Transcription
White PaperNovember, 2018Fundamentals of Electrical Safety TestingKevin Clark, CEO, Vitrek Inc.Part 1 – Functions and Features of Advanced Hipot TestersIntroductionElectrical safety testers – often referred to as “hipot” testersthan a step-up transformer to adjust to applied voltage inmanufacturing. Hipot testers get their name from the high-for leakage or component breakdown. This method could– are an integral part of electrical and electronic equipmentstepped increases over prescribed time segments to testpotential (high voltage) they produce to perform dielectriceasily lead to incorrect results when leakage current causedwithstand and insulation resistance tests. In addition to thesethe voltage output from a high impedance transformertests, many hipot testers provide accurate low-resistancesource to droop. Modern hipot testers utilize electronicmeasurements and low-resistance/high-current outputs tosource technology to assure compliance with IEC-61010test ground resistance and ground bond integrity.that explicitly requires that “the voltage test equipment shallbe able to maintain the required voltage for the specifiedHipot testing has long been a standard procedure forperiod of time.”assuring the electrical safety of electronic equipment. Earlycommercial hipot testers were actually not much moreProduct Safety CertificationElectrical safety testing and certification is a requirement forWork is being done to harmonize standards from globalThe details of what constitutes a certified product isuvirtually every electronic device and electrical apparatus.agencies. For example:dependent upon a daunting number (hundreds) of safetystandards and the region of the world where the device willspeed electrical power drive systems. It covers the safetybe sold and used. Standards setting organizations include:uuuEN / IEC (European)UL (US)JEIDA / MITI (Japan)uuThe IEC 61800-5-1 is a safety standard specified by theInternational Electrotechnical Commission for adjustableaspects related to electrical, thermal and energy. The formerCCC (China)UL standard (UL508C) has now been supplanted by newCSA (Canada)standard, harmonized with the IEC requirements.uManufacturers must submit samples of their products toThe UL document announcing this change put it this way:recognized certification agencies. Nationally Recognized“This harmonization work was undertaken with theand others. The agency certification process is conductedupon and adopting IEC requirements, would incorporatecompliance evaluation investigates two key areas:requirements (NFPA 70, US National Electrical Code). ThisCertification Laboratories (NRTLs) include UL, VDE, FM, ETLintent of creating a standard that, while being basedto confirm compliance with the relevant standard(s). Thisnational differences that would address U.S. installationgoal has largely been accomplished in all cases.”1. Construction - Mechanical construction, spacing,clearances, etc.To further help manufactures address this often-bewilderingarray of international (and sometimes conflicting) standards,2. Safety – To assure safe operation (even underhigh-stress conditions)the Power Sources Manufacturers Association (PSMA) hasestablished a standing committee and forum on its website.1www.Vitrek.com858.689.2755info@vitrek.com
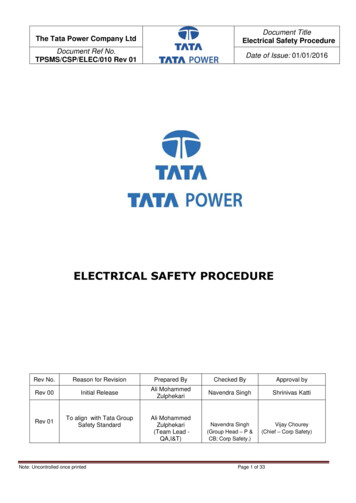
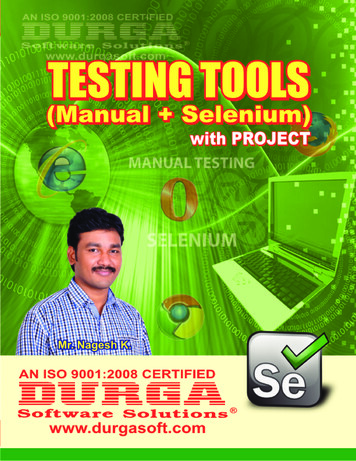
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGProduction Electric Safety TestingElectrical safety testing is an important final step in thedevices will also be subjected to ground resistance and (ifequipment to:transformers and other such devices will likely includeproduction process for most electrical and electronicuuuthe standard requires) ground bond tests. Electrical motors,insulation resistance tests.Assure compliance safety agency labeling requirementsDetect defective components or assembly flawsPeriodic inspection and calibration of test equipment isReduce incidence of latent field failures and theattendant warranty costsa standard requirement to maintain NRTL certification.Agency inspection will include check of hipot instrumentcalibration certification. This “cal cert” is typically required onOnce in production, products must be 100% tested toan annual basis. (UL and other NRTLs require complianceconfirm compliance with the related agency certificationscertification with ISO17025.) Another common requirementand safety standards. Production tests are less stringent thanprescribed by most NRTLs is a daily functional test of theinitial certification but will generally include basic dielectrichipot equipment.withstand and shock hazard (leakage) tests. Plug-connectedDielectric Withstand - HipotThe basic hipot test applies a high voltage from thetypically requires special fixturing to connect the non-This test is often referred to as “dielectric” or “voltage”Defects that are often detected with the hipot test includeconductors to the chassis of the device-under-test (DUT).conductive outer shell to a conductive element.withstand. Its purpose is to confirm that the insulation andcontamination (dirt, debris) and lack of proper spacingisolation of the non-conducting surfaces from the operating(creepage and clearance) of components. Creepage isvoltage is sufficient to avoid a shock hazard. The typicalmeasured across surfaces, clearance is the air gap betweenspecification for this test is: 1000V 2 x normal operatingcomponents. Contamination would likely cause anvoltage.unacceptable level of leakage current. Clearance problemscould result in breakdown.Both AC and DC hipot tests are possible and, in general,the test should use the same type of voltage as it would beduring normal operation. However, if a DC hipot test is usedon an AC circuit, the hipot voltage should be two times thepeak (2 x 1.4 x RMS) 1000V.Depending on the applicable standard, units pass this testif either:uuthe leakage current measured is less than themaximum allowable currentno breakdown occurs, i.e., no sudden anduncontrolled flow of currentFigure 1. Hipot is applied to both conductors and leakage ismeasured in return circuit through the ground connectionFor double-insulated products, higher voltages will often bespecified in the test standard. In addition, this class of device2www.Vitrek.com858.689.2755info@vitrek.com
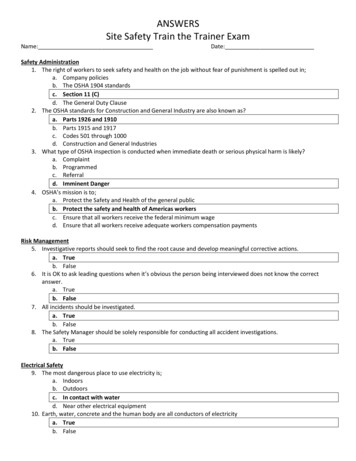
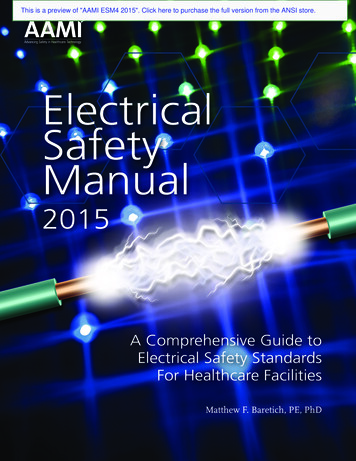
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGDesirable Dielectric Withstand Test FeaturesuAdjustable maximum output voltage:u¾5KV is adequate for many applications¾Higher voltages (up to 30KV) may be required¾AC and DC outputs¾Excellent regulation – both line and loadMin/max pass / fail current limits:¾uSeparate limits during rampProgrammable multichannel testing¾ Controllable ramp rates, dwell times anddischarge features¾ Phase angle measurement of leakagecurrent – capacitive coupling detection¾ Some standards allow for in-phase and quadraturecurrent to be measured separately. Leakage currentdue to capacitive coupling may not be a safetyconcernFigure 2. Vitrek’s V7X Hipot Tester is well-suitedto the requirements of electrical safety productiontesting.Insulation ResistanceInsulation resistance testing is likely to be required inmotor winding, transformer winding and other applicationsinvolving cabling or insulated wire. Insulation resistancetesting typically involves confirming that the resistanceexceeds a defined high resistance value.In many instances, insulation resistance needs to bemeasured between several conductors. Examples includecable/connector assemblies, multiconductor cables andrelays. To make this measurement, all the conductors exceptone are shorted together and the test voltage is appliedFigure 3. Voltage is applied to one conductor at a timewhile adjacent conductors are bundled. Resistance iscalculated based on leakage current.from the remaining conductor across the bundled ones.Each wire is then, in turn, tested in this fashion (Figure 3).Desirable Insulation Resistance Test FeaturesuWide range of selectable test voltagesuuAccurate/repeatable high-resistance measurementuuProgrammable high-voltage switching accessoryMultichannel programmable testingPass on steady and Increasing voltageFigure 4. Vitrek’s 964i offers automatedmulti-conductor, multi-point k.com
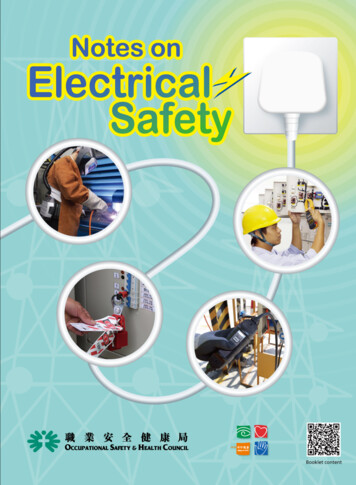
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGGround ContinuityGround continuity testing is performed to confirm that theVitrek’s TL-UP1 accessory (Figure 5) is an example of anearth ground pin on the power plug. This assures protectionWith its 4-foot leads, the accessory offers easy hipot andconductive chassis of a device is safely connected to theaccessory device the simplifies ground continuity test setup.against shock hazards even if the equipment suffers ancontinuity test connection of corded products.internal short to the chassis. The current would be shuntedvia the ground wire and would likely trip the breaker or blowthe fuse.Ground continuity is performed by applying a low current(e.g., 50 mA) and calculating the resistance from the groundpin on the power plug to selected locations on the exposedsurfaces of the DUT. Desirable ground continuity featuresinclude:uuFigure 5. The Vitrek TL-UP1 Test Adaptor acceptspopular North American, European & Asian stylepower cords.Accurate, repeatable low resistance meterPlug adaptor accessory to speed testingGround BondWhere ground continuity measures the resistance of thebond is solid, the current passes without a change inthe integrity of the connection. Using the same test setup,induce a failure of the bond.safety ground connection, the ground bond test assuresresistance. If weak, the resistive heating of the current woulda high current is passed through the circuit. If the groundDesirable Ground Bond Test FeaturesuAccurate high current sourceuProgrammable test currents and test timesuPlug adaptor accessory to speed testingu4-wire milliohm meter - providing a Kelvin connectionfor highly accurate low resistance measurementsFigure 6. The Vitrek 952i is representative of the highest performance hipottesters featuring up to 40A ground bond capability and 4-wire tera-ohminsulation resistance measurement com
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGPart 2 – Hipot Testing Safety Guidelines and Setting Up a Safe Testing AreaIntroductionPart 1 of this white paper discussed the functions andthrough the steps needed to make sure testing is donepurpose of this section is to guide the hipot tester userinvolved in the testing process.features of these high-performance instruments. Thesafely since potentially lethal voltages and currents areHipot Test Station Set UpBecause there is no substitute for operator competence, thenecessary tests and storing them in memory. There shouldsafe testing environment can’t be overstated. The operatorshould be used for each individual device being tested. Theimportance of having trained personnel as the first step to abe a procedure available showing which memory locationshould be in good health; operators with special medicalprocedure should also outline the test being performedconditions should not work with high voltage. All operators(AC or DC, voltage, test time and limits). The operatorshould understand that high voltage is dangerous, and careshould use the key lock feature on the tester. This will avoidmust to taken to avoid contact with energized circuits. Theyprograms being changed to unknown values.should have knowledge of the effects of electrical currentsThose who train the operators should explain the objecton the human body and how best to avoid shock hazards.Operators should also be taught compression-only CPR.of each test, show how it should be executed, and showOperators must understand the workings and importancemay occur. Make sure each operator understands howhow to handle every normal and abnormal situation thatof safety interlocks and why the interlocks should never bemuch he or she can handle alone and when supervisorydisabled. They must also understand the hazards of wearingpersonnel should be called in for help. They should holdmetallic jewelry around electrical equipment and show howregular meetings to review and update safety proceduresto interrupt power quickly in emergency situations.and regulations.Other operator requirements include programing theLocation of the Hipot Test StationThe next step is determining where the test station will beground and make sure this ground has been tested toassembly area. It should be located away from foot traffic tobonded ground. Operator injury may result if the hipotlocated. The test area should be isolated from the factoryinsure a low impedance path to the panel ground and earthassure the safety of passersby and, of course, the safety oftester is not connected to earth ground properly.the station operator. Operator distractions should be kept toThe work area and bench surface should consist of non-a minimum and the area should be conspicuously markedwith internationally approved signage, such as “DANGER -metallic materials; which means that metal work surfaceshave indicator lights to denote when high voltage is present.between operator and DUT. All other metal objects shouldThere should be ample and reliable power supplied to theESD mat is not a recommended platform for your testshould be avoided, and metal objects should not be placedHIGH VOLTAGE.” During testing, the hipot tester itself shouldbe grounded or be out of the test area all together. Antest station. Verify that the power wiring meets electricalstation, as it may cause erroneous readings for leakagecode requirements for polarization and grounding. Alwaysand is unnecessary in this application. In addition, the testuse an outlet that has a properly connected protectionequipment should provide for immediate and safe removal5www.Vitrek.com858.689.2755info@vitrek.com
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGof the output voltage using internal discharge circuity atThe safest approach is to leave the DUT connected toremove power for the hipot tester. If there is a powerconduct its discharge function.the conclusion of the test or if the test is interrupted. Neverthe hipot tester until power is restored and the tester caninterruption, use extreme care in any contact with the DUT.Operator Safety ConsiderationsThe test station should have sufficient space for the testerIn addition, it is easy to implement circuit palm switchesDUT to access the tester. The tester should be at least threeduring testing. The basic operation of a palm switch requiresand the DUT without the operator having to reach over thethat prevent the operator from encountering high voltageinches away from the wall to provide proper airflow for thethe operator to use both hands to initiate a test with,unit. Ideally the DUT should be isolated from the operatorpotentially, a foot switch to activate the test. If one or bothand tester. For larger DUTs, which are wheeled to the testhands are removed from the switches while testing, the teststation, the cart should be non-conductive and have lockingis immediately stopped. The switches are placed directly inwheels. (This also applies if the tester needs to be wheeledfront of the operator and spaced shoulders-width apart.to the DUT.) Keep the area clean and neat and arrange theSpacing the switches prevents an operator from trying toequipment so that it is easy and safe for the operator to use.press both buttons down with one hand or object. No highvoltage can be applied to the output terminals and DUTThere are many safety features that can be added to theuntil both switches are pressed simultaneously. The operatortest station to prevent the operator from encountering highcannot touch the DUT or test leads if both hands are onvoltage, such as guards or enclosures. When placed aroundthe palm switches. The palm switches are connected to thea DUT they should be non-conducting and be equippeddigital I/O on the hipot tester. When the switches are in thewith safety interlocks that interrupt all high voltages whendown position the start is enabled. Once one switch goesopen. Interlocks should be arranged so that operators areup the safety interlock is enabled, terminating the outputnever exposed to high voltages under any conditions.voltage of the hipot test. This method is safe, quick andeffective.Figure 7a & b. Alternative setups for bench-top hipot test6www.Vitrek.com858.689.2755info@vitrek.com
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGFigure 7 illustrates two alternative approaches to setup of aMore elaborate test stations can include a hipot testerstest bench and a combination of palm switches and a footlight curtain, which is an infrared light beam that will openbenchtop hipot test. In Figure 7a, the DUT is placed on theinterlock. One safety method that utilizes the interlock is aswitch ensure that the operator cannot make contact withthe interlock if anyone interrupts any part of the beam. Thethe DUT while the test is underway. The operator is wearingoutput of the light curtain is connected to the interlocksafety glasses. As a practical matter, the use of palmterminal on the hipot tester. If the interlock is open, highswitches is typically restricted to short-duration tests donevoltage is immediately terminated. The light curtain ison a repetitive basis with a series of DUTs. If this test set upplaced in between the hipot tester or the DUT and theis used for longer tests, operators will find a way to defeatoperator. For the operator to touch the high voltage theythe palm switches.would have to pass through the light curtain, hence openingthe interlock, which will terminate the high voltage.In figure 7(b), the DUT is placed under a protective coverwith interlock to isolate the operator during the test. TheIf the hipot is placed behind the light curtain there mustoperator safety, particularly when testing requires longerKeep in mind you must ensure that nobody can reach theuse of an enclosure is a more reliable means to assuringbe a way to start the test. A foot switch is an easy solution.time periods.high voltage by going around the light curtain.Test SetupOn a regular basis, typically at the start of every shift, theall test parameters, according to the test documentation,to both PASS and FAIL samples. These samples should betest can then be conducted, keeping in mind the safetytester itself should be checked by connecting the testerare displayed on the tester screen. Operation of thedesigned to confirm the proper operation of the testerconsdierations described in this article.based on the type(s) of tests to be conducted (hipot,insulation resistance, ground resistance and ground bond).An appendix to this article provides a useful operatorOnce all of the connections are made and the prescribedstation.checklist for the setup and safe operation of a hipot testtest procedure is selected, the operator should confirm thatConclusionElectrical safety testing is a universal requirement forThe capabilities of Vitrek’s advanced electrical safety testingregional requirements can be a daunting task that isaccurate testing to the specific requirements of the deviceselectrical and electronic equipment. Testing to the specificequipment have been proven to be essential to efficient andsimplified by the programmable features and functionality ofunder test.advanced hipot testers.Electrical safety testing, by its very nature, requires strictNRTLs in every region of the world provide services toadherence to procedures to assure operator safety.certify compliance with the specific standards and thenregularly inspect the equipment and testing facilities used toperform production testing.7www.Vitrek.com858.689.2755info@vitrek.com
FUNDAMENTALS OF ELECTRICAL SAFET Y TESTINGAppendixOperator Checklist for HiPot Testing: Basic Safety Guidelines and Procedures1. Only properly trained operators should be allowed use the equipment and access the test area.2. Do not make any connections to a DUT unless you have verified that the high voltage warning light is OFF.3. Never touch a DUT, the tester or the test leads.4. When connecting leads to the DUT, always connect the ground clip first.5. Never touch the metal of a high voltage probe or HV test lead directly. Only touch the insulated parts and onlywhen no high voltage is present.6. When possible, use interlocked test fixtures only.7. Verify all DUT connections before starting a test. Make sure that no other objects are near the DUT or the tester.8. Keep the area neat and uncluttered and avoid crossing test leads.9. Suspend the test leads to minimize capacitive coupling.10. Follow the prescribed procedure for each test exactly as written.11. Verify all setup conditions before starting a test and examine all leads for signs of wear.12. Verify the tester is functioning properly by use of a performance verification device. This will also confirm thecondition of the test leads. Keep the equipment on a regular calibration cycle.13. Have a “hot stick” handy when performing a DC test and use it to discharge any connection or device thatmay become disconnected during a test. This is necessary because unexpected, dangerous charges can buildup during a test if a connection comes loose.14. At completion of a test, observe that the HV light is out. If the test was DC, the discharge may take some time.15. Ensure the tester and test station uses all the built-in safety features and functions of the hipot tester.16. Periodically test the memory to insure consistent testing and that the parameters are not altered.17. Make sure the AC mains to the tester is properly installed with low impedance ground connections. Also makesure that the emergency switch disconnects all power from the tester and the DUT and all electrical equipmentand feeds in the testing area.18. Operator and nearby co-workers should be trained in compression-only CPR in the event of a heart attackevent or contact with high voltage.8www.Vitrek.com858.689.2755info@vitrek.com
Electrical safety testing and certification is a requirement for virtually every electronic device and electrical apparatus. The details of what constitutes a certified product is dependent upon a daunting number (hundreds) of safety st