est la variationde distance entre le sommet de la pige et celui du boulonqui est mesurée.Cette méthode est plus précise que la précédente, maiselle présente le même type d’inconvénients :- il y a un surcoût à cause des pièces complémentaireset du perçage du boulon en son milieuFigure 10 : La rondelle de mesure- le boulon est affaibliLa rondelle de mesure- un étalonnage préalable est nécessaire.(figure 10, ci-dessus)Elle présente un avantage différentiel majeur par rapportaux autres dispositifs de contrôle puisqu’elle mesuredirectement l’effort de serrage.Méthode des ultrasons (US)Elle consiste à mesurer le temps de trajet aller/retour d’uneonde ultrasonore le long de l’axe longitudinal du boulon.Le boulon n’est pas percé mais il doit être de grande qualitéet un étalonnage préalable très précis est nécessaire.La mise en œuvre nécessite un personnel qualifié.Des progrès constants rendent cette méthode de plus enplus intéressante, en particulier pour la visserie de petitedimension (diamètre inférieur à 20 mm).Méthode des jauges de contrainteLes jauges de contrainte sont généralement collées sur lecorps du boulon et connectées à un « pont de Weston ».La variation du signal mesuré correspond à la variationd’élongation du boulon préalablement étalonné.Il s’agit là d’une méthode de laboratoire qu’il est exclud’utiliser dans le cas d’un serrage industriel.En conclusion, on peut dire que les dispositifs de contrôlecommentés ci-dessus sont d’autant plus coûteux qu’ilsdonnent une meilleure précision, et leur mise en œuvrepeut être longue et nécessiter du personnel spécialisé.De plus, c’est en général la variation d’élongationdu goujon qui est mesurée et non pas directement l’effortde serrage de l’assemblage.La rondelle de mesure est une rondelle instrumentéequi se place sous l’écrou de serrage. Il est vivementrecommandé d’interposer entre celle-ci et l’écrouune rondelle « classique » pour éviter sa détériorationpar les frottements importants au serrage et au desserage.Elle agit comme un capteur de force.La précision est bonne et la mise en œuvre est aisée.Pour le serrage au couple, étant donné queles forces de frottement varient dans des proportionsimportantes, si on recherche une bonne précisiondans le serrage final, il est indispensable de munir chaqueboulon de l’assemblage de cette rondelle de mesure.De plus, cette méthode permet facilement de mesureret d’enregistrer, périodiquement ou en permanence, l’effortde tension dans le boulon, que l’assemblage soit au reposou en service.Comment passer du serrageau couple au serrage par tendeurhydrauliqueLa pratique du serrage au tendeur hydraulique nécessite laconnaissance de l’effort résiduel nécessaire dans le boulon.Or, lors d’un serrage au couple, seul le couple estpréconisé, il est généralement donné en newton - mètre(Nm). La formule théorique suivante permet de connaître,en première approximation, la force de tension résiduelle(Fo) dans le boulon lorsqu’un couple de serrageest appliqué. Cette formule est établie en considérant lesfrottements des filets et ceux de la face d’appui de l’écrou.11
guide serrage FR éxé dern 11/04/01 16:11 Page 12Fo T0,16 p µ1 0,582 d2 µ2 rmT : couple de serragep : pas du filetageµ1 : coefficient de frottement des filets boulon/écrouµ2 : coefficient de frottement face écrou/face d’appuid2 : diamètre moyen du boulonrm : rayon moyen de la face d’appui de l’écrouLe chapitre « Comparaison entre un serrage au couple etun serrage au tendeur hydraulique » donne une illustrationpratique de l’application de cette formule.Le serragepar élongation thermiquela rotation de l’écrou et du pas. La formule théoriquesuivante permet de connaître, en première approximation,la force de tension résiduelle (Fo) dans le boulon lorsquecette technique est employée.Fo α S E t θpSElθ : angle de rotation de l’écrou t : élévation de températureα : coefficient de dilatation thermique du matériau du boulonp pas de filetageS : section du boulonl : longueur serrée du boulonE : module d’élasticité (module d’Young) du matériau duboulonCette méthode consiste à chauffer le boulon à l’aide d’unecanne chauffante et à provoquer ainsi son allongement pardilatation thermique. Il suffit ensuite d’accoster l’écrou deserrage sans effort de couple particulier.Bien que cette méthode autorise théoriquement le serragesimultané, elle présente elle aussi de nombreux inconvénients :Le serragepar traction mécanique- D’abord, les boulons doivent être percés au centre surtoute la longueur pour permettre la mise en place de lacanne chauffante.En général, le corps de l’écrou est muni d’une série de visde poussée implantée autour du filetage intérieur. Ces visqui s’appuient soit directement sur la face de l’organe àserrer, soit sur une rondelle intermédiaire sont vissées aufur et à mesure par de nombreuses passes avec un couplede vissage réduit. Elles assurent ainsi la mise en tensiondu boulon.- Ensuite, la mise en œuvre nécessite des moyens dechauffage, de contrôle de température et de manipulationqui peuvent être importants, surtout pour le serragesimultané.- Enfin, l’opération est longue puisque ce n’est qu’aprèsrefroidissement que l’on peut connaître la valeur de latension résiduelle dans le boulon (à condition d’avoirprévu les moyens pour la mesurer).Le cycle consiste donc à : chauffer, accoster l’écrou,attendre le refroidissement uniforme de l’assemblage etmesurer. Il est systématiquement nécessaire d’ajuster leniveau de serrage en reproduisant ce cycle plusieurs fois.Bien souvent la température à atteindre pour obtenir l’élongation voulue est trop élevée et risquerait d’entraîner unemodification des caractéristiques mécaniques de la matière.Par conséquent, l’élongation thermique n’étant passuffisante, il faut lui superposer un serrage au couple,contrôlé par mesure de l’angle imposé à l’écrou.Le serrage par élongation thermique est en fait assez peuutilisé. Les quelques applications connues concernent lesboulons de grande dimension (diamètre supérieur à 100 mm).Comment passer du serrage parélongation thermique au serragepar tendeur hydrauliqueC’est une méthode qui permet d’exercer directement sur leboulon un effort de tension (figure 11, ci-dessous).La mesure de la tension est le plus souvent réalisée par undes moyens de contrôle d’élongation déjà cités.Bien que cette méthode présente l’avantage d’éliminerla contrainte de torsion dans le boulon, elle a aussi denombreux inconvénients :- Le serrage simultané n’est pas raisonnablement possible,seul un serrage progressif et laborieux d’un boulonà l’autre est envisageable. Il s’agit d’un serragepseudo-simultané.- Il est indispensable de prévoir un moyen de mesurecomplémentaire tel que la mesure d’élongationou la mise en place d’une rondelle de mesure d’effort.- Ensuite, le prix des écrous est plus élevé puisqu’ils sonten général de dimensions importantes et doivent êtremunis de l’ensemble des vis de pression.- Enfin, l’opération est longue étant donné que le vissagedes vis est en général effectué à la main en plusieurspasses.Le serrage par traction mécanique est donc assez peu utilisé.La pratique du serrage au tendeur hydraulique nécessite,nous l’avons vu, la connaissance de l’effort résiduelnécessaire dans le boulon. Or les données techniquesconnues pour réaliser le serrage par « canne chauffante »sont généralement : l’élévation de température ( t)et l’angle de rotation θ à effectuer sur l’écrou lorsquela température est atteinte. L’élongation thermique dépenddu coefficient de dilatation (α) du matériau, et l’élongationprovenant du serrage au couple est une fonction directe deFigure 11 : Le serrage par traction mécanique12
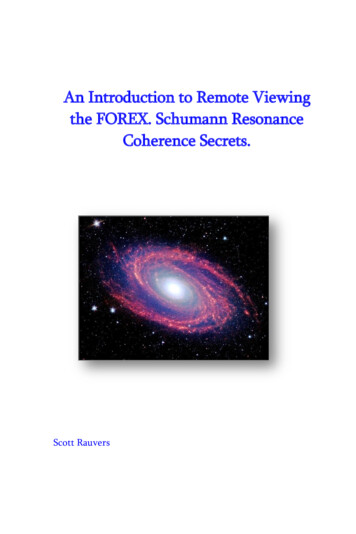
guide serrage FR éxé dern 11/04/01 16:11 Page 13Le serrage par traction hydrauliqueFigure 12a : Tendeur hydraulique SKF HYDROCAMPrésentationC’est la méthode de serrage mise en œuvre à l’aide destendeurs hydrauliques SKF HYDROCAM (figure 12a, ci-dessus).Le boulon à serrer, qui doit être pourvu d’une surlongueurau niveau de l’écrou, est mis sous tension à froid à l’aided’un vérin hydraulique annulaire qui exerce sur celui-ciuniquement un effort de traction. L’écrou de serrage libéréde toute contrainte est accosté pratiquement sans effort deserrage et, en conséquence, il ne transmet aucun coupleau boulon.Lorsque la pression dans le vérin est relâchée, l’efforthydraulique du vérin est en grande partie transféré surl’écrou accosté ; le serrage est effectué (figure 12b, p.15).Afin d’augmenter la précision du serrage, il est recommandéde procéder à un double accostage.En effet, la première opération d’accostage permet decompenser les jeux, les aspérités et d’établir un équilibredes efforts au sein de l’assemblage. La deuxièmeopération d’accostage permet essentiellement d’obtenirla précision souhaitée sur la force résiduelle de tensiondu boulon.Ce double accostage consiste simplement à répéter lesphases 3, 4 et 5 schématisées (figure 12b, p.15).C’est cette méthode, utilisée dans les règles de l’art,qui permet le mieux d’atteindre les critères de qualitéd’un bon serrage listés dans l’introduction.13
guide serrage FR éxé dern 11/04/01 16:11 Page 14Les avantages du serragepar traction hydrauliqueAutomatisation possibleLes opérations de serrage et de desserrage peuvent êtretotalement automatisées pour permettre :- une optimisation de la simultanéité des opérationsPas de contrainte de torsion- une plus grande précision de serrageLe serrage par traction hydraulique n’introduit aucunecontrainte de torsion ou de flexion « parasite » dansla boulonnerie (figure 7b, ci-dessous).- une plus grande homogénéité du serrageGrande précisionIl est précis puisque le paramètre le plus importantqui est la force de traction est rigoureusement contrôlé parl’intermédiaire de la pression hydraulique d’alimentation duvérin. La force n’est pas tributaire des différents coefficientsde frottement au niveau de l’assemblage. Seul le couplemis en œuvre pour l’accostage peut introduire uneincertitude mais, d’une part, son influence est du secondordre par le principe même et, d’autre part, grâce à desprécautions élémentaires liées aux règles de l’art, il estpossible d’obtenir une certaine homogénéité dansl’opération d’accostage.Enfin, il faut tenir compte du rapport Fh/Fo (efforthydraulique / effort résiduel après relâchement de la pression)qui sera explicité par la suite (page 25). La connaissance dece rapport est importante, des moyens existent pour l’obteniravec précision pour chaque assemblage.- une durée d’opération encore plus réduite- un allégement des conditions de travail des opérateursdans le cas d’accessibilité difficile- un pilotage à distance :le personnel peut piloter toutes les séquencesde serrage ou de desserrage depuis une zonesécurisée. Pour la plus grande partiedes opérations, le personnel est ainsi éloignédes risques liés à l’environnement tels querayonnements ionisants, fortes pressions, fortestempératures, bruit important, risques de rupture depièces avoisinantes Mise en œuvre facileSa mise en œuvre est aisée et rapide et aucun effortmusculaire n’est nécessaire même pour les boulonsde très gros diamètre. Les risques liés à l’opérationet la pénibilité du travail sont aussi très fortement réduits.Large gamme de diamètresIl s’applique à une très large gamme de diamètres de visou de goujons : de 5 à 500 mm !Diversité des matériauxDes boulons en INOX, titane, matériaux composites peuvent être très facilement serrés au tendeur hydraulique.Aucune détérioration des piècesIl préserve l’intégrité de tous les éléments de l’assemblage,puisque les contraintes internes sont maîtrisées et qu’il n’ya pas de frottement de surface sous forte pressionde contact (figure 8b, p.10).Opération de desserrage aiséeLe desserrage est extrêmement facile à effectuer, l’efforthydraulique nécessaire est en général à peine plus de 1 %supérieur à l’effort hydraulique initial de serrage.Serrage simultané possibleLa méthode de serrage par tendeur HYDROCAM permetun serrage simultané de plusieurs ou de la totalité desboulons de l’assemblage. Cela apporte :- une homogénéité de serrage de l’ensemble des boulonsde l’assemblage- une mise en œuvre simple- une durée d’intervention réduite(cf. chapitre « Le serrage simultané par tractionhydraulique », p. 37).14Figure 7b
guide serrage FR éxé dern 11/04/01 16:11 Page 151 - La clé d'accostage est placée autour de l'écrou,et le tendeur hydraulique vient coiffer le boulon.2 - Le tirant est vissé sur l'extrémité dépassantedu boulon.3 - Après raccordement hydraulique, le tendeur hydraulique,grâce à la mise en pression, développe sur le boulonl'effort de traction requis.4 - Pendant que la pression est m
Une grande imprécision de l'effort de serrage Le résultat du serrage final dépend en effet des coef f i c i e n t s de frottement au niveau des filets écrou/vis et au niveau du contact écrou/surface. O r , dans la pratique, il est impossible de bien maîtriser ces paramètres. Ainsi, pour un même couple nominal visé, la dispersion