Transcription
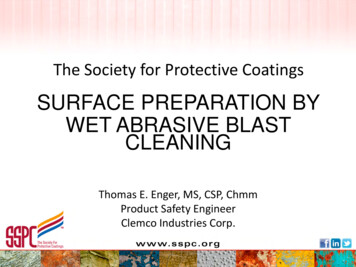
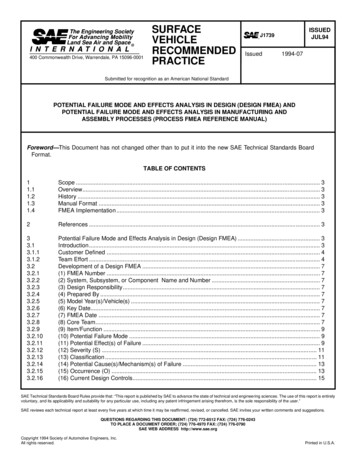
Surface Preparation Standardsfor Steel Substrates—A Critical ReviewBy A.W. Momber and W.D. Greverath, Mühlhan SurfaceProtection International GmbH, HamburgAtions should be addressed.spects of surface quality are becoming What parameters should be considered in the standard?increasingly important. Not only own What are the critical values for these parameters?ers and managers in the marine indus How can the parameters be evaluated or, respectively,try, but also paint manufacturers, have learned that a highmeasured?surface quality is a major prerequisite for reliable perforAn answer to the first question is delivered by ISO 8502,mance of coating systems. However, it depends to a largewhich states that, “the behaviour of protective coating sysextent on the contracting companies if and how an appropritems is affected mainly by the condition of the substrateate surface quality can be guaranteed, and if standards can beimmediately before the coating system is applied. Thismet. Until now, contractors depended on standards issuedbehaviour is basically determined by the following.either by national regulatory organisations (such as SSPC, Rust and mill scaleNACE, or STG) or by paint manu Surface contaminants, includingfacturers. Contractors did not issuesalts, dust, oils and greasestheir own standards, which poses Roughnessproblems when new innovativeWith this definition, three maintechnologies are developed andgroups of surface properties canintroduced into the surface preparabe distinguished as illustrated intion market, e.g., ultra-high pressureFig. 2. Some, but not all, of theabrasive blasting (UHPAB) and laseranswers to the third question cancleaning. Examples of correspondbe found in ISO 8502 and in ISOing substrate surfaces are shown in8503. The second question isFig. 1. It is critical in the course ofprobably the most difficult toquality control to evaluate theseanswer; it is one objective of thissurfaces. Whereas the classic surarticle to contribute to this issue.face standard, ISO 8501, which covStructure of prepared steel surfacesFig.1a(above):PreparedwithUHPABers traditional surface preparationFig. 1b (below): Prepared with laserStandards Available formethods such as grit blasting andPhotos courtesy of MühlhanBlasted Steel Surfacespower tooling, was sufficient forThose issued by independent organ many years, even decades, developisationsments in surface preparation tech ISO 8501-1 2 (surface cleanlinique over the past ten yearsness)required the development and intro STG Guide No. 2222 (pressureduction of additional standards.water jets)These standards are reviewed in the SSPC-VIS 4/NACE VIS 7following sections.(waterjetting–visual) SSPC-SP 12/NACE No. 5What Do Existing(waterjetting–written)Standards Consider? SSPC-VIS 5/NACE VIS 9 (wetIn the design of a standard for surabrasive blast cleaning)face evaluation, three major ques-48JPCL / February 2004 / PCE
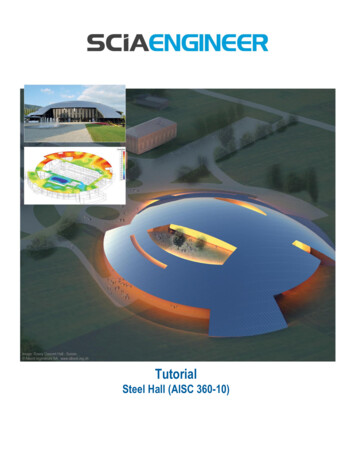
Table 1: How Existing Standards Cover Surface Properties Table 2: Cleaning Degree DesignationsStandar dInitial ConditionCleaning Flash Salts Profile for Surface Preparation StandardsOld Coating Rust Grade DegreeISO 8501-1 2XXXSSPC-VIS 4XXXSSPC-VIS 5XXSTG 2222XXXSSPC-SP 12XJotunHempelXXXInternationalXXRustXXXXXXXStandar dISO 8501STG 2222SSPC-VIS 4SSPC-VIS 5SSPC-SP 12HempelInternational HBInternational SBSa 1Dw 1WJ-4WJ-4WJ-4-DesignationSa 2Sa 21 2Dw 2Dw 3WJ-3WJ-2WAB 6WAB 10WJ-3WJ-2WJ-3WJ-2HB 2HB 2.5SB 2SB 2.5Sa 3WJ-1WJ-1WJ-1-Cleaning Degree and Flash RustingFig. 2: Sub-division of surface propertiesThose issued by paint manufacturers Jotun: Degree of Flash Rusting Hempel: Photo Reference Water Jetting International: Hydroblasting Standards International: Slurryblasting StandardsTable 1 shows how these surface standards consider theproperties provided in Fig. 2. As can be seen, salt concentration and roughness are not considered in any of the visual standards which could have been expected as these properties can not be evaluated on a visual basis only. This is thefirst problem with a purely visual standard.A second problem is illustrated in Fig. 3. The surface conditions shown in the photographs apply to equal writtendescriptions! This can be seen if Tables 2 and 3 are considered. Both photographs show surfaces with the initial condition “C”; both the cleaning degrees (“HB 2.5” and “WJ 2”) areequivalent to Sa 2,5; and both the flash rust degrees (“M” and“FR-2”) correspond to moderate flash rusting. However,despite these identical features, the photographs look completely different in terms of morphology and colour.A third problem is also evident in Fig. 3: the left photograph does not show a scale, and the user does not knowthe size of the image. Because any photograph printed in avisual standard can reflect only a very small part of theentire surface to be evaluated, its size must be known. Itmust also be known for reasons of comparability.www.paintsquare.comCleaning degree and flash rusting actually define visiblecontaminations according to Fig. 2. It is often believed thatflash rusting is a phenomenon that occurs during wet blasting or UHP operations only. This is not completely true,because flash rust may also show up after dry blasting ifair humidity is high or if contaminated grit material is used.It is further believed that any definition of flash rustingdegrees is needless because all flash rust must be removedby subsequent dry blasting. However, this argumentneglects the development of surface tolerant coating systems that can be applied to flash rusted surfaces.Therefore,it now becomes very important to specify flash rustdegrees to define limits for these special coating systems.Standard cleaning degrees for dry blasting operations arethe “Sa”-designations according to ISO 8501. In the U.S.A,however, dry blast cleaning degrees rather follow the “SP”(SSPC) and, respectively the “No.” (NACE) notations. A survey of the standards for wet, slurry, and UHP standardsshows that, in principle, all proposed cleaning degrees relateto the “Sa”, “SP”, and “No.” designations. The correspondingrelationships are listed in Table 2. An exception is the STGGuide which does not consider a cleaning degree that corresponds to “White Metal” but rather defines the cleaningdegree “3” to be “Near White.” The notation of cleaningmethods is extremely confusing. If we look only in Table 2,we can find the following designations for UHP applications—Dw (pressure water), WJ (water jetting), HB (hydroblasting)—and the following designations for wet/slurryblasting—WAB (wet abrasive blasting), SB (slurry blasting).The terminologies “blasting” and “jetting” are mixed in anunsound way. The order of cleanliness is given in two different directions, for example, in the SSPC standard, the lowernumber describes a better cleanliness, while theInternational Standards use a higher number to define ahigher surface quality.Flash rust is subdivided into four groups in the standardswhere this phenomenon is considered. These four groupsJPCL / February 2004 / PCE49
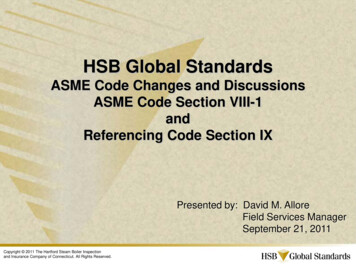
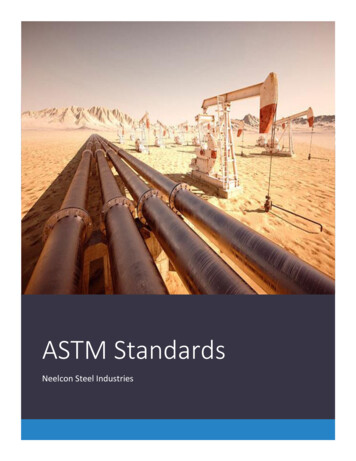
Table 3: Flash Rusting Degree DesignationsFor that reason, paint manufacturers have started to allow“light” and even “moderate” flash rust for certain coating sysStandar dFlash rusting degreetems. Extensive studies by Allen2 and Morris3 have shownNoLightModerate Heavythat flash rusted steel substrates can feature pull-off strengthSSPC-VIS 4LMHvalues comparable to or even higher than clean substrates.SSPC-SP 12LMHExamples are shown in Fig. 4. Unfortunately, the individualInternational HB LMHstandards deliver different definitions how to measure theInternational SB LMHadhesion of flash rust. The different approaches are sumJotunJG-1JG-2JG-3JG-4marised in Table 4. In our opinion, the ‘Tape Test’ as introHempelFR-1FR-2FR-3duced in Hempel’s “Photo ReferenceTable 4: Approximate Methods For Estimating Heavy Flash Rust Adhesion Waterjetting,” which is similar to thedust assessment test according to ISOStandar dMethod for estimating heavy flash rust adhesion8502-3, is a suitable and, to a certainInternational Hydroblasting This layer of rust will be loosely adherent and will easily markextent, objective method to evaluate(H)objects brushed against it.rust adherence and, thus, to evaluateSSPC-VIS 4/NACE VIS 7The rust is loosely adherent and leaves significant marks on aflash rusting degree.(H)Hempel Photo Reference(FR-3)cloth that is lightly wiped over the surface.The rust is loosely adhering and will leave significant marks on adry hand, which is swept over the surface with a gentle pressure.Salt ContaminationRecent investigations show that thecontamination due to dissolved salts,are: no flash rusting, light flash rusting, moderate flashmainly chlorides, is critical to the performance of protecrusting, and heavy flash rusting. A summary is provided intive coatings. Figure 5 shows that a small increase in saltTable 3. One basic problem is to evaluate and, respectively,content ( 1 µg/cm2) leads to a 200% decrease in coatingto measure these degrees of flash rusting. In the standards,lifetime. Regarding the coating performance at high servicethree methods can be distinguished:temperatures, Mitschke4 stated that “on the average, each according to the colour;additional microgram (chloride) lowered the maximum ser according to the distribution; andvice temperature by about 6 C. As immersion tempera according to the adhesion.tures increase, there is a decrease in chloride tolerance.”Again, different standards deliver different arguments andDespite these findings, only one of the existing standardsprocedures for the definition of these methods. Problems cancovers soluble contaminants. The corresponding levels,arise during the evaluation by using colour (Fig. 3). Althoughtogether with results of a recent German review5, are listedboth photographs show the same degree (moderate) of flashin Table 5. Additionally, a review of more than 200 coatingrusting, their colours are completely different. Flash rustdata sheets performed by us showed that less than 1% ofseems to be rather a physical problem than a problem ofall application datasheets contain quantitative limitationschemical compatibility. Systematic testing performed byfor soluble contaminants. However, influential institutionsKaiser and Schütz1 showed that rust always deteriorates coatlike NASA and Det Norske Veritas prescribe very rigiding performance if it is contaminated with salts. Therefore,permissible levels for chloride contaminants, especially forplain “clean” flash rust that adheres to the substrate is not asimmersion services. Just recently, Colahan6 reported thatcritical as salt-contaminated flash rust to coating performance.the world’s largest pipe coating contractor is now encountering specifications that require no more than1 microgram per square centimetre of chloridesfor internal pipe cleanliness. Although thisspecification is a real challenge, it agrees withthe results provided in Fig. 5. In the nearfuture, surface preparation technologies thatare able to guarantee very low concentrationsof soluble substances will become standard inthe market; this trend may in particular applyto technologies featuring UHP because of theaccompanying washing effect.Fig. 3: Different visual appearance of steel surfaces featuring equal surface propertiesLeft: International: C HB 2.5 M; Right: Hempel: C WJ2-FR-2Salt content is basically evaluated through50JPCL / February 2004 / PCEwww.paintsquare.com
Table 6. Roughness Definitions Accordingto the ISO-Comparator (Type ‘G’)Table 5: Chloride Contamination LevelsNV-1NV-2NV-3SSPC-SP 12DIN-Fachbericht 28Free of detectable levels No / low risk 10 µg/cm 2 7 µg/cm2Individual decision 10 – 50 µg/cm 2 50 µg/cm2High risk 50 µg/cm 2NotationFineMediumCoarseRoughness value in µm25 R Y5 6060 R Y5 100100 R Y5 150flash rusting, and it should become an issue in surface quality standardisation.Surface ProfileAlthough surface profile is mentioned in ISO 8502 as one ofthe parameters that affect coating behaviour in service, noneof the standards we considered mentions this surface property (Table 1). In the area of surface protection, the roughFig. 5: Chloride concentration effect onness parameter R Y5, as the average of five in-line measureFig. 4: Flash rusting effect on pull-offcoating adhesion (values taken fromstrength (values taken front Allen 2)ments according to ISO 8503, is usually specified. OurMitschke4) Coating: Epoxy Novolacsearch of coating data sheets shows that paint manufacturers do specify this value, but in many more cases the comthe following three parameters:parator level according to the ISO-comparator (fine, medi specific electric conductivity ( µS/cm);um, coarse) is mentioned (Table 6). The ISO-comparator is volumetric concentration (ppm µg/cm3); andused throughout the surface protection industry as a tool for surface concentration (µg/cm2).profile evaluation, either visual or tactile. The result of aThe widely accepted method to extract soluble substancesprofile assessment with this comparator is the definition of afrom steel substrates is the Bresle method according to ISOprofile level (or roughness range): fine, moderate, or coarse.8502-6. Our experience shows that inspectors still believeHowever, results of adhesion testing plotted in Fig. 6 showthat Bresle method is a salt analysis test, and very often onethat adhesion strength cancan read: “Salt concentration was measured via the Breslevary up to 200% within thetest.” Moreover, we found that inspectors confuse physicallimits of a comparator levelunits. A typical example of this confusion is giving water(‘fine’ for the example shownquality as micro-siemens per cm 2 or contamination-free surin the figure). Thus, a morefaces as micro-siemen. Note that two wrong physical unitsdefinite profile designationare given for electric conductivity, whereas the correct unitwould probably allow ais not even mentioned. We concluded from these examplesmore accurate evaluation ofthat eve
SSPC-VIS 4 WJ-4 WJ-3 WJ-2 WJ-1 SSPC-VIS 5 - WAB 6 WAB 10 - SSPC-SP 12 WJ-4 WJ-3 WJ-2 WJ-1 Hempel WJ-4 WJ-3 WJ-2 WJ-1 International HB - HB 2 HB 2.5 - International SB - SB 2 SB 2.5 - Fig. 2: Sub-division of surface properties. For that reason, paint manufacturers have started to allow “light” and even “moderate” flash rust for certain coating sys- tems. Extensive studies by Allen2 and .