Transcription
DEVICE TECHNOLOGY FORNANOSCALE III-V COMPOUND SEMICONDUCTORFIELD EFFECT TRANSISTORSA DISSERTATIONSUBMITTED TO THE DEPARTMENT OF ELECTRICAL ENGINEERINGAND THE COMMITTEE ON GRADUATE STUDIESOF STANFORD UNIVERSITYIN PARTIAL FULFILLMENT OF THE REQUIREMENTSFOR THE DEGREE OFDOCTOR OF PHILOSOPHYJenny Ruey-Chen HuDecember 2011iv
2011 by Jenny Ruey-Chen Hu. All Rights Reserved.Re-distributed by Stanford University under license with the author.This work is licensed under a Creative Commons AttributionNoncommercial 3.0 United States 3.0/us/This dissertation is online at: http://purl.stanford.edu/hh851xd2122ii
I certify that I have read this dissertation and that, in my opinion, it is fully adequatein scope and quality as a dissertation for the degree of Doctor of Philosophy.Philip Wong, Primary AdviserI certify that I have read this dissertation and that, in my opinion, it is fully adequatein scope and quality as a dissertation for the degree of Doctor of Philosophy.Krishna Saraswat, Co-AdviserI certify that I have read this dissertation and that, in my opinion, it is fully adequatein scope and quality as a dissertation for the degree of Doctor of Philosophy.Yoshio NishiApproved for the Stanford University Committee on Graduate Studies.Patricia J. Gumport, Vice Provost Graduate EducationThis signature page was generated electronically upon submission of this dissertation inelectronic format. An original signed hard copy of the signature page is on file inUniversity Archives.iii
AbstractAs silicon CMOS technology reaches its fundamental scaling limits, alternativematerials such as high mobility III-V compounds have proven to be strong contenders forextending high performance logic. However, most promising demonstrations of III-VFET/HEMTs have micron-scale source/drain spacing despite gate lengths on thenanometer scale. III-V semiconductor devices have historically relied on alloyed ohmiccontacts which require large spacings to prevent shorting between the source and drainafter alloying, where contacts can diffuse up to hundreds of nanometers. This severelylimits the scalability of III-V logic technology. Non-alloyed contacts offer a practicalroute to greatly reduce the III-V device footprint for application in future technologynodes.In this dissertation, I demonstrate a route to non-alloyed contacts by shifting thepinned III-V Fermi level to reduce the metal/n-GaAs and metal/n-InGaAs Schottkybarrier heights. The Fermi level is controlled by the insertion of thin dielectrics in ametal-insulator-semiconductor (MIS) contact structure.The MIS contact is studiedacross a wide range of metal and dielectric materials, and found to have great flexibilityin the material selection. I will also discuss the use of bi-layer high-κ dielectrics, andreport results which show that despite an overall thicker dielectric, there is an additionalreduction in the barrier height and contact resistance beyond that of a single dielectricMIS. This MIS contact is then integrated in an InGaAs MOSFET as a non-alloyedsource/drain contact, though it can also be applied to Schottky Barrier FETs. I willconclude by discussing possible physical mechanisms of the observed barrier heightreductions, by examining the effects of fixed charge and electronic dipoles.iv
AcknowledgementsFirst of all, I would like to thank my advisor, Professor H.-S. Philip Wong for all hissupport and guidance the last few years. I have learned a lot from him in not only inresearch, but also in my view on life and career. In particular, I really appreciate hispositive attitude and excitement towards research, which never fails to motivate me tolearn more. I would also like to thank my co-advisor Professor Krishna Saraswat whosedoors was always open to me, and eager to help me progress in my research.Next, I would like to thank several of the people who have helped me a lot in bothdiscussions and lab work : Aneesh Nainani, Ze Yuan, Saeroonter Oh, MasaharuKobayashi, Joseph Chen, Donghun Choi, Eunji Kim, and Byungha Shin.My work also relied heavily on the availability of the ALD tool, and I want to thankYoonyoung Chung, Yasuhiro Oshima, and J Provine for helping make this possible. Iwould also like to acknowledge Dr. Jim McVittie for all his expertise and ensuring thatthat my research would go smoothly.I also need to thank all my friends and colleagues who made my life at Stanford veryenjoyable. I feel blessed to have made so many good friends in CIS and in theNanoelectronics group.Finally, I would like to thank my parents and brother for their wholehearted love andsupport all these years. This dissertation is dedicated to them.iv
Table of ContentsAbstract . . ivAcknowledgements . vTable of Contents viList of Tables . ixList of Figures . xChapter 1. Introduction .11.1 Motivation . .11.2 Thesis Outline .5Chapter 2. Materials Characterization . . 62.1 III-V Compound Semiconductors 62.1.1 GaAs and InGaAs for III-V FETs .82.1.2 Surface Passivation .92.2 ALD Dielectrics . 112.2.1 Operation Principle . .112.2.2 Process Development .132.2.3 Temperature Dependence . 152.3 Atomic Stoichiometry by XPS 162.4 Density Measurements by XRR .192.5 Band Alignment by SRPES .212.6 Summary . 23iv
Chapter 3. MOS Gate Stack . . 243.1 Introduction . 243.2 III-V MOSCAP 263.2.1 Device Fabrication Process . 263.2.2 Electrical Characterization . . 273.3 III-V MOSFET . 403.3.1 Device Fabrication Process . 403.3.2 Electrical Characterization . . 413.4 Summary . 42Chapter 4. Single Dielectric MIS Contacts . 444.1 Introduction . 444.2 Background . 464.3 Device Fabrication . . 544.4 Electrical Characterization . 564.4.1 Contact Resistance Measurement . .564.4.2 Diode Current Measurement . .584.4.3 Effect of Semiconductor Doping . . .594.4.4 Effect of Metal Work Function . 604.4.5 Effect of Insulator Material . . 654.4.6 Summary . . 674.5 III-V MOSFET S/D Contacts . . 684.6 Summary .73Chapter 5. Physical Mechanism of Single Dielectric MIS Contact . .745.1 Introduction .745.2 Fermi-level Pinning Theories . 755.2.1 Metal Induced Gap States Theory . 765.2.2 Bond Polarization Theory . 785.3 Fermi-Level Depinning vs. Shifting . 79iv
5.4 Fixed Charge 845.5 Discussion 905.6 Summary .915.7 Future Work .91Chapter 6. Bilayer Dielectric MIS Contacts . .936.1 Introduction . .936.2 Background . .946.3 Device Fabricatrion Process 976.4 Electrical Characterization .986.4.1 Diode Current .986.4.2 Contact Resistance .1026.4.3 Effective Barrier Height .1056.4.4 Inverted Dielectric Layers .1066.4.5 TiO2 Degradation Over Time .1076.5 Discussion .1096.6 Summary 114Chapter 7. Conclusions . . .1167.1 Thesis Contributions .1167.2 Future Directions . .1177.3 Concluding Remarks .118Appendix A : Piece Processing .119Appendix B : Test Structures & Mask Design . .121Appendix C: MOSFET Fabrication . .126Publications . .132References . .134iv
List of TablesTable 2.1.Summary of electron mobility (μe) , hole mobility (μp), and band gap (Eg)of several III-V compound semiconductors. . 6Table 2.2.Growth rate in Å/cycle for several ALD films at different depositiontemperatures. . 16Table 2.3.Summary of measured atomic concentrations of ALD films. . 18Table 2.4.Summary of the fitted density (ρ), thickness (t), and roughness for theAl2O3 / SiO2 / Si structure . 20Table 2.5.Summary of ALD cycles, measured thicknesses, and density. 21Table 4.1.Summary of effective barrier heights for several metal work functions withand without an ultrathin 0.7nm Ge3N4 dielectric. . 51Table 4.2.Summary of effective barrier heights for Al and Au MIS contacts forvarying thicknesses of GeOx. “Ohmic” denotes cases where the on/offcurrent ratio at 1V is less than 10. . 51Table 4.3.Summary of Si and Ge MIS contact literature. . 53Table 4.4.Summary of the ALD precursors and deposition temperature. . 54Table 5.1.Summary of how Fermi level depinning and shifting differ in their effect onthe MIS contact behavior. . 81Table 6.1.Summary of the ALD precursors and deposition temperature. . 98Table 6.2.Electronegativity, work function, and dielectric constant of the elementscorresponding to the investigated dielectrics. . 110Table 6.3.Calculation of σ and the σ ratio taken relative to TiO2 for the investigateddielectrics. These values were calculated based on ideal stoichiometry anddensity values, so the actual value can differ. . 111iv
List of FiguresFigure 1.1.(a) Illustration of Moore’s Law . (b) The exponential increase in off-stateleakage or power is approaching the active power. . 2Figure 1.2.TEM images of MOSFET scaling over the years . 3Figure 1.3.III-V device with a 50nm gate length but μm device footprint. . 4Figure 1.4.(a) LSD and Lgap gate to S/D spacings in a HEMT (b) Decrease in delayas LSD and Lgap are scaled . 4Figure 2.1.Universal trend observed in semiconductors between (a) effective mass andbandgap, (b) dielectric constant and bandgap. . 7Figure 2.2.Schematic illustration of different III-V FETs device structures . 9Figure 2.3.SRPES Ga 3d and As 3d spectra of the GaAs surface after a surface cleanand passivation with HCl (NH4)2S. 10Figure 2.4.ALD Al2O3 reactions using TMA and H2O precursors. . 12Figure 2.5.ALD thickness measured across a 4” wafer . 13Figure 2.6.ALD Al2O3 thickness vs. number of cycles. . 14Figure 2.7.ALD growth rate varying deposition temperature and material. 15Figure 2.8.Surface scan of as-deposited HfO2 showing the presence of carbon. 17Figure 2.9.Detailed scans of the (a) Hf4f peak and (b) O1s peak in HfO2. . 18Figure 2.10. XRR measured and simulated intensity for ALD Al2O3 . 20Figure 2.11. (a) Aligned valence band spectra of Al2O3/GaAs illustrating a EV of3.2eV. (b) Al2p energy loss spectrum . 22Figure 2.12. Measured band gap and band offsets of (a) Al2O3, (b) TiO2, (c) HfO2, and(d) ZrO2 on GaAs. . 23Figure 3.1.(a) C-V for Pt/Al2O3/n-InGaAs with 50, 70, and 100 cycles of ALDshowing the presence of significant oxide charge. (b) After a FGA at400oC for 30 min there is VFB alignment across all thicknesses . 28Figure 3.2.MOSCAP C-V of Pt/Al2O3/n-InGaAs across many frequencies from 1kHziv
to 1MHz. (a) as deposited and (b) after FGA . 29Figure 3.3.As deposited MOSCAP C-Vs for different metal gates. . 30Figure 3.4.Pt/Al2O3/n-InGaAs MOSCAP 1MHz C-V measurements for 50, 75, 100,and 125 cycles of ALD Al2O3 before and after annealing for 30 min underiehter inert N2 or forming gas (FG) . 32Figure 3.5.Current-Voltage leakage measurements of Pt/Al2O3/n-InGaAs MOSCAPsfor all annealing conditions. . 33Figure 3.6.The midgap DIT and absolute value of the interface sheet charge (QIT) onn-InGaAs before and after various annealing. 35Figure 3.7.Pt/Al2O3/p-InGaAs MOSCAP 1MHz C-V measurements for 50, 75, 100,and 125 cycles of ALD Al2O3 before and after annealing for 30 min underiehter inert N2 or forming gas (FG) . 37Figure 3.8.Current-Voltage (I-V) measurements of Pt/Al2O3/p-InGaAs MOSCAPs forall annealing conditions. . 38Figure 3.9. The midgap DIT and absolute value of the interface sheet charge (QIT) on pInGaAs before and after various annealing . 39Figure 3.10. Schematic diagram of the fabricated InGaAs MOSFET. . 40Figure 3.11. Transfer and output characteristics of a surface channel enhancement modeInGaAs nMOSFET with L 10 μm. The FET is measured before and afterFGA annealing. . 41Figure 4.1.(a) Band diagram of an ideal unpinned Schottky barrier. (b) Band diagramof a pinned Schottky barrier where the effective metal work functionΦM,eff is modeled as differing from the work function in vacuum ΦM. . 47Figure 4.2.Band information (EC, EV, ECNL) and pinned Schottky barrier heights forhigh mobility semiconductor materials . 48Figure 4.3.(a) Schematic band diagram of a pinned Fermi level. (b) Metal/semiconductor Fermi level depinning, where with an insulator, the metalwavefunction is attenuated in the gap states. 49Figure 4.4.Current-voltage characteristics for Al/GeOx/Ge diodes illustrating Fermilevel depinning. . 51Figure 4.5.Contact resistance versus SiN thickness for the Al/SiN/Ge MIS . 52iv
Figure 4.6.(a) Schematic diagram of the contact structure. (b) Cross sectional TEMimage of the Al/SiN/n-GaAs contact . 55Figure 4.7.There exists an optimal insulator thickness for minimal contact resistance,which arises from the tradeoff between a reduced barrier and and anincreased tunneling resistance. . 56Figure 4.8.RC measurements of the Al/SiN/n-GaAs MIS shows the expected RCtradeoff with dielectric thickness. 57Figure 4.9.Back-to-back Al/SiN/n-GaAs diode measurement demonstrate the effectivemodulation of ΦB,eff by the SiN thickness. 58Figure 4.10.RC vs. tINS for different substrate dopings. . 59Figure 4.11. Simulation of the tunneling limited contact resistance of Al/SiN/n-GaAs bya fully self-consistent NEGF simulation . 60Figure 4.12. RC ratio of metal/SiN/GaAs MIS using different metals. . 61Figure 4.13. Equation and linear fitting used to calculate the ideality factor. . 62Figure 4.14. (a) Diode current measurement across temperature. (b) ΦB,eff extractionfrom the Arrhenius plot. (c) Equations. . 63Figure 4.15. (a) ΦB,eff is decreases with increasing SiN thickness. (b)The idealityfactors increases with SiN thickness . 64Figure 4.16. Effective barrier height vs. metal work function for Schottky diodes andMIS contacts. . 64Figure 4.17. Comparison of the RC vs. tINS tradeoff for SiN and Al2O3. . 66Figure 4.18. (a) RC vs. tINS tradeoff for different dielectrics (b) The tunneling barrierheight dependence on the conduction band offset. (c) Dielectric materialsaffect both the RSB and RT branches. 67Figure 4.19. The effect of different metals, dielectrics, and substrates on the tradeoffbetween RC and insulator thickness. . 68Figure 4.20. (a) MBE grown n-InGaAs substrate on InP. (b) RC tradeoff indicates thesuccessful reduction in the InGaAs barrier height. . 69Figure 4.21. Schematic view of the fabricated InGaAs MOSFET . 70Figure 4.22. (a) Circular TLM data. (b) TLM measurement results show similar RCtrends as from diodes. (c) RTOT vs. L plot from MOSFETs of differentiv
dimensions. (d) MOSCAP C-V from 2kHz to 1MHz . 71Figure 4.23. SiN MIS contact implemented on a surface channel enhancement modeInGaAs nMOSFET with L 10 μm. (a) ID-VG. (b) ID-VD . 72Figure 5.1.Experimentally measured Schottky barrier heights on n-GaAs for differentmetal work functions. . 75Figure 5.2.Distribution of the metal induced gap states. . 77Figure 5.3.(a) Illustration of the relation between S and ε . (b) The slopes show that asmaller S leads to a higher degree of pinning of EF to ECNL. . 78Figure 5.4.Illustration of the interface specific region. . 79Figure 5.5.Schematic band diagrams: (a) Schottky barrier with a pinned Fermi level,(b) Fermi level umpinning through MIGS reduction, (c) Fermi levelshifting through dipole formation at the interface . 80Figure 5.6.No reduction in p-InGaAs ΦB,eff, suggesting the Fermi level is shiftedtowards the conduction band, rather than depinned. . 82Figure 5.7.The roughly parallel shift in ΦB,eff independent of ΦM confirms thedielectric dipole induced shift of roughly 0.4 to 0.5eV. . 83Figure 5.8.The RC vs. TiO2 thickness tradeoff plot for Al/TiO2/n-GaAs MIS contactsappears to be independent of the surface passivations. . 84Figure 5.9.After removing the positive fixed charge in Al/Al2O3/n-GaAs MIS (a)there is no longer a reduced barrier height and (b) the current decreases. 86Figure 5.10. Al/Al2O3/n-GaAs RC vs. tINS comparing samples with ALD depositiontemperatures of 250 and 300oC. 87Figure 5.11. (a) As deposited Pt/HfO2/InGaAs MOSCAP C-Vs for different oxidethicknesses. (b) After annealing in FGA at 300oC for 15 min, the MIScontact resistance increased greatly. . 88Figure 5.12. Schematic band diagrams illustrating how the presence of electronicdipoles and fixed charge can affect ΦB,eff. . 89Figure 6.1.(a) Schematic of the investigated bilayer dielectrics. (b) Illustration of howthe high-κ/SiO2 dipoles affect the band alignments. (c) Extracted barrierheights for varying dielectric thicknesses show the Si Fermi level is tunedtowards the conduction and valence bands.iv(d) ID-VD of FinFETs
comparing the effect of MIS and the control contacts. . 94Figure 6.2.(a) C-V of MOSCAPs with and without high-κ GeO2. (b) Survey of high-κmaterials and their corresponding VFB shifts. (c) Illustration of theequalization of the oxygen areal density through oxygen transfer at theinterface and dipole formation. . 95Figure 6.3.(a) VFB shift of NiSi/A12O3/HfO2/SiO2/Si MOSCAPs. (b) VFB shift ofNiSi/HfO2/Y2O3/SiO2/Si MOSCAP. . 96Figure 6.4.MIS diode current of Al/TiO2/n-GaAs and bilyaer Al/Al2O3/TiO2/n-GaAswith a constant 13Å TiO2 thicknes . 99Figure 6.5.Al/Al2O3/TiO2/n-GaAs MIS diode current with a constant 7Å Al2O3thickness and varying TiO2 thickness. . 100Figure 6.6.Diode current of Al/HfO2/TiO2/n-GaAs with a constant 13Å TiO2 (30cy)thickness and varying HfO2 thickness. . 100Figure 6.7.Diode current of Al/ZrO2/TiO2/n-GaAs with a constant 13Å TiO2 (30cy)thickness and varying ZrO2 thickness. . 101Figure 6.8.Comparison of the maximum current in Al/Al2O3/TiO2/n-GaAs,Al/HfO2/TiO2/n-GaAs and Al/ZrO2/TiO2/n-GaAs bilayer MISt. . 101Figure 6.9.Schematic of RC vs. tINS illustrating the tradeoff. . 102Figure 6.10. Optimization of the TiO2 and Al2O3 thicknesses for minimum RC byholding on thickness constant and varying the other and vice versa. 102Figure 6.11. (a) RC vs. tINS for MIS contacts using TiO2, Al2O3, and TiO2 Al2O3.(b) MIS contacts with TiO2, HfO2, and TiO2 HfO2 dielectrics show thesame trends as TiO2 Al2O3. 103Figure 6.12. RC vs. tINS for MIS contacts using TiO2 HfO2, TiO2 ZrO2, and TiO2 Al2O3 bilayer dielectrics.These bilayer MIS contacts result in lower Rcthan their single dielectric MIS contact counterparts . 104Figure 6.13. Summary of minimum RC of single and bilayer MIS. . 105Figure 6.14. Summary of the effective barrier height of single and bilayer MIS. . 105Figure 6.15. Summary of minimum RC of single and bilayer MIS. . 106Figure 6.16. Comparison of gate leakage of Pt/TiO2/Ge MOSCAPs with and without anAl2O3 interlayer. . 107iv
Figure 6.17. Bilayer MIS diode current measured immediately, 3 days, 6 days, and 9days after fabrication, . 108Figure 6.18. (a) Current device structure. (b) Device structure needed to prevent TiO2degradation over time. . 109Figure 6.19. (a) Schematic of net dipole build up due to screening ability differences atthe interface. (b) Illustration of how the dipole magnitude changes with theelectronegativity of the dopant atom. . 110Figure 6.20. Effect of RTA annealing on the contact resistance of Al/dielectric/n-GaAssingle dielectric and bilayer MIS. 113Figure 6.21. Schematic of the transfer of oxygen from the higher σ to lower σ material,leaving behind a positively charged oxygen vacancy and adding anegatively charged ion on the other side to form the dipole. . 114Figure 6.22. Summary of the conduction band offsets and calculated σ ratios takenrelative to TiO2 for the investigated dielectrics. . 115iv
Chapter 1Introduction1.1 MotivationThe silicon Metal Oxide Semiconductor Field Effect Transistor (MOSFET) hasbeen the most important building block of Integrated Circuits (ICs) since its invention inthe 1960s. It is used as elemental units to build both switches for digital logic andamplifiers for analog applications. To continuously improve the performance andcomplexity of ICs, the semiconductor industry has been faithfully following Moore’sLaw [1], which states that the number of transistors doubles every two years (Figure1.1a). As a result, although the basic device structure and functionality has remained thesame, the physical dimensions have been continuously shrinking for the last 40 years.This MOSFET scaling has not only technological benefits, but also economical benefitsof reducing cost per transistor through increased device density. However, Dennard’sidea of “classical scaling” [2] through simple physical scaling of dimensions ended afterthe 130 nm technology node as increasing leakage currents were causing an unacceptableexponential increase in the off-state static power consumption (Figure 1.1b). With theon-current scaling linearly at a much slower rate than the off-state current, significantchanges were required to enhance the on-current and minimize off-current.As a result, tremendous research and developments efforts were put forth tomaintain the desired technological advancements. New materials and device structureswere introduced to boost the performance and to make up for the loss of classical and1
(a)(b)Micron10110010-110-2Figure 1.1. (a) Illustrration of Mooore’s Law whhere the nummber of transiistors doublessevery twoo years and thhe dimensionns scale to immprove performmance and reeduce the costtper transiistor. (Adapteed from Intel) (b) The off-state leakage or power is exponentiallyyincreasingg as we scale and is approaaching the acttive power. (AAdapted from Intel)gate oxide scaling (Figurre 1.2). Straiined silicon was introduuced in the 909 nm technoologynode to enhannce the carriier mobilitiees, high-k/mmetal gate in the 45 nm nodento miniimizethhe gate leakkage, and FinFETs in thhe 22 nm noode to reducce the shortt channel efffects.HHowever,as silicon begiins to reach its fundameental limits, even greaterr hurdles neeed tobe overcome where the useu of more novelnmateriials and device structurees may be neeededtoo continue CMOSCscaling. High mobility chhannel mateerials such asa Ge and III-Vcoompounds offeroa potenttial solution to meet the power and performancepe specificatioons offuuture CMOSS nodes [3]. In this theesis, we focuus on III-V semiconducctor FET deevicestaargeted for beyondb15 nmm digital loggic applicatioons.III-V semiconductors are commpounds commposed of grroup III elemments (In, Gaa, Al,ettc.) and grouup V elemennts (As, Sb, N, P, etc.) that in geneeral have siggnificantly higherhellectron and hole mobilities than silicon. Higgher mobilitties and injection velocitiesiddeally translate to betterr MOSFET performancee, where theese mobilitiees can be fuurtherennhanced thrrough physiccally straininng the mateerials. The excellentetrannsport propeertiescooupled with smaller bannd gaps givee III-V semiiconductors the advantaage of high speeds2
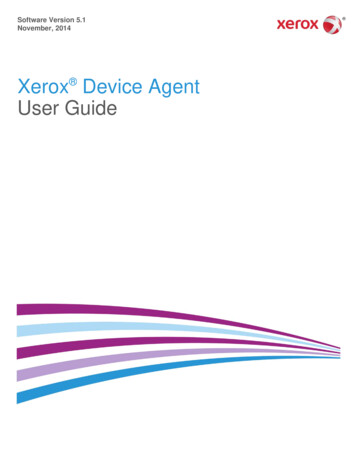
and low power operation. However, for III-V FETs to become a viable technology thereManufacturingLG 35 nmDevelopment30 nmResearch10 nm20 nm5 nmNanowireStrainedSiliconMetal GateCarbonNanotube FETHigh-kSi SubstrateFinFETHK/MGSource: IntelBeyond Si CMOSFigure 1.2. TEM images of MOSFET scaling over the years with technologicaladvances labeled. (Adapted from Intel)are several challenges that need to be overcome. These include (1) finding an optimal,reliable high-k gate dielectric, (2) a cost effective integration of III-V materials on Si, and(3) a scalable low resistance ohmic contact.Ohmic contact formation on III-V semiconductors is fairly difficult because thereis strong metal/III-V Fermi level pinning that results in high Schottky barrier heights. Inmaterials with large bandgaps such as GaAs (1.42eV), the pinned barrier can be fairlylarge, ranging from 0.7 to 1.0eV [4]. Without the silicidation technology available to Si,III-V materials traditionally rely on multi-layered alloyed structures to form ohmiccontacts, such as Au/Ge/Ni in the case of GaAs [5]. However, these source/drain (S/D)contact materials can then diffuse up to hundreds of nanometers during alloying whichseverely limits the scalability of III-V logic technology [6]. Recently there have beenmany demonstrations of III-V FET/HEMTs with excellent performance [7-13], but mostof these demonstrations are on devices with micron scale S/D spacings despite nanometerscale gate lengths (Figure 1.3). To reduce the device footprint in line with the expecteddevice density improvement, it becomes necessary to develop scalable non-alloyedcontacts.3
Figure 1.3. Illustration of a device with a 50nm gate length but a device pitch ofmore than 2μm. Figure from Ref#[14].Another issue with large gate to S/D spacing is the increase in the series resistanceand therefore the delay, which counteracts the benefit of the excellent III-V transportproperties. Figure 1.4 illustrat
nanoscale iii-v compound semiconductor field effect transistors a dissertation submitted to the department of electrical engineering and the committee on graduate studies of stanford university in partial fulfillment of the requirements for the degree of doctor of philosophy jenny ruey-chen hu december 2011