Transcription
FY 2006 Progress ReportAutomotive Lightweighting MaterialsE. Aluminum Automotive Closure-Panel Corrosion Test Program (AMD 309i)Project Co-Chair: Tracie Piscopink-JafollaGeneral Motors Corporation3300 General Motors RoadMC: 483-370-101Milford, MI 48380-3726(248) 676-7014; Fax (248) 685-5279, e-mail: tracie.l.jafolla@gm.comProject Co-Chair: Francine BovardAlcoa Technical Center100 Technical DriveAlcoa Center, PA 15069(724) 337-3249; Fax (724) 337-2044, e-mail: tracie.l.jafolla@gm.comTechnology Area Development Manager: Joseph A. Carpenter(202) 586-1022; fax: (202) 586-1600; e-mail: joseph.carpenter@ee.doe.govExpert Technical Monitor: Philip S. Sklad(865) 574-506; Fax (865) 576-4963; e-mail: skladps@ornl.govContractor: U.S. Automotive Materials PartnershipContract No.: FC26-020R22910Objective Develop a standardized cosmetic corrosion test for finished aluminum (Al) automotive body panels thatprovides a good correlation with in-service testing and field performance.Approach Conduct laboratory testing, outdoor exposures, test-track exposures and in-service testing. Evaluate test data to determine which accelerated tests correlate with in-service testing. Conduct iterative laboratory testing to improve correlation between lab tests and on-vehicle exposures.Accomplishments Initial laboratory tests, test-track exposures and outdoor exposures completed On-vehicle tests have been exposed for three years out of five planned. Corrosion product analyses conducted for some laboratory tests and for two-year exposures on-vehicles. Round-robin testing conducted for the three lab tests down-selected from initial lab tests. Conducted an initial evaluation of three existing ASTM tests with sulfur in the exposure.Future Direction Modifications of the more promising accelerated laboratory tests are now being considered in an effort to find alab test with improved correlation to on-vehicle exposure results in terms of the extent and morphology of thecorrosion as well as the composition of the corrosion products. On-vehicle exposures will continue until thepanels have been exposed on vehicles for five years.i-38
Automotive Lightweighting MaterialsFY 2006 Progress Reportlevel used for steel-only vehicles which results inlower phosphate coating weight). Also, sincequalification testing is often done on panels that areprocessed only through the electrophoretic primer(E-coat) step, another set of 6111 panels (PanelCode C) was processed only through the E-coat step(i.e., standard fluoride for Al but no basecoat orclear-coat applied). Panel code C was evaluated inaccelerated tests only (no on-vehicle or provingground exposures).IntroductionAlthough Al closure panels have been used onnumerous vehicles for several years, the degree ofconfidence in predicting service performance has notbeen high due to the lack of an accelerated corrosiontest that mimics field performance. Automotivemanufacturers and their suppliers often rely onaccelerated corrosion tests that were developed forevaluating steel, but these tests are not alwaysconsistent with in-service Al closure-panelperformance.Table 1. Materials.PanelCodeA or 1B or 2C or 3D or 4E or 5F or 6G or 7H or 8I or 9In order to address the need for an accelerated Alcorrosion test, a group comprised of representativesfrom the US automotive manufacturers, Alsuppliers, coating suppliers, and other associatedsuppliers was formed in 2000. The goal of this grouphas been to identify and implement a standardized,accelerated corrosion test for cosmetic corrosion ofAl that exhibits the same appearance, severity, andcorrosion products that are exhibited on in-serviceAl components.Alloy 4PDAA6016-T4AA6022-T43AA2036-T4EG 60 SteelCold Rolled SteelMetal t SystemStandardLow FEcoat rdPanels were prepared as-needed for testing with twoparallel scribes penetrating through the coatings tothe substrate. The panels were provided to thetesting laboratories as fully-prepared painted andscribed panels. Triplicate sets of the painted andscribed samples have been exposed in a variety ofenvironments, including laboratory, static outdoorexposure, proving-ground, and on-vehicle tests.ExperimentalMaterialsIn 2001, the first step in the development of a newcosmetic corrosion test occurred with theestablishment of a reservoir of painted panels. Thesepanels would then be used in the subsequentevaluation of all test methods. As listed in Table 1,the substrate materials, metal finish and paintprocessing variables were selected to give a range ofcosmetic corrosion performance. Several Al alloysused in the Unites States and in Europe, both currentand historical, were included. Electro-zinc-coatedsteel and uncoated cold-rolled steel were included asreference materials. Two Al alloys were processedto simulate metal finishing in an automotiveassembly plant body shop. Two sizes of panels,2” x 4” and 4” x 6”, of each of the materials werepainted with a typical automotive paint system. Thispaint system included zinc-phosphate pretreatment,medium-build cathodic electrophoretic priming(E-coat), and spray painting with a primer surfacerand white basecoat/clear topcoat system for a totalpaint film thickness of approximately 100 µm. Oneset of 6111 panels (Panel Code B) was processedthrough the phosphate pre-treatment with lowerfluoride concentration (comparable to the fluorideEvaluation MethodFor this study, an optical imaging system developedby Atlas Material Testing Technology LLC wasemployed to quantitatively interpret the degree ofcosmetic corrosion. The imaging system employscontrolled illumination conditions, high-resolutiondigital-image capture and advanced algorithm-basedimage- and data- analysis methodologies. [1].Four geometrical attributes of the cosmetic corrosionwere measured: area of corrosion, maximum length,minimum length and average length. The area ofcorrosion was found to be the most representativeand comprehensive measurement. Because the sizeof the panels and therefore the scribe lengths for thelab tests were different from the other tests, thecorrosion area was normalized to the length of thescribe (i.e., area per length). The normalizedi-39
FY 2006 Progress ReportAutomotive Lightweighting MaterialsTable 3. Laboratory Test Evaluated in Second Round ofTesting.corrosion areas for triplicate panels (2 scribes perpanel) were then averaged and the results arereported as “normalized average area”.Test ProcedureFord APGE (Manual &Automated Humidity Cycle)ASTM G85 Annex 2HCl DipASTM G87ASTM G85 Annex 4ASTM G85 Annex 5Laboratory TestsIn the initial round of testing, each of the tests listedin Table 2 was conducted at two laboratories as alimited check on the lab-to-lab reproducibility of theinitial results. After comparing the initial round oftest results to preliminary on-vehicle exposureresults, three of these tests (Ford Arizona ProvingGrounds Exposure (APGE) [2], ASTM G85 - Annex2 [3], and HCl Dip [4]) were selected for furtherevaluation.1 & 2 weeks3 & 6 weeks20 cycles500 hours500 hoursOn-Vehicle (In-Service) ExposuresIt is critical when developing a laboratory-based testthat test-to-field correlation be performed. In aneffort to capture real-world data in developing thistest, it is necessary to expose these panels toseverely corrosive environments that represent“worst case” real-world service environments.Suitable environments exist in the northeasternUnited States, southeastern coastal areas of theUnited States, and southeastern Canada. The fivesites selected for this study were: 1) Detroit,Michigan; 2) Florida; 3) St. Johns, Newfoundland;4) Montreal, Quebec; and 5) an Ohio-to-New Yorktruck route.Round-robin evaluations of these test methods havebeen conducted. The duration of the tests was variedin an attempt to further improve the correlation ofthese accelerated tests with the results from the on vehicle exposures. Each test was conducted at fourto five laboratories to more thoroughly evaluate therepeatability and reproducibility of the test methods.Three additional tests were added in the secondround of testing to include exposure to sulfur. Theywere ASTM G85 Annex 4 [5] ASTM G85 Annex 5[6] and ASTM G87 [7]. A listing of the acceleratedlaboratory tests that were run in the second round oftesting is given in Table 3.Two sets of 2” x 4” test panels are exposed on eachvehicle (two vehicles per site). Each set of 24 panels(three replicate samples of each of the eight materialvariations) are attached to a mounting panel (16” x12”) using double-backed tape prior to mounting onthe vehicle. At the Detroit, St. Johns, and Montrealsites, one set is mounted on the hood of each vehicle(horizontal orientation) and one set on the right frontdoor of each vehicle (vertical orientation). At theFlorida and Ohio-New York sites, the panels aremounted beneath the trailer frame behind the frontwheels (vertical orientation only). Each panelcontains 2 diagonal scribe lines which are 2” longand 1” apart. The panels will be exposed for a totalof five years of in-service exposure. Intermediateevaluations will be conducted when possible.Table 2. Laboratory Test Evaluated in Initial Roundof Testing.Test ProcedureSAE J2334GM 9540BFord APGEASTM D2803 (50,80 &100% RH)ASTM G85 Annex 2VDA 621-415ASTM B117CCT IVHCl DipKWTExposure (s)70 cyclesExposure (s)40, 60 & 80 cycles40, 80 cycles35 & 70 cycles6 weeks3 weeks10 cycles / 70 days500 & 1000 hours70 cycles8 weeks6 weeksOEM Test-Track ExposureCompleted OEM test-track results were publishedpreviously [8] and are not repeated in this report.i-40
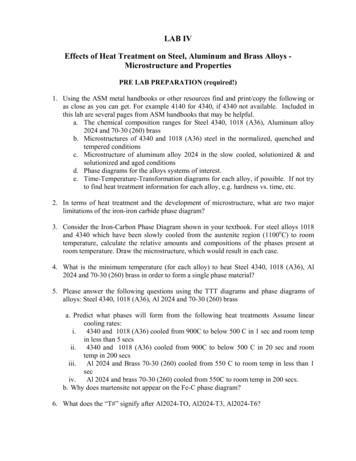
Automotive Lightweighting MaterialsFY 2006 Progress ReportOutdoor ExposureCompleted outdoor exposure test results werepublished previously [8] and are not repeated in thisreport.Corrosion-Product AnalysisThe corrosion products from selected on-vehicleexposure panels have been analyzed using a varietyof electron-optical techniques. Select panels wereremoved from the on-vehicle exposures at threelocations (St. Johns, Montreal, and Detroit) after twoyears of exposure for compositional analyses of thecorrosion products.Figure 1. Detroit On-Vehicle Test with1.5 Years Exposure.From the preliminary on-vehicle results it isapparent that the panels with metal finishing (D &G) generally have more corrosion than the other Alsubstrates and that the cold-rolled steel (I) has morecorrosion than the electro-galvanized steel (H). Thenormalized average area from on-vehicle servicerelevant exposures in Detroit and Montreal areplotted in Figure 2. Based on these preliminary on vehicle results, accelerated tests that also show asignificant difference between the substrates withmetal finishing (i.e., sanding) and those withoutmetal finishing would appear to correlate better withthe preliminary observations from on-vehicletesting. Many of the accelerated lab tests in theinitial round of tests did not show a significantdifference between the substrates with and withoutmetal finishing. Of the initial set of laboratory testmethods evaluated in the program, only the APGE(one lab only), ASTM G85-A2 test and HCl dip testsappeared to show a significant difference incorrosion performance between the substrates withmetal finishing (i.e., sanding) and those withoutmetal finishing.Top-down analysis of the corrosion products wascarried out after stripping the surrounding paintlayer in 1-methyl-2-pyrrolidone solvent. Water wasnot used during the stripping procedure so as topreserve any chloride/sodium species present withinthe corrosion product. The panels were examinedusing a Leo 440 scanning electron microscope(SEM) equipped with a Quartz XOne energydispersive X-ray (EDX) analysis system. SEM/EDXtechnique was chosen for this examination becausethe amount of corrosion product on Al closurepanels is very small, making more traditionalanalytical procedures impractical. In addition, theuse of SEM/EDX allows not only for a measurementof the chemical species present, but also for ananalysis of the distribution of these species in andaround the corroded area on the panel.Results and DiscussionLab-Test and On-Vehicle ResultsAt this point in the program a limited amount ofservice-relevant results from the on-vehicleexposures is available. Although there is significantvariability both from panel-to-replicate-panel andfrom vehicle-to-vehicle for a particular exposuresite, the most consistent result is that panels D, G,and I exhibited more corrosion than the othersubstrates as is illustrated by the images in Figure 1of a set of panels from the Detroit on-vehicleexposures after being exposed for approximatelyeighteen months.Because these three accelerated tests had shownsigns of possible correlation with on-vehicleexposures, they were selected for further evaluation.In an attempt to improve the correlation of the typeand extent of corrosion, reduced durations of theHCl Dip (three- and six-week) and ASTM G85-A2(one- and two-week) exposures were evaluated. Thetests were also conducted as round-robins with aminimum of four laboratories to further evaluate thereproducibility of the tests. Also, in order todetermine if the divergent results from the APGEi-41
FY 2006 Progress ReportAutomotive Lightweighting Materials2 wk G85-A2 - Lab 12wk G85-A2 - Lab 22 wk G85-A2 - Lab 32wk G85-A2 - Lab 4Avg. On-Vehicle - Detroit Montreal (H V)Montreal On-vehicle V-max1500SteelAluminum1000500Figure 2. Normalized average area: Detroitand Montreal with two years exposure.0tests were associated with means of cycling(i.e., automated vs. manual), the 70-cycle APGE testwas repeated at six laboratories, three with manualcycling and three with automated cycling.A 800600400 200 0DEFGHFGHIVertical G D I B restHorizontal D G I B restThe ASTM G85-A2 results for Lab #1 were similarto the previous results in the initial round of testingbut significantly different from other labs in theround-robin
ASTM G85 Annex 2 1 & 2 weeks HCl Dip 3 & 6 weeks ASTM G87 20 cycles ASTM G85 Annex 4 500 hours ASTM G85 Annex 5 500 hours On-Vehicle (In-Service) Exposures It is critical when developing a laboratory-based test that test-to-field correlation be performed. In an effort to capture real-world data in developing this test, it is necessary to expose these panels to severely corrosive environments .