Transcription
Six Sigma Yellow BeltShort CoursePresenters:Victoria Jordan, PhD, MS, MBADiane Schaub, PhD, CQE, CMQ/OE UT MD Anderson Cancer Center, 2013
Victoria Jordan, PhD, MS, MBA Director, Quality Measurement andEngineeringPhD Industrial and SystemsEngineering, Auburn UniversityJoined M. D. Anderson in April 2008Previous work:– AU IE and Stats Faculty 2004-2007– Vanderbilt University Medical Center– Luftig and Warren Consulting (Alcoa,Anheuser Busch, Inland Steel, Molex)– General Electric– Ampex Corporation Founder of Cynthia Spooner HankesCancer Resource Center in ALSlide 2 UT MD Anderson Cancer Center, 2013
Diane Schaub, PhD, CQE, CMQ/OE Sr. Statistical Applications Analyst PhD Industrial Engineering, ArizonaState University Joined M. D. Anderson in May 2011 UF IE Faculty 1994-2011 Worked at AlliedSignal Aerospaceand Bethlehem Steel as a QualityEngineerSlide 3 UT MD Anderson Cancer Center, 2013
Administrivia RestroomsQuestionsBreak-out sessionsConduct request (silence cell phones) UT MD Anderson Cancer Center, 2013
Section 1 - Introduction to Six Sigma1. Introduction to Six Sigma1.1 General History of Quality and Six Sigma1.2 Meanings of Six Sigma1.3 The Problem Solving Strategy Y f(x)1.4 Comparison of CS&E, Lean, and Six Sigma2. Fundamentals of Six Sigma Implementation3. The Lean Enterprise4. Managing a Successful Six Sigma Effort Course Evaluation and Wrap-Up UT MD Anderson Cancer Center, 2013
History of Quality and Six Sigma in US Pre-W.W.IIDuring W.W.IIAfter W.W.II1980’s awareness(Ford Batavia) From industry to government andservice organizations Motorola – Six Sigma – 1981 General Electric - 1995 UT MD Anderson Cancer Center, 2013
Ford – Batavia, Ohio Meeting specification is not good enough, wemust work to reduce variation around acustomer-defined target. UT MD Anderson Cancer Center, 2013
But We Don’t Make Cars . Dr. Gary Kaplan, CEO of Virginia MasonMedical Center, on the need to increase valuein healthcareQuality UT MD Anderson Cancer Center, 2013Cost
Six Sigma DefinedManagement System Six Sigma drives strategy executionLeadership sponsorship and reviewMetrics driven governance processEngagement across the organizationMethodology Consistent use of DMAIC modelTeam-based problem solvingMeasurement-based process analysis,improvement, and controlGuided by Black Belts, Green BeltsManagement SystemMethodologyMetric The Six Sigma Black Belt Handbook, McCarty, Daniels, et.al, McGraw-Hill 2005.Metric Measure process variationAim to minimize defects permillion opportunities (DPMO),not percentages9
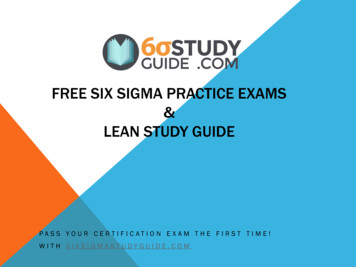
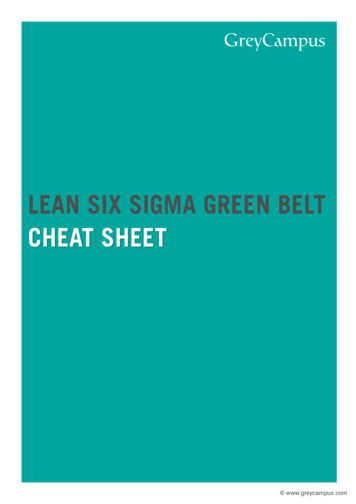
Why Six Sigma?To INCREASE process performance, you have to DECREASE variationToo earlyToo earlyToo lateDefectsToo lateDefectsDelivery TimeSpread of variationtoo wide comparedto specificationsLess variation provides: Greater predictability in theprocess Less waste and rework, whichlowers costsReducevariationDelivery TimeSpread of variationnarrow compared tospecifications Products and services thatperform better and last longer Happier customersEvery Human Activity has VariabilitySlide 10 UT MD Anderson Cancer Center, 2013
Defects per Million Opportunities Since 99.9997% is a bit awkward to use, a newmeasurement scale was developed usingdefects per million opportunities. A process running with Six Sigma qualityproduces 3.4 defects per millionopportunities. UT MD Anderson Cancer Center, 2013
Examples of Six Sigma Quality A process that operates at 4.6 Sigma is operating at a99.9% quality level. This means annually we have*:– 1281 errors in outpatient treatments– 11,620 mistakes in pathology or lab procedures– Nearly 4000 surgical errors If we were to maintain 6 Sigma performance, thiswould be a 99.9997% quality level. Annually this is:– 4 errors in outpatient treatments– 35 mistakes in pathology or lab procedures– 12 surgical errors*based on FY12 clinical activity at MDACC UT MD Anderson Cancer Center, 201312
Six Sigma Methodology for ProcessImprovement (DMAIC)DefineMeasureAnalyzeImproveControl UT MD Anderson Cancer Center, 2013
General Model of a Process y f(x)Controllable factorsx2xpx1 InputsOutputProcessy z1 UT MD Anderson Cancer Center, 2013z2zqUncontrollable factors
Specific Example of a InputProcessOutputDifficult to orbiditiesFinishtime UT MD Anderson Cancer Center, 2013RecoveringPatientComplications
Six Sigma is a New Way of Seeing It is helpful to look at important aspects ofyour practice, job, business as processes There will be some variables that you canreadily affect, others that are difficult tocontrol Your task will be to optimize the ones that youcan, and to mitigate the ones that you can’t UT MD Anderson Cancer Center, 2013
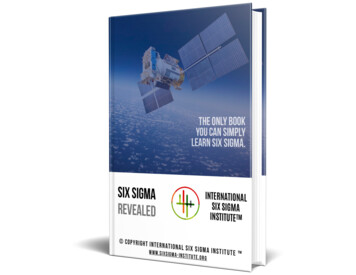
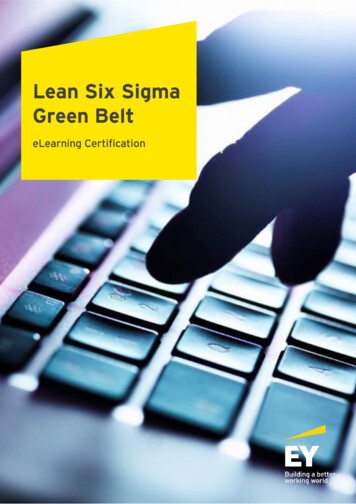
Quality ImprovementPatient SatisfactionBaselinePatient Wait TimeIntervention1UCL 92.78692X 90.21288LCL 87.637841713192531374349Wait Time (Minutes)Strategic ImprovementObjective– Increase/decreasein key metric seenfollowing teaminterventionPatient Satisfaction Score 240UCL 32.95X 19.2820LCL 5.6105517131925MonthVariance From BudgetX -0.090713192531375543490.96P 0.92520.90LCL ng CompliancePercent CompliantPatient Complaints025Month30Month UT MD Anderson Cancer Center, 201349UCL 1LCL -5.801Number of ComplaintsKaizen IncrementalContinuousImprovement– Many smallimprovementsmade by manypeople over time43UCL 5.615-5 37Performance Evaluations CompletedProportionMaintenanceObjectives– Maintainperformance onkey metricsPercent 31Month456090807001530Month4560
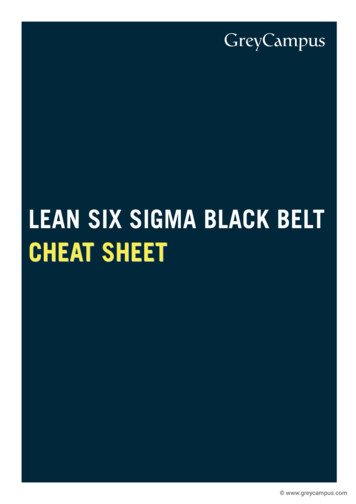
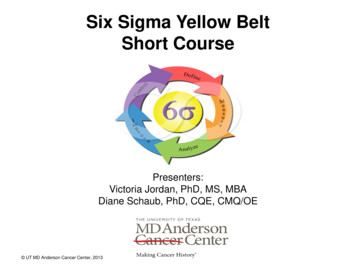
The Process Improvement Triad: CS&E,Lean, and DMAICOVERALL PROGRAMSCS&ELeanDMAICIMPROVE CLINICALSAFETY andEFFECTIVENESSELIMINATEWASTE,IMPROVECYCLE imeCapableClinical Flow Requirements allocation Capability assessment Predictable Process QualityLEAN Flow Mapping Waste Elimination Cycle Time WIP Reduction Operations and DesignVariation Reduction Predictability Feasibility Efficiency Capability AccuracyAdapted from: Introduction to Statistical Quality Control, 5th Editionby Douglas C. Montgomery.18Copyright 2005 John Wiley & Sons, Inc.
Section 2 – Fundamentals of SixSigma Implementation1. Introduction to Six Sigma2. Fundamentals of Six SigmaImplementation2.1 Understanding the Voice of the Customer (VOC)2.2 Critical to Quality Characteristics (CTQ’s)2.3 DMAIC Methodology2.4 Case Studies3. The Lean Enterprise4. Managing a Successful Six Sigma Effort Course Evaluation and Wrap-Up UT MD Anderson Cancer Center, 2013
What is a Process? Business Processes are designed to add valuefor the customer and should not includeunnecessary activities The outcome of a well designed businessprocess is increased effectiveness (value forthe customer) and increased efficiency (lesscosts for the company) (Wikipedia) A business process should listen to the Voiceof the Customer (VOC) UT MD Anderson Cancer Center, 2013
The Customer We have many customers both external andinternal. One external customer is obviously thepatient, however, insurance companies, CMSJCAO are also external customers Our internal customers are the ones who aredownstream from us. Physicians, RNs arecustomers of diagnostic imaging, labs,pharmacies, etc. UT MD Anderson Cancer Center, 2013
The internal customer Along with viewing our work as a process, weshould understand that our output leads to theinput of our internal customer. This is viewed byour external customers as the output of ourhospital. By adopting this view, we can find ways toimprove our outcomes. For example, efficiently admitting a patientresults in fewer insurance payment issues andyields a happier patient. UT MD Anderson Cancer Center, 2013
The external customer More information is readily available to ourexternal customer. USNWR rankings Hospitalcompare.hhs.gov Metrics reported to agencies HCAHPS Surveys UT MD Anderson Cancer Center, 2013
Translate Customer Needs (VOC) toCTQsVerify Customer Needs Most often, we will need to translate a customer need into aquantified requirement for the product or service This quantified requirement is termed a CTQ– Critical To Quality Project goals needs to be based on:– A Target Value– Specifications or Tolerance Limits– Defect levels UT MD Anderson Cancer Center, 2013Slide 24
Translate VOC to CTQs UT MD Anderson Cancer Center, 2013DelightDelightersResignedCustomer SatisfactionKano Model Describes which needs, if fulfilled, contributeto customer dissatisfaction, neutrality, ordelight “Must Be” needs– Those the customer expects– Generally taken for granted—unlessthey are absent! “More is Better” needs– Have a linear effect on customersatisfaction– Customers generally discuss or bring upissues related to More Is Bettercharacteristics “Delighter” needs– Do not cause dissatisfaction when notpresent, but satisfy the customer whenthey are– Can be differentiators between you andthe competitorPleasedto RealityNeutralMust BeNotTaken ree ofAchievementSlide 25
Translate VOC to CTQsVerify Customer Needs:QualityFeatures, Attributes, Dimensions, Accuracy, Accessibility, Effectiveness Defect freeCostPrices to Customer, Price to Insurer, HMO, or Hospital, Payment TermsDeliveryService &SafetyComplianceLead Times, Delivery Times, Turnaround Times, Setup Times, Cycle Times,DelaysService Requirements, Service Responsiveness, Database Maintainability,Records Maintenance & Retention, Customer-Required Maintenance, ProductLiability, Product/Service SafetyEthical Business Conduct, Environmental Impact, Regulatory and LegalCompliance (this area tends to be a Business non-negotiable)The key is to understand how your customers define and prioritize thevarious needs and expectations they have of your products and services UT MD Anderson Cancer Center, 2013Slide 26
Translate VOC to CTQsCritical to Quality RequirementsSignify importance to the customer The customer “cares about it”Value propositionSpecify a requirement “Must have” attributesUltimately satisfiesPotentially delightsIf CTQs are not defined to the pointthat a clear target withspecifications is established,the team will not be able todetermine the baseline level ofperformance.Establishes a basis for targets Customer specificationsAcceptable range of performanceCan be measuredEffective process improvement requires that we understand and quantify thecause and effect relationship of every element of our business operation UT MD Anderson Cancer Center, 2013Slide 27
Translate VOC to Measurable CTQsKey Customer IssueVoice of the CustomerActual customer statementsand comments which reflecttheir perception of: An attribute of a productor serviceAn experience with aproduct or service or itsdeliveryAn encounter orexperience with a businessprocess or representative UT MD Anderson Cancer Center, 2013The real customer concerns,values, or expectationsregarding a product or service,stated in an unbiased,unemotional manner.Describes: The primary issue thecustomer may have with theproduct or serviceCritical To QualityRequirementThe specific, precise andmeasurable expectation that acustomer has regarding aproduct or service.The experience surroundingthe attributes of the productor service expected or desiredby the customer Slide 28
Translate VOC to Measurable CTQsVoice of the CustomerA. “The Point-of-Use InventoryScanning System is too hard touse.”Key Customer IssueCritical To QualityRequirementA. Take less than 15 seconds to login and find patient.A. Wants the scanning system to beuser friendlyScanning should take less than 3seconds.B. Add additional menu items tothe voice system (bad)B. “I’m always on hold or end uptalking to the wrong personB. Wants to talk to the right personquicklyC. “I always wait a long time for thedoctor when I have anappointment.”C. Wants to keep to promisedschedule UT MD Anderson Cancer Center, 2013Customer reaches the correctperson the first time within 30seconds (good)C. Patient sees the doctor within 5minutes of scheduled timeSlide 29
CTQ Tree: ExampleNeedDriversCTQsTake less than 15 seconds to log in andfind patient.OperationScanning should take less than 3seconds.Ease of Operationand MaintenanceMaintenanceModificationScanner should be fully charged.Computer operational 99% of the time itis needed.Scanning system can be customized forindividual unit needsRequested modifications take 1business day to completeGeneralHard to measure UT MD Anderson Cancer Center, 2013SpecificEasy to measureSlide 30
Why CTQ’s? You can’t directly change customersatisfaction ratings, but by improving the CTQvariables, the output quality will improve They are measureable, and impactableExamples: *How would you describe a good cupof coffee?*How do you choose your doctor?*Which car would you buy? UT MD Anderson Cancer Center, 2013
Develop Measures and IndicatorsResolution ofBilling IssueCustomerNeedCTQBusinessGoalSix SigmaPerformance UT MD Anderson Cancer Center, 2013Product /ServiceCharacteristicTime toResolve IssueMeasureTime mit(s)AllowableDefect Rate36 HoursBefore 48Hours 3.4 DefectsPer MillionOpportunitiesSlide 32
ActivityDevelop Measures and IndicatorsObjectiveInstructionsApply the VOC concept to a project Time UT MD Anderson Cancer Center, 2013Define a preliminary measure based on yourCTQs CTQ Specification Unit of MeasureWhich is a good chart to start with?20 MinutesSlide 33
Six Sigma Methodology for ProcessImprovement (DMAIC)DefineMeasureAnalyzeImproveControl UT MD Anderson Cancer Center, 2013
Overview of DMAICDefine the goals of the improvementactivity (objectives and primary andconsequential metrics.) Obtain goalsfrom direct communication withstakeholders. Select and train teammembers. Identify deliverables an
Examples of Six Sigma Quality A process that operates at 4.6 Sigma is operating at a 99.9% quality level. This means annually we have*: –1281 errors in outpatient treatments –11,620 mistakes in pathology or lab procedures –Nearly 4000 surgical errors If we were to maintain 6 Sigma performance, this would be a 99.9997% quality .