Transcription
MANUFACTURINGPROCESSES- AMEM 201 –Lecture 5:5: Sheet Metal Cutting & Forming ProcessesDR. SOTIRIS L. OMIROUSheet Metal Cutting & Forming Processes- General -The raw material for sheet metal manufacturingprocesses is the output of the rolling process.Typically, sheets of metal are sold as flat,rectangular sheets of standard size. Therefore thefirst step in any sheet metal process is to cut thecorrect shape and sized ‘blank’ from larger sheet.21
Sheet Metal Cutting & Forming Processes- General -Sheet metal processing is an important process formany industries, producing home appliances(fridge, washer, dryer, vacuum cleaners etc.),electronics (DVD- and CD-players, stereos, radios,amplifiers etc.), toys and PC’s. Most of theseproducts have metal casings that are made bycutting and bending sheet metal. We look at someof the basic sheet metal cutting and formingprocesses.3Sheet Metal Cutting & Forming ProcessesDefinitionThe operations are performed on relativelythin sheets of metal: Thickness of sheet metal 0.4 mm to 6 mm Thickness of plate stock 6 mm Operations usually performed as coldworking42
Advantages of Sheet Metal Parts High strengthGood dimensional accuracyGood surface finishRelatively low costEconomical mass production for largequantities5Sheet Metal Cutting & Forming ProcessesClassification1. Cutting Operations2. Bending Operations3. Drawing63
Basic Types of Sheet Metal Processes1. Cutting– Shearing to separate large sheets– Blanking to cut part perimeters out of sheet metal– Punching to make holes in sheet metal2. Bending– Straining sheet around a straight axis3. Drawing– Forming of sheet into convex or concave shapes71. Cutting OperationsThree principal operations in pressworkingthat cut sheet metal: Shearing Blanking Punching84
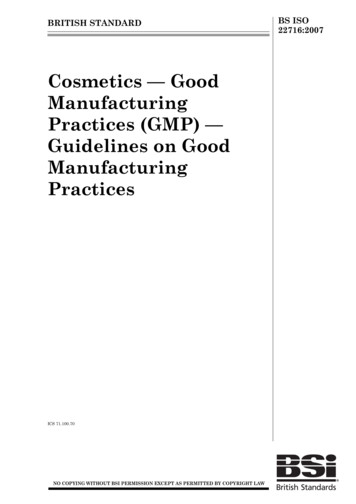
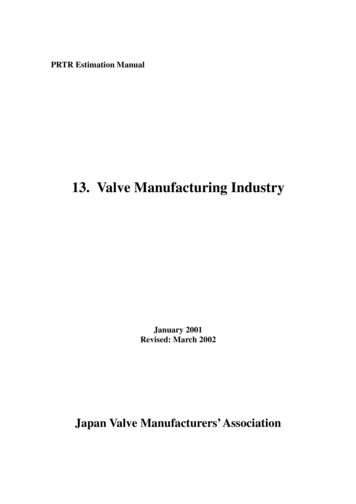
1.1 ShearingSheet metal cutting operation along a straightline between two cutting edges. Typicallyused to cut large sheets9Sheet Metal CuttingShearing of sheet metal between two cutting edges:(1) just before the punch contacts work;(2) punch begins to push into work, causing plasticdeformation;105
Sheet Metal CuttingShearing of sheet metal between two cutting edges:(3) punch compresses and penetrates into workcausing a smooth cut surface;(4) fracture is initiated at the opposing cutting edges11which separates the sheet.1.2 Punching – 1.3 BlankingPunching - sheet metal cutting operation where thecut piece is scrap.Blanking - sheet metal cutting to separate piece(called a blank) from surrounding stock126
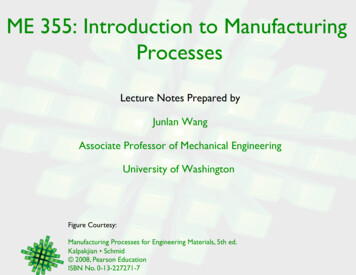
Punch and Die SizesDie size determines blank size DbPunch size determines hole size Dhc clearance13Clearance in Sheet Metal CuttingDistance between punch cutting edge and diecutting edgeTypical values range between 4% and 8% of stockthickness147
Clearance in Sheet Metal Cutting Recommended clearance is calculated by:c atwhere,c clearancea allowancet stock thickness Allowance a is determined according to type of metal15Punch and Die Sizes For a round blank of diameter Db:– Blanking punch diameter Db - 2c– Blanking die diameter Dbwhere c clearance For a round hole of diameter Dh:– Hole punch diameter Dh– Hole die diameter Dh 2c2cwhere c clearance168
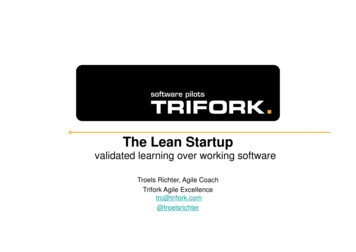
Cutting ForcesImportant for determining press size (tonnage)F StLwhere,S shear strength of metalt stock thicknessL length of cut edge172. Sheet Metal BendingStraining sheetmetal around a straight axis to take apermanent bend(a) Bending of sheet metal189
2. Sheet Metal BendingMetal on inside of neutral plane is compressed, whilemetal on outside of neutral plane is stretched(b) both compression and tensile elongation of the metal occurin bending.19Types of Sheet Metal Bending V-bending - performed with a V-shaped die Edge bending - performed with a wiping die2010
V-Bending For low production Performed on a press brake V-dies are simple and inexpensive(a) V-bending;21V-Bending (animation)2211
Edge Bending For high productionPressure pad requiredDies are more complicated and costly(b) edge bending.23CD: Shearing / Bending2412
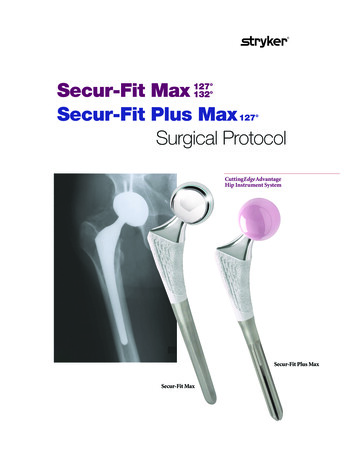
3. DrawingSheet metal forming to make cupcup-shaped, boxbox-shaped,or other complexcomplex-curved, hollowhollow-shaped parts Sheet metal blank is positioned over die cavity andthen punch pushes metal into opening. Products: beverage cans, ammunition shells,automobile body panels. Also known as deep drawing (to distinguish it from wireand bar drawing)253. Drawing(a) Drawing ofcupcup-shaped part:part:(1) before punchcontacts work(2) near end ofstroke.(b) workpart:workpart:(1) starting blank(2) drawn part.2613
Clearance in Drawing Sides of punch and die separated by a clearance cgiven by:c 1.1 twhere t stock thickness In other words, clearance is about 10% greater thanstock thickness27Tests of Drawing Feasibility Drawing ratio Reduction Thickness-to-diameter ratio2814
Drawing Ratio DRMost easily defined for cylindrical shape:DR DbDpwhere Db blank diameterDp punch diameter– Upper limit: DR 2.029Reduction r Defined for cylindrical shape:r Db DpDbValue of r should be less than 0.503015
Thickness-to-Diameter Ratio t/DbThickness of starting blank divided by blankdiameter:t / Db Desirable for t/Db ratio to be greater than 1% As t/Db decreases, tendency for wrinklingincreases31CD: Drawing3216
Dies and Pressesfor Sheet Metal Processes33Gap frame press forsheet metalworkingcapacity 1350 kN(150 tons)3417
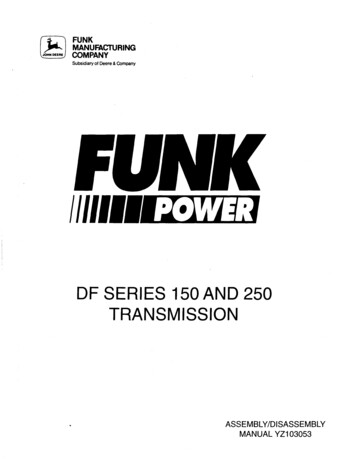
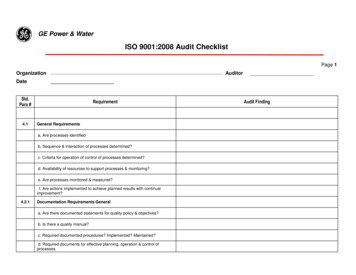
Press brakebed width 9.15 mand capacity 11,200kN (1250 tons).35Sheet metal parts produced on a turret press,showing variety of hole shapes possible3618
Computer numerical control turret press3719
Lecture 5 :Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU 2 Sheet Metal Cutting & Forming Processes-General-The raw material for sheet metal manufacturing processes is the output of the rolling process. Typically, sheets of metal are sold as