Transcription
WHITE PAPERTHE COMPREHENSIVE GUIDE TODUST HAZARD ANALYSIS ANDOSHA COMPLIANCEChris Giusto, PEDirector of Industrial Projects & Combustible Dust SafetyAN EMPLOYEE OWNED COMPANYWWW.HALLAM-ICS.COM
What’s Important To YouBecomes Everything To UsIntroductionNFPA 652 Standard on the Fundamentals of CombustibleDust was developed, as the title suggests, to cover the fundamentals of combustible dust safety. Industry and commodityspecific standards had existed for decades, but inconsistencies in the different standards often created confusion. Enter NFPA 652, which now serves as an overarching standardcovering all combustible dusts and creates a consistent setof fundamental standards that can be applied to any industryor material. NFPA 652 then directs users to the industry orcommodity specific standards as appropriate and defines ahierarchy between it and the more specific standards.In addition to serving as a consistent baseline standard, NFPA652 focuses heavily on hazard identification and awareness.Investigations of combustible dust incidents across industriesoften revealed that owners and operators of facilities were unaware of the hazards that caused the incident.Table of ContentsCombustible Dust Fundamentals 3What is a Dust Hazard Analysis? 7The 7 Steps to CompleteA Dust Hazard Analysis10Conclusion 13What’s Next 13The committee working on the standard recognized the importance of properly identifying hazards as a first step in protecting a facility and its workers, and thus included the requirement of conducting a Dust Hazard Analysis (DHA).With an OSHA compliance deadline of September 7, 2020for completing a Dust Hazard Analysis (DHA), and existingrequirements already in place, it is a good time to revisit the“new” NFPA 652 Standard on the Fundamentals of Combustible Dust. Approved as an American National Standardon September 7, 2015, this standard is “new” only relativelyspeaking. While many in the combustible dust safety community knew about it while it was still being developed, and wereglad to see it implemented, there remain plant managers, EHSprofessionals, and plant engineers three years later that still donot understand what is required of them. Reviewing the keycomponents of NFPA 652 reveals what is required, and whythis standard is so important.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance2
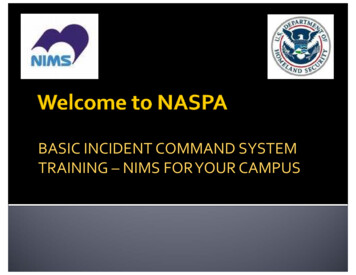
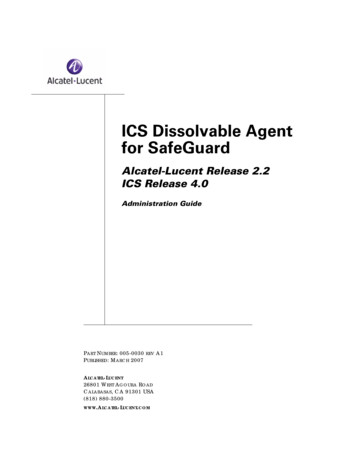
What’s Important To YouBecomes Everything To UsCombustible Dust FundamentalsWhat is a Combustible Dust and Why is it Hazardous?To adequately protect facilities and personnel, one must first grasp some basic terminologyand fundamental principles. Two definitions and one figure from NFPA 652 provide a solidfoundation for understanding combustible dust and its hazards.NFPA 652Combustible Dust is:Combustible Particulate Solid is:A finely divided combustible particulate solidthat presents a flash-fire hazard or explosionhazard when suspended in air or the process-specific oxidizing medium over a rangeof concentrations.Any solid material composed of distinct particles or pieces, regardless of size, shape, orchemical composition, that, when processed,stored, or handled in the facility, has the potential to produce a combustible dust.Combustible dusts present two distinct hazards: flash fires and explosions. In addition to thedefinitions above, understanding (or reviewing if you are already familiar) the Fire Triangle,Flash-Fire Square, and Explosion Pentagon is critical to recognizing the hazards of combustible dust and how to mitigate them. Figure A.5.2 below is taken from NFPA 652 (colored figuresadded by the author for emphasis).Most people are familiar with the Fire Triangle(in red), which represents the three elementsnecessary for a fire: Fuel, an Oxidant (usuallyoxygen in the air), and Ignition. A flash fire,represented by the Flash-Fire Square (in blue,though it looks more like an irregular quadrilateral in this figure), has the same three elements necessary for a fire, but adds Dispersion, which means that the dust is suspendedin a cloud. If a flash fire is contained in anenclosure, then you have Confinement, whichis the fifth element in the Explosion Pentagon(in green). Removing any single element fromthose required for each event described abovewill prevent that event from happening. Thisis a fundamental concept for addressing thehazards associated with combustible dusts.While the definitions in NFPA standards are intentionally technical and precise, they are notalways easy to understand. If we take the two definitions above, and accept as given anunderstanding of the elements required for a flash fire and an explosion, then we can simplystate that:A combustible dust is any finely divided solid material(dust) that presents a flash-fire or explosion hazard.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance3
What’s Important To YouBecomes Everything To UsIs My Dust Combustible?NFPA 652 Section 5.2 allows two methods for screening for combustibility or explosibility:NFPA 652(1)Historical facility data or published data that are deemed tobe representative of current materials and process conditions(2)Analysis of representative samples in accordance with therequirements of 5.4.1 and 5.4.3The first method is common in mature industries with a long history of dealing with combustibledust hazards. Wood Processing (or Wood Products, or Forest Products) and Agricultural andFood Processing are good examples. These industries have their own commodity or industryspecific standards with origins dating back to the 1920s and 1930s. (The current standards areNFPA 664 Standard for the Prevention of Fires and Explosions in Wood Processing and Woodworking Facilities, and NFPA 61 Standard for the Prevention of Fires and Dust Explosions inAgricultural and Food Processing Facilities.) Representative published data is often, but notalways, available. Large companies with multiple facilities may also have representative testdata from another facility that processes the same materials.The second method, analysis of samples, usually involves testing by a laboratory per the requirements set forth in Chapter 5 of NFPA 652. Evenif you know your dust is combustible, testing bya qualified laboratory is still prudent if you do nothave access to representative data as describedabove. In addition to determining if the dust iscombustible, a lab can perform additional teststo determine properties specific to your dust suchas Kst, Pmax, MEC, and MIE. These propertiesare critical variables in calculations used to ensuresafety methods and devices are selected and installed to provide adequate protection for your personnel and facility.Reference lists, such as the Combustible DustPoster from OHSA, are available as guidelines aswell. While these lists can be helpful, just becauseyour material or dust is not included on the list doesnot guarantee it is not combustible. For instance,the OSHA Poster does not include titanium, which is a combustible metal dust. And if your dustis included on a list, you still need to determine the properties discussed above.If you are not sure if your dust is combustible, the first test that is typically performed is a “Go/No-Go” screening test. As the name implies, the test determines if the sample is a “Go” (combustible) or if it is a “No-Go” (not combustible). A way to keep this terminology straight is toremember a “Go” result means you need to “Go” ahead and have additional testing done todetermine the properties discussed below. A “No-Go” result means the dust is not combustible and no additional testing is required, though you need to maintain documentation of theseresults in accordance with NFPA 652 Section 5.2.4 so they can be presented to the AuthorityHaving Jurisdiction (AHJ) if requested.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance4
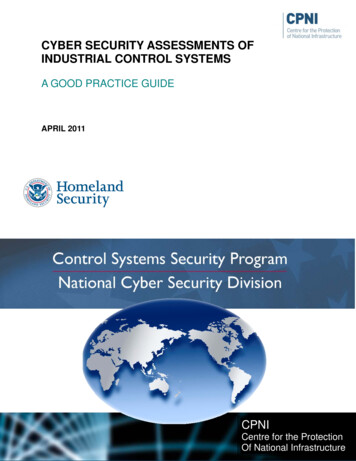
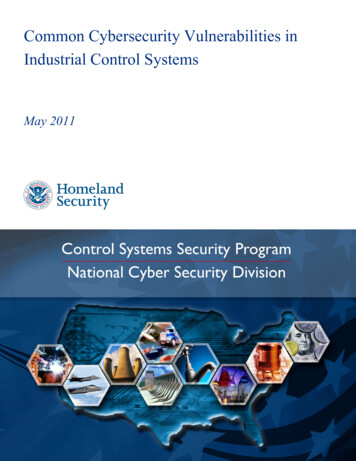
What’s Important To YouBecomes Everything To UsImportant Combustible Dust PropertiesAssuming your dust is combustible, there are several important properties that can bedetermined with additional testing. Two of these properties, Kst and Pmax, are arguablythe most important due to their use in evaluating or designing protection devices. Theyare also the most common properties referred to when talking about combustible dusts.Other properties such as MEC, MIE, and MIT are important factors to be consideredduring a DHA and may also influence hazard mitigation techniques.Properties that Determine Severity of an Explosion: Kst & PmaxKst is the deflagration index of a dust cloud and is measured in bar-m/s or psi-ft/s.It is calculated by multiplying the maximum rate of pressure rise times the cubed root of the volume ofthe test chamber. In simple terms, Kst is a measure of how fast an explosion happens. Thehigher the Kst value, the faster the pressure of an explosion will build. Dusts are categorizedinto Hazard Classes based on their Kst value as shown in Table B.1.2.4 below from NFPA 68.Pmax is defined in NFPA 68 as: The maximum pressure developed in a contained deflagration of an optimum mixture and is basically a measure of how strong the explosion is. Tests areconducted with different concentrations of dust to determine the optimum mixture, or the dustconcentration that will produce the greatest explosion pressure. Figure B.1.2.3 from NFPA 68shown below illustrates an example of the maximum pressure and maximum rate of pressurerise from a series of tests at different concentrations.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance5
What’s Important To YouBecomes Everything To UsOnce Kst and Pmax are known for your dust, you now have a very good idea of the characteristics of a potential explosion. You know how strong it will be and how fast it will happen.As a tangible example, imagine someone is going to punch you. If you know how strong theperson is, and how fast they can swing their fist, you have a pretty good idea of how bad it isgoing to hurt.Properties Used to Determine Where Hazards Exist:MEC, MIE, and MITMinimum Explosible Concentration (MEC), Minimum Ignition Energy (MIE), and Minimum Ignition Temperature (MIT) are additional properties that are important to know during a DustHazard Analysis and when considering options to reduce combustible dust hazards. Theseproperties (explained in greater detail below) help to determine the circumstances under whicha hazard exists, and similarly at what point a hazard has been effectively reduced.MEC (Minimum Explosible Concentration) is the minimum amount of dust suspended in airMECMIEthat will support an explosion and is usually measured in g/m3. Many types of processes andequipment contain clouds of suspended dust under normal operating conditions, so it is vitalto know at what level the dust cloud becomes hazardous. However, the MEC obtained fromsamples during laboratory testing is dependent on factors that can vary in actual productionsuch as particle size distribution and moisture content. For this reason, 25% of the MEC valueobtained in a lab test is used as the design value under which it can be assumed an explosioncannot happen. To clarify, if testing determines the MEC of your dust is 100 g/m3, any areasin your process or facility where the dust concentration exceeds 25 g/m3 should be consideredas a potential explosion hazard.MIE(Minimum Ignition Energy) is the minimum amount of energy required to cause flamepropagation when released at a point in a dust cloud. The primary use for this value is to understand your dust’s sensitivity to static electricity discharge as an ignition source. Dusts withlower MIEs are easier to ignite with a smaller (lower energy) spark.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance6
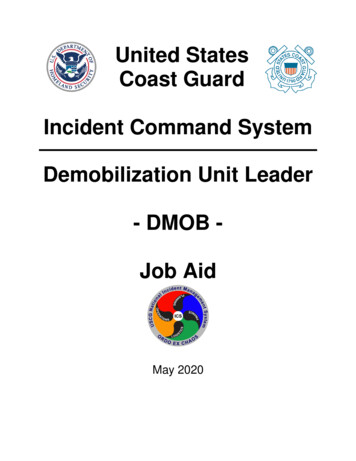
What’s Important To YouBecomes Everything To UsMIT (Minimum Ignition Temperature) is the minimum temperature required to ignite your dustMITand comes in two forms: MIT for a dust cloud, and MIT for a dust layer. MIT for a dust cloud isthe temperature of the surrounding air required to ignite a dust cloud. MIT for a dust layer is thetemperature of a surface where dust may accumulate that will cause the dust to ignite. Theseproperties are critical to understanding hazards in your facility, especially if you have processesor equipment that operate at elevated temperatures.Having your combustible dust tested will determine important properties of your specific dustthat are crucial to identifying, understanding, and properly mitigating the hazards in your facility.Kst and Pmax help to define how severe an explosion could be. MEC, MIE, and MIT help youdetermine what parts of your process or areas of your facility are potential hazards and definewhat must be achieved in order to reduce those hazards. These properties are used in calculations for designing and sizing protective devices like vent panels and isolation valves. Theyare also important to understand during your Dust Hazard Analysis (DHA) to properly identifyhazards.What is a Dust Hazard Analysis (DHA)?A Dust Hazard Analysis (DHA) is a systematic review of the processes and areas of your facilitywhere combustible particulate solids are present. (Figure B.4.5 below from NFPA 652 showshow an example process is broken down into individual points to be evaluated.) The analysiswill help identify the fire, flash-fire, and explosion hazards that exist in your facility. The DHAwill categorize locations into one of three general categories: Not a hazard, Might be a hazard,or Deflagration (or Fire, or Flash-Fire) hazard. Locations that fall into the second categorywill often require additional information or analysis to determine if a hazard exists or not. Foreach hazard identified, safe operating ranges must be defined as well as any existing hazardmanagement measures and a list of additional hazard management options for consideration.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance7
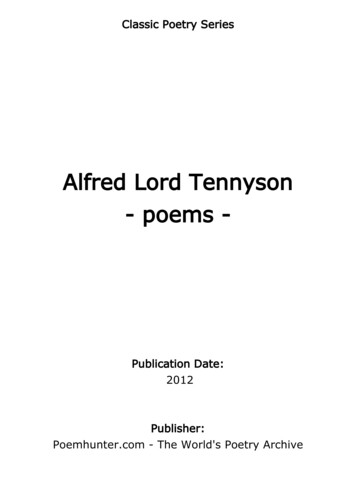
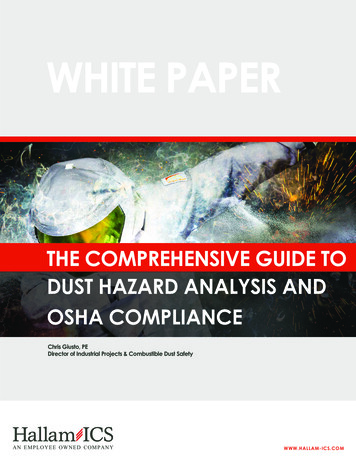
What’s Important To YouBecomes Everything To UsThe goal of your DHA is to identify all the hazards in your facility – especially the ones youdid not even know existed. For example, the well-known Port Wentworth, Georgia ImperialSugar Refinery explosion in 2008 was the result of unknown hazards. A conveyor enclosurecreated the necessary confinement for dust that was leaking and dispersed from silo outlets,and an overheated bearing inside the enclosure is believed to have been the ignition source.This initial explosion ignited several secondary explosions that had plenty of fuel due to fugitive dust accumulation and poor housekeeping. A DHA likely would have identified thesehazards so they could have been addressed.Aftermath of the Imperial Sugar Refinery explosion (image: CSB.gov)When is a DHA Required?The short answer is always. The requirement to conduct a DHA applies retroactively toexisting facilities and processes, and NFPA 652 also requires a DHA for all new processesand facilities.Who Performs a DHA?The answer is not as simple as the one above. NFPA 652, Section 7.2.2 states:NFPA 652The DHA shall be performed or led by a qualified person.The Explanatory Material in Annex A (not enforceable, but provided for clarification) elaborates:The qualified person who is leading or performing the DHA should be familiar with conducting a DHA. The qualified person should also be familiar with the hazards of combustibledusts. Typically, a team performs a DHA. For some processes this team might be as littleThe Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance8
What’s Important To YouBecomes Everything To Usas two persons, or for larger and more complex processes, the team might require many more thantwo persons. This team is made of a variety of persons whose background and expertise can includethe following:(1) Familiarity with the process(2) Operations and maintenance(3) Process equipment(4) Safety systems(5) History of operation(6) The properties of the material(7) Emergency proceduresThe individuals involved in the DHA could include facility operators, engineers, owners, equipmentmanufacturers, or consultants.While NFPA 652 does not explicitly define who is a ‘qualified person’, it does provide good guidelinesfor facility owners to consider when choosing a consultant/facilitator or assembling a DHA team. Itis possible that you have internal staff who are qualified and capable of conducting a DHA for yourfacility, but do not discount the value of an outside perspective. A fresh set of eyes may identify hazards your staff could overlook, and someone who has performed DHAs in other industries can alsoprovide valuable insights that apply to your facility and processes.Compliance Deadline for DHAsNFPA 652 requires owners to conduct a DHA forexisting facilities and processes by September 7, 2020.NFPA 652 was originally issued in 2015 with a 2018 compliance deadline, but the 2019 edition(effective May 24, 2018) extended the deadline to September 7, 2020. However, 652 also requiresthat owners demonstrate reasonable progress in completing DHAs each year prior to the deadline.If your facility has not yet started this process, you are already non-compliant.This is a situation where it truly is “better late than never.” Starting the process of conducting DHAsnot only keeps you compliant, but also shows your employees that you are dedicated to their safetyand serious about minimizing hazards in their workplace.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance9
What’s Important To YouBecomes Everything To UsThe 7 Steps to Complete a Dust Hazard Analysis (DHA)This section outlines the process of completing a Dust Hazard Analysis (DHA) as required by NFPA652. The term DHA is often used interchangeably with the “analysis” portion of the processes (Step4 below), but a complete DHA process involves additional steps before and after the analysis. It iscritical to recognize that just completing the analysis does not make your facility any safer withoutappropriate follow up actions (Steps 5 through 7 below).The process outlined below assumes you have already determined that your facility manufactures,processes, or otherwise handles combustible dust. If you are not sure, refer to the section “Is MyDust Combustible” earlier in this guide.STEP 1Acquire DocumentationBegin by collecting any available relevant drawings and documents that define the process, equipment, operating parameters, or existing hazards. Examples of this include: Process Flow Diagrams (PFDs) Piping and Instrumentation Diagrams (P&IDs) Mass & Energy Balance General Arrangement Drawings (GAs) Building Plans Equipment Manufacturer Drawings, Data Sheets, Manuals, etc. Electrical Hazard Classification DrawingsObtaining all these documents for existing facilities is often difficult. In such cases, field investigationis required to document the processes, equipment, and facility to an adequate extent to facilitate theanalysis. Plant operations staff can often be interviewed to obtain process data that is not documented.Documenting and understanding the materials involved in the process and their properties at eachstage is also required. Most processes involve changes to a material’s properties such as size, particle size distribution (PSD), and moisture content, which all have a significant effect on how hazardous the dust is. If the dust has been tested to determine properties like Kst, Pmax, and MEC, copiesof the test reports should be obtained and verified that they are representative of the various stagesof any process where they might change.The final set of documents required are the applicable NFPA standards. NFPA 652 provides guidanceon the industry or commodity specific standards that may apply to your facility. Additional standardsmay also be applicable, but NFPA 68 Standard on Explosion Protection by Deflagration Venting andNFPA 69 Standard on Explosion Prevention Systems will likely be required reference for any facility.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance10
What’s Important To YouBecomes Everything To UsSTEP 2Field VerifyEven when the plant-specific documentation is available, it is frequently out-of-date or incomplete. The older the facility and existing documentation is, the more likely there have been undocumented changes. Due diligence should be exercised to verify theinformation that will serve as the basis for the DHA.In instances where existing documentation is very limited, thisstep might be more appropriately titled “Field Survey.” Extensiveefforts may be required to sufficiently document larger, older facilities to support a thorough DHA. This is a great opportunity forfacilities that lack up-to-date PFDs to get their drawings revised(or recreated) to reflect the current state of the plant.STEP 3Assemble DHA TeamNFPA 652 recommends (but does not require) that a DHA be completed by a team and requires thatthe DHA be led by a qualified person. Assuming you take a team approach, plant engineers, environmental health and safety (EHS) personnel, and plant management all bring different perspectivesand are frequently involved in the DHA process. Be sure to also consider including maintenance andoperations personnel who often have hands-on experience that provides valuable insight to potentialcombustible dust hazards.The perspective of a consultant who has been through the DHA process before can add tremendousvalue to your DHA. An outsider with experience in different facilities across a variety of industriesmight identify hazards and propose solutions your internal team members could overlook. To borrowa phrase from Dr. Chris Cloney, “You can’t read the label from inside the jar.”STEP 4Identify Hazards & Evaluate ComplianceThis step is the heart of the DHA—and the primary reason the process is mandated by NFPA 652.Many combustible dust incidents have been a result of hazards that owners and operators did noteven know existed. This step is the part of the process where you systematically review and thinkcritically about your process and facility to identify the potential hazards.There are different approaches and formats the team can use to facilitate this review, but the goal isthe same: to consider every point in the process, identify hazards, and determine what measures arerequired to minimize the risks. It is helpful to remember the flash fire square (or quadrilateral) andexplosion pentagon during this process. However, since air is usually the oxidizing agent, and youwould not be conducting a DHA if you did not have combustible dust (fuel), the focus of the analysistends to be on dust quantities/concentrations and ignition sources. For each step in the process andarea of the facility, consider: Is there, or might there be, enough dust to produce a combustible atmosphere? Are there, or might there be, any means to disperse dust in a cloud? Are there, or might there be, any ignition sources?You also want to identify any protective measures that are already in place. If any hazards alreadyhave NFPA-compliant protection measures, no additional action is necessary. It is equally importantto identify and document these measures in addition to the hazards. If measures are installed, theyshould also be evaluated to confirm compliance with NFPA standards.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance11
What’s Important To YouBecomes Everything To UsFor example, one facility I worked with had an explosion vent on an indoor dust collector that wasvented through the roof. Initially this looked to be a good strategy to safely vent an explosion. Uponcloser evaluation however, there was an improper weather cover over the vent duct, and the ductwas not sized appropriately per NFPA 68. These issues created additional resistance that could haveprevented the vent from functioning properly had there been an explosion. We determined the roofline was too far away from the top of the dust collector to install a complaint vent duct, and a flamearresting vent with particulate retention was installed instead.STEP 5Prioritize HazardsSTEP 6Document ResultsOnce the hazards are identified, the team must prioritize them so that the hazards presenting thegreatest risk can be addressed first. As with Step 4, there are different approaches that can be usedbut some sort of risk matrix is usually employed to rank the hazards based on the anticipated likelihood that the event could happen and its anticipated severity. Some hazards may require immediateaction, while others can be scheduled to be addressed at a future time.NFPA 652 requires that the results of the DHA be documented.Complete and thorough documentation are important for two primary reasons.First, an Authority Having Jurisdiction (AHJ) can request to seethe DHA. This could be a local fire marshal, an OSHA representative, or some other safety official. Having a complete andwell-organized report shows that you are compliant with the relevant codes and standards, or that you have identified any areasthat need attention and have a plan to address them.Second, the DHA report serves as a reference for management ofchange as processes are modified and your facility goes throughupgrades or growth.STEP 7RepeatIn facilities where combustible dust hazards have not previously been given adequate attention,completing a DHA will hopefully initiate a change in the organization from reactive compliance to proactive hazard management. The DHA needs to be revisited and updated as your facility undergoeschanges. This includes changes to operating parameters of your existing processes, use of new ordifferent materials or ingredients, installation of new equipment or processes, etc. In some facilities,this could happen several times per year, while others may go long periods without significant changes. To help ensure against complacency and the accumulative effects of unnoticeable changes,NFPA 652 section 7.1.4 requires the DHA to be reviewed and updated at least every 5 years.For plants with combustible dust, a Dust Hazard Analysis is essential to ensure the safety of yourfacility and personnel. This is why completing a DHA by September 7, 2020 is required by NFPA 652.I hope this information helps you understand the steps required to complete a DHA and reinforces thevalue of the process beyond just compliance.The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance12
What’s Important To YouBecomes Everything To UsConclusionI’ve tried to provide you with practical information to help you learn more about NFPA 652, Combustible Dust and how to complete a Dust Hazard Analysis. I am very passionate about this topic and takea great deal of pride and satisfaction in the work we do to keep workplaces safe for their employees!What’s NextI hope this white paper has helped you take your first steps toward improving Combustible DustSafety at your facility. Please contact me if you have any questions or are looking for advice on howto conduct a Dust Hazard Analysis at your facility.Chris Giusto, PEDirector of Industrial Projects & Combustible Dust SafetyHallam-ICScgiusto@Hallam-ICS.comT: (919) 410-3769The Comprehensive Guide to Dust Hazard Analysis and OSHA Compliance13
www.Hallam-ICS.comConnecticut 363 Main Street, Suite 303, Middletown, CT 06457 Tel: 860-788-6815 Fax: 802-658-1457Massachusetts 575 West St., Suite 220, Mansfield, MA 02048 Tel: 508-821-9759 Fax: 508-821-9739Florida 5424 Finley Drive, Port Orange, FL 32127 Tel: 386-256-2827 Fax: 919-821-4147New York 107 Hermes Rd., Suite 130, Malta, NY 12020 Tel: 518-289-5582 Fax: 802-658-1457North Carolina 3801 Lake Boone Trail, Suite 100, Raleigh, NC 27607 Tel: 919-821-4145 Fax: 919-821-4147Vermont 38 Eastwood Drive, Suite 200, So. Burlington, VT 05403 Tel: 802-658-4891 Fax: 802-658-1457 2019 Hallam-ICS All Rights Reserved
Reference lists, such as the Combustible Dust Poster from OHSA, are available as guidelines as well. While these lists can be helpful, just because your material or dust is not included on the list does not guarantee it is not combustible. For instance, the OSHA Poster does not include titanium, which is a combustible metal dust. And if your dust