Transcription
A STUDY ON THE EFFECT OF INJECTION MOULDING PROCESSPARAMETERS TO THE PROPERTIES OF INJECTED PARTS.SHARIFAH RAFIDAH BINTI SYED HAMIDA report submitted in fulfillment of the requirement for the award of theDegree of Bachelor of Mechanical Engineering with ManufacturingEngineeringFaculty of Mechanical EngineeringUNIVERSITI MALAYSIA PAHANGDECEMBER 2010
iiSUPERVISOR DECLARATIONI hereby declare that I have checked this project and in my opinion this project isadequate in terms of scope and quality for the award of the Degree of Bachelor ofMechanical Engineering with Manufacturing Engineering.Signature:Name of Supervisor : ENCIK RAMLI BIN JUNIDPosition: LECTURERDate: 6 DECEMBER 2010
iiiSTUDENT DECLARATIONI hereby declare that the work in this report entitled “A study on the effect ofinjection moulding process parameters to the properties of the injected parts” is my ownexcept for the quotations and summaries which have been duly acknowledged. The r e p o r thas not been accepted for any degree and is not concurrently submitted for award of anyother degree.Signature:Name: SHARIFAH RAFIDAH BINTI SYED HAMIDID Number : ME07038Date: 6 DECEMBER 2010
vACKNOWLEDGEMENTI would like to express my gratitude and appreciation to all those who gave methe possibility to complete this report. Special thanks is due to my supervisor Mr. Ramlibin Junid whose help, stimulating suggestions and encouragement helped me in all timeof fabrication process and in writing this report.Besides that, I would like to thank and indebted at the side of assistant instructorengineer (PJP), Mr. Khairul Aziha Bin A Jalal for the valuable help, guidance andmotivation on this final year project during the fabrication for the project. My otherlecture also deserves big thanks for their assistance to accomplish my thesis and theproject.I also gratefully acknowledge the assistance of everybody who helped in theexecution of this project in the University Malaysia Pahang, especially to theMechanical staff and student. Not forgotten to Rector, Dean of Mechanical faculty forgeneral help with the facilities.Many thanks go to the all lecturer and supervisors who have given their fulleffort in guiding the team in achieving the goal as well as their encouragement tomaintain our progress in track. My profound thanks go to my BMF students and myfamily for their continuous support and confidence in my effort.
viABSTRACTPlastic has, quite literally, become the cornerstone of our society. We make so manythings from plastic that it is hard to imagine what our lives would be like if it was neverinvented. The value of parameters should be correct and exact so that the good andquality of product can be produced. The objective for this project is to study the effectsof injection parameters which are temperature, pressure and volume to the mechanicalproperties of the injected parts. Besides that, it also to determine the optimum amount ofpressure, temperature and volume at the injection machine in producing document tray.In order to achieve the objectives, the scopes of studies are performed which is thestudy will be using a polymer material which is Samsung Starex SD-0150GP HighImpact Grade ABS. Besides that, only pressure, temperature and volume will be variedin this study while other parameter for instant clamping unit is fixed constant. Theproject can be divided into 4 stages. Firstly, is the preparation of the material. Then,injection moulding machine is used to produce document tray with the parameter thatcontrol the process which is temperature (220 oC, 230 oC, 240 oC), pressure (1675 bar,1700 bar, 1725 bar) and volume (340 cm3, 350 cm3, 360 cm3). There are 27 samplesproduced by using full factorial method. After the samples are produced, there will besome testing for the samples such as mechanical testing such as tensile test and hardnesstest and physical testing such as density test. Lastly, analysis to determine the best andhigh quality of the samples was done. All the data obtained can be analyze and evaluateto produce the best optimum parameter for the injected part produce. As a result, thebest injected part produced is sample number 10 which has good properties andoptimum parameter is temperature at 230 oC, pressure at 1675 bar and volume at 340cm3. It gives the low value of mass, low value of density, high of strength-to-weightratio, high value of maximum strength and high value of hardness.
viiABSTRAKPlastik secara amnya telah menjadi landasan dalam masyarakat hari ini. Pelbagai jenisbarangan yang dihasilkan daripada plastik hari ini sehingga tidak dapat digambarkankehidupan seharian tanpa barangan daripada plastik jika plastik tidak diciptakan. Nilainilai parameter perlulah betul dan tepat supaya produk yang akan dihasilkan akanmempunyai kualiti yang tinggi dan bagus. Tujuan projek ini adalah untuk mempelajaripengaruh parameter injeksi terhadap suhu, tekanan dan isipadu terhadap sifat mekanikaldari produk yang disuntik. Selain itu, ia juga untuk menentukan jumlah optimum suhu,tekanan dan isipadu pada mesin injeksi dalam menghasilkan bekas simpanan dokumen.Dalam rangka mencapai tujuan, ruang lingkup kajian yang dilakukan dalam kajian iniakan menggunakan bahan polimer yang sama iaitu Samsung starex SD-0150GPGrade High Impact ABS. Selain itu hanya nilai suhu, tekanan dan isipadu akandivariasikan dalam kajian ini sedangkan parameter lain seperti unit klem adalah padanilai yang tetap. Penghasilan projek ini dapat dibagi kepada 4 tahap. Pertama, adalahpersiapan bahan mentah untuk produk suntikan. Kemudian, mesin suntikan acuanplastik digunakan untuk menghasilkan bekas simpanan dokumen dengan parameteryang diuji iaitu suhu (220 oC, 230 oC, 240 oC), tekanan (1675 bar, 1700 bar, 1725 bar)dan isipadu (340 cm3, 350 cm3, 360 cm3). Sebanyak 27 sampel dihasilkan denganmenggunakan kaedah pengfaktoran lengkap. Setelah sampel dapat dihasilkan, akan adabeberapa ujian untuk sampel seperti ujian mekanikal seperti ujian tarik dan ujiankekerasan dan ujian fizikal seperti ujian kepadatan. Selepas itu, analisis untukmenentukan kualiti terbaik dan bagus dari sampel dilakukan. Semua data yangdiperolehi boleh dianalisi dan dinilai untuk menghasilkan parameter optimum yangterbaik untuk produk suntikan yang dihasilkan. Sebagai keputusannya, bahagiandisuntik terbaik yang dihasilkan adalah sampel nombor 10 yang memiliki kulaiti yangbaik dan parameter yang optimum iaitu pada suhu pada 230 oC, tekanan pada 1675 bardan isipadu 340 cm3. Ia memberikan nilai jisim yang rendah, nilai kepadatan yangrendah, nilai nisbah yang tinggi dalam kekuatan terhadap berat, nilai kekuatanmaksimum yang tinggi dan nilai kekerasan yang tinggi.
viiiTABLE OF CONTENTSCOVER PAGEiSUPERVISOR DECLARATIONiiSTUDENT viTABLE OF CONTENTSviiiLIST OF FIGURESxiLIST OF TABLESxiiiLIST OF EQUATIONxivLIST OF SYMBOLSxvLIST OF ABBREVIATIONSxviCHAPTER 1INTRODUCTION1.11ntroduction11.2Problem Statement21.3Objectives of Studies21.4Scope of Studies2CHAPTER 2LITERATURE REVIEW2.1Introduction32.2History of Injection Moulding32.3Injection Moulding Machine52.3.12.3.22.3.32.3.42.3.52.3.6Injection SystemMold SystemMolded System2.3.3.1 Cold runners2.3.3.2 Hot runnersCooling ChannelsHydraulic SystemControl System68101111111112
ix2.3.72.42.5Clamping System12Injection Process122.3.12.3.22.3.3131314Safety EquipmentPowering UpProcess CycleParameters in Injection moulding njection Volume2.5Material Used192.7Product202.8Thermoplastic Behavior202.8.1202.9Ductile FractureThermoplastic Testing222.9.1Tensile Testing222.9.1.1 Ultimate Tensile Strength2.9.1.2 Tensile Elongation2.9.1.3 Tensile Modulus of Elasticity222223Vickers Hardness Test232.9.2CHAPTER 3METHODOLOGY3.1Introduction253.2Preparation of the Material253.3Producing Document Tray263.3.13.3.23.3.32627283.4Testing Method303.4.130313333363.4.23.5Injection Moulding MachineDetermine the ParameterSample discrepanciesPhysical Testing3.4.1.1 Density testMechanical Testing3.4.2.1 Tensile strength test3.4.2.4 Hardness testFlow Chart of Experimental Methodology37
xCHAPTER 4RESULT AND DISCUSSION4.1Introduction384.2Preliminary study384.3Data collection394.3.14.3.24.3.33940434447494.3.4Sample LabellingDensity Test ResultTensile Test Result4.3.3.1 Maximum Strength4.3.3.2 Strength-to-Weight RatioHardness Test Result4.4Optimum Parameter524.5Summary55CHAPTER 5CONCLUSION AND FUTURE ecommendation56REFERENCES58APPENDICESAGantt Chart60BProperties of Abs Polymer63CSpecification of Arbug Injection Moulding Machine64DTypical Tensile Strength, Elongation and Tensile Modulus65of PolymersEGraph of Stress-Strain for Ductile Material66FHardness Indenter Ball67GStress Strain Curve for Each Sample68
xiLIST OF FIGURESFigure No.TitlePage2.1Injection moulding machine for thermoplastics52.2A single screw injection moulding machine62.3A reciprocating screw72.4Nozzle with barrel in processing position and nozzle with barrelbacked out for purging82.5A typical (three-plate) moulding system92.6A two-plate mold and a three-plate mold102.7The molded system includes a delivery system and molded parts 102.8Injected part: Document tray202.9Graph of typical ductility test212.10Diamond indenter for Vickers hardness test243.1Samsung Starex SD-0150GP High Impact Grade ABS263.2Arbug Injection Moluding Machine273.3Data generated by Minitab Software293.4Injected part produced293.4Samples for density test313.6Taking the mass reading323.7Taking the volume reading333.8Tensile test machine343.9Tensile test samples353.10Hardness test machine363.11Flow chart of the experimental methodology.37
xii4.1Parameter generated by the injection moulding machine394.2Graph of density value of each sample.434.3Effect of maximum strength at constant temperature (T 220 oC) 454.4Effect of maximum strength at constant temperature (T 230 oC) 464.5Effect of maximum strength at constant temperature (T 240 oC) 464.6Graph of strength-to-weight ratio for each sample.494.7Graph of hardness value of each sample514.8Force flow around a large notch force534.9Flow around a number of small notches that effect low stressconcentration.534.10Vacancies of atomic arrangement544.11Air traps occur in sample 10 (right and sample 13 (left)55
xiiiLIST OF TABLESTable No.TitlePage3.1Samples discrepancies304.1Data of preliminary study for injection moulding process384.2Sample labeling according to the parameter used404.3Density test result424.4Tensile test result444.5Strength to weight ratio484.6Hardness test result504.7Properties of best sample52
xivLIST OF EQUATIONEquation No.TitlePage1.1Formula for Vickers number243.1Formula for density324.1Strength-to-weight ratio47
xvLIST OF SYMBOLSodegree Celsiuscm3centi meter cubem3meter cubeHVhardness Vickersggramkgkilogramgfgram forceMPamega PascalkNkilo NewtonLlitremLmililitreC
xviLIST OF ABBREVIATIONSABSAcrylonitrile-Butadiene-Styrene
CHAPTER 1INTRODUCTION1.1INTRODUCTIONInjection is the most important plastics manufacturing process. Injectionmoulding can be used to form a wide variety of products. It produces such smallproducts as bottle tops, children's toys and containers. It is also used to manufacturelarger items such as dustbins, and milk crates. Complexity is virtually unlimited, sizesmay range from very small to very large, and excellent control of tolerances is alsopossible. The developing of injection moulding becomes a competition from day to day.The process now integrated with computer control make the production better in qualityand better quality.In producing product by injection moulding process, the quality of the product isvery important. The product should be good in physical and mechanical properties inorder to have a good performance for consumer. Clearly, more manufacturers only careabout appearance of the product, but to have long usage in term of life of that product,the mechanical properties such as tensile strength, hardness also important. Nowadays,there are lots methods for manufacturers to test their product so that they will improveand produce a better and good quality of product. It is important because of customerneeds, requirements and expectations change over time besides, the manufacturer alsohave t o win market shares that it will hang longer in the industry.
21.2PROBLEM STATEMENTSNumerous variables affect the injection moulding process. In fact, a recent studyitemized more than 200 different parameters that had direct or indirect effect on theprocess. So there is no preliminary study is conducted prior to the production ofinjection process based on certain parameter which is pressure, temperature and volume.For every parameter that will be change, there were always producing a differentquality of product in terms of properties. Different value of mechanical or physicalproperties found in producing part by using injection machine with different value ofeach parameter. Hence, the result is variety to investigate using a few types of testingmethod by manual calculation or automatically generate by the software. The bestsample is chosen to determine the optimum parameter which is has high quality in itsproperties.1.3OBJECTIVES OF STUDIESThe main objectives for this project are:i.To study the effects of injection parameters which are temperature,pressure and volume to the mechanical properties of the injected parts.ii.To determine the optimum amount of pressure, temperature and volumeat the injection machine in producing document tray.1.4SCOPE OF STUDIESIn order to achieve the objectives, the following scopes of studies are performed:i.The study will be using a polymer material which is Samsung Starex SD-0150GP High Impact Grade ABS.ii.Only pressure, temperature and volume will be varied in this study whileother parameter for instant clamping unit is fixed constant.
CHAPTER 2LITERATURE REVIEW2.1INTRODUCTIONThis chapter provides a review of the concept of injected parts and methods ofparts developments. This chapter also relates how parts were produced by using specifictools that provided in the laboratory.Besides that, this chapter also includes theinformation about parameter involves and the material that used in this project. Theinjected parts also are chosen so that the sample can be taken nicely to do someanalysis.2.2HISTORY OF INJECTION MOULDINGInjection is a manufacturing process for producing parts from both thermoplasticand thermosetting plastic materials. Material is fed into a heated barrel, mixed, andforced into a mold cavity where it cools and hardens to the configuration of the moldcavity. After a product is designed, usually by an industrial designer or an engineer,molds are made by a mould maker or toolmaker from metal, usually either steel oraluminium, and precision-machined to form the features of the desired part. Injectionmoulding is widely used for manufacturing a variety of parts, from the smallestcomponent to entire body panels of cars. (Todd, 1994)An Injection moulding machine, also known as an injection press, is a machinefor manufacturing plastic products by the injection moulding process. It consists of twomain parts, an injection unit and a clamping unit. Injection moulding machines canfasten the molds in either a horizontal or vertical position. The majority of machines are
4horizontally oriented, but vertical machines are used in some niche applications such asinsert moulding, allowing the machine to take advantage of gravity.The first man-made plastic was invented in Britain in 1851 by Alexander Parkes.He publicly demonstrated it at the 1862 International Exhibition in London; calling thematerial he produced "Parkesine." Derived from cellulose, Parkesine could be heated,molded, and retain its shape when cooled. It was, however, expensive to produce, proneto cracking, and highly flammable.In 1868, American inventor John Wesley Hyatt developed a plastic material henamed Celluloid, improving on Parkes' invention so that it could be processed intofinished form. Together with his brother Isaiah, Hyatt patented the first injectionmoulding machine in 1872. This machine was relatively simple compared to machinesin use today. It worked like a large hypodermic needle, using a plunger to inject plasticthrough a heated cylinder into a mold. The industry progressed slowly over the years,producing products such as collar stays, buttons, and hair combs. (U.S. patent, 1872)The industry expanded rapidly in the 1940s because World War II created ahuge demand for inexpensive, mass-produced products. In 1946, American inventorJames Watson Hendry built the first screw injection machine, which allowed muchmore precise control over the speed of injection and the quality of articles produced.This machine also allowed material to be mixed before injection, so that colored orrecycled plastic could be added to virgin material and mixed thoroughly before beinginjected. Today screw injection machines account for the vast majority of all injectionmachines. In the 1970s, Hendry went on to develop the first gas-assisted injectionmoulding process, which permitted the production of complex, hollow articles thatcooled quickly. This greatly improved design flexibility as well as the strength andfinish of manufactured parts while reducing production time, cost, weight and waste.The plastic injection moulding industry has evolved over the years fromproducing combs and buttons to producing a vast array of products for many industriesincluding automotive, medical, aerospace and consumer products. (Douglas, 1996)
52.3INJECTION MOULDING MACHINEFor thermoplastics, the injection moulding machine converts granular or pelletedraw plastic into final molded parts via a melt, inject, pack, and cool cycle. A typicalinjection moulding machine consists of the following major components:i.Injection systemii.Hydraulic systemiii.Mold systemiv.Clamping systemv.Control systemFigure 2.1: Injection moulding machine for thermoplastics.For the machine specification, the clamping tonnage and shot size are commonlyused to quickly identify the size of the injection moulding machine for thermoplastics.Other parameters include injection rate, injection pressure, screw design, moldthickness, and the distance between tie bars. The major equipment auxiliary to aninjection moulding machine includes resin dryers, materials-handling equipment,granulators, mold-temperature controllers and chillers, part-removal robots, and parthandling equipment. Injection moulding machines can be generally classified into threecategories, based on machine function which are:
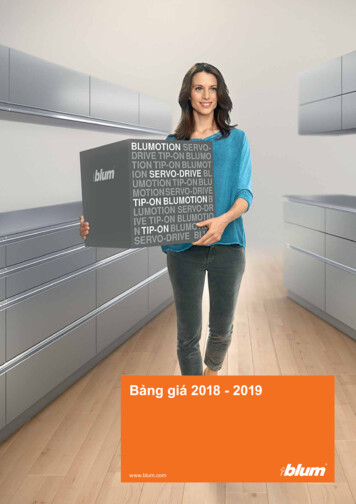
6i.General-purpose machinesii.Precision, tight-tolerance machinesiii.High-speed, thin-wall machines2.3.1 Injection systemThe injection system consists of a hopper, a reciprocating screw and barrelassembly, and an injection nozzle, as shown in Figure 2.2. This system confines andtransports the plastic as it progresses through the feeding, compressing, degassing,melting, injection, and packing stages.Figure 2.2: A single screw injection moulding machinei.The hopperThermoplastic material is supplied to molders in the form of smallpellets. The hopper on the injection moulding machine holds thesepellets. The pellets are gravity-fed from the hopper through the hopperthroat into the barrel and screw assembly.ii.The barrelAs shown in Figure 2.2, the barrel of the injection moulding machinesupports the reciprocating plasticizing screw. It is heated by the electricheater bands.
7iii.The reciprocating screwIt is used to compress, melt, and convey the material. While the outsidediameter of the screw remains constant, the depth of the flights on thereciprocating screw decreases from the feed zone to the beginning of themetering zone. These flights compress the material against the insidediameter of the barrel, which creates viscous heat. This shear heat ismainly responsible for melting the material. The heater bands outside thebarrel help maintain the material in the molten state. Typically, amoulding machine can have three or more heater bands or zones withdifferent temperature settings.iv.The reciprocating screw consist of three zones which are: the feeding zone the compressing or transition zone the metering zoneFigure 2.3: A reciprocating screwv.The nozzleIt connects the barrel to the sprue bushing of the mold and forms a sealbetween the barrel and the mold. The temperature of the nozzle should
8be set to the material's melt temperature or just below it, depending onthe recommendation of the material supplier. When the barrel is in itsfull forward processing position, the radius of the nozzle should nest andseal in the concave radius in the sprue bushing with a locating ring.During purging of the barrel, the barrel backs out from the sprue, so thepurging compounds can free fall from the nozzle. These two barrelpositions are illustrated below.Figure 2.4: Nozzle with barrel in processing position (a) and nozzle with barrel backedout for purging (b).Source: Capetronics (2009)2.3.2 Mold systemThe mold system consists of tie bars, stationary and moving platens, as well asmoulding plates that house the cavity, sprue and runner systems, ejector pins, andcooling channels, as shown in Figure 2.5. The mold is essentially a heat exchanger inwhich the molten thermoplastic solidifies to the desired shape and dimensional detailsdefined by the cavity.A mold system is an assembly of platens and moulding plates typically made oftool steel. The mold system shapes the plastics inside the mold cavity (or matrix ofcavities) and ejects the molded part. The stationary platen is attached to the barrel sideof the machine and is connected to the moving platen by the tie bars. The cavity plate is
9generally mounted on the stationary platen and houses the injection nozzle. The coreplate moves with the moving platen guided by the tie bars. Occasionally, the cavityplate is mounted to the moving platen and the core plate and a hydraulic knock-out(ejector) system is mounted to the stationary platen. (Capetronics, 2009)Figure 2.5: A typical (three-plate) moulding system.i.Two plate moldThe vast majority of molds consist essentially of two halves, as shownbelow. This kind of mold is used for parts that are typically gated on oraround their edge, with the runner in the same mold plate as the cavity.ii.Three plate moldThe three-plate mold is typically used for parts that are gated away fromtheir edge. The runner is in two plates, separate from the cavity and core,as shown in Figure 2.6 below.
injection moulding machine is used to produce document tray with the parameter that control the process which is temperature (220 oC, 230 oC, 240 oC), pressure (1675 bar, 1700 bar, 1725 bar) and volume (340 cm3, 350 cm3, 360 cm3). There are 27 samples produced by using full factor