Transcription
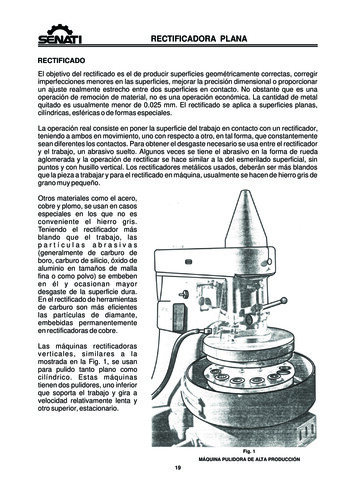
RECTIFICADORA PLANARECTIFICADOEl objetivo del rectificado es el de producir superficies geométricamente correctas, corregirimperfecciones menores en las superficies, mejorar la precisión dimensional o proporcionarun ajuste realmente estrecho entre dos superficies en contacto. No obstante que es unaoperación de remoción de material, no es una operación económica. La cantidad de metalquitado es usualmente menor de 0.025 mm. El rectificado se aplica a superficies planas,cilíndricas, esféricas o de formas especiales.La operación real consiste en poner la superficie del trabajo en contacto con un rectificador,teniendo a ambos en movimiento, uno con respecto a otro, en tal forma, que constantementesean diferentes los contactos. Para obtener el desgaste necesario se usa entre el rectificadory el trabajo, un abrasivo suelto. Algunos veces se tiene el abrasivo en la forma de ruedaaglomerada y la operación de rectificar se hace similar a la del esmerilado superficial, sinpuntos y con husillo vertical. Los rectificadores metálicos usados, deberán ser más blandosque la pieza a trabajar y para el rectificado en máquina, usualmente se hacen de hierro gris degrano muy pequeño.Otros materiales como el acero,cobre y plomo, se usan en casosespeciales en los que no esconveniente el hierro gris.Teniendo el rectificador másblando que el trabajo, laspartículas abrasivas(generalmente de carburo deboro, carburo de silicio, óxido dealuminio en tamaños de mallafina o como polvo) se embebenen él y ocasionan mayordesgaste de la superficie dura.En el rectificado de herramientasde carburo son más eficienteslas partículas de diamante,embebidas permanentementeen rectificadoras de cobre.Las máquinas rectificadorasverticales, similares a lamostrada en la Fig. 1, se usanpara pulido tanto plano comocilíndrico. Estas máquinastienen dos pulidores, uno inferiorque soporta el trabajo y gira avelocidad relativamente lenta yotro superior, estacionario.Fig. 1MÁQUINA PULIDORA DE ALTA PRODUCCIÓN19
RECTIFICADORA PLANASuperacabado:Todas las operaciones hechas en máquina, igual que los procesos de esmerilado, dejan unacubierta sobre la superficie de metal fragmentado, no cristalizado o untado, que aunque fácilde retirar por contacto deslizante, da como resultado desgaste excesivo, aumento en lastolerancias, operación ruidosa y probelmas en la lubricación.El superacabado es un proceso de mejoramiento de las superficies, que elimina ese metalfragmentado indeseable, dejando una base sólida de metal cristalizado. Esto es un tantosimilar al asentado, puesto que ambos procesos usan una rueda abrasiva, pero difieren en eltipo de movimiento que se le da a la rueda. El superacabado se destina ampliamente asuperficies exteriores regulares, tanto planas como curvas.Este proceso, que es esencialmente uno de acabado y no para dar dimensiones, puedesuperponerse con otras operaciones comerciales de acabado.En el superacabado cilíndrico (Fig. 2), se tieneuna piedra abrasiva, a la que se le da formapor aglomeración, con un ancho de más omenos dos tercios del diámetro de la parte quese trata de acabar y de la misma longitud, lacual se trabaja a poca velocidad y presión.El movimiento dado a la piedra es deoscilación (1.6 a 6.4 mm de amplitud) oalrededor de 450 ciclos por minuto. Si la partea trabajar es de mayor longitud que la piedra,se hace necesario un movimiento longitudinaladicional, ya sea de la piedra o del trabajo.OscilaciónTransversal si es necesarioRotaciónFig. 2MOVIMIENTOS EMPLEADOS ENTRE LA PIEDRAABRASIVA Y EL SUPERACABADO CILÍNDRICO.Este se hace girar a una velocidad superficial de 15 m/min y durante la operación se inundacon un aceite ligero que expulsa de la superficie, las partículas diminutas raspadas de lasuperficie por las pequeñas carreras oscilantes de la piedra. La acción de la piedra es similaral movimiento de frotación y quita los excesos de metal defectuoso sobre la superficie, conuna presión baja de la piedra abrasiva, de más o menos 0.21 a 2.8 Kg/cm2.El superacabado de superficies planas, seilustra en la Fig. 3. Se utiliza una piedraabrasiva en forma de copa con el trabajodescansado sobre una mesa circular, movidapor un husillo rotatorio. Se le puede impartir ala piedra un movimiento adicional oscilante;pero, puesto que ella y el trabajo giran, dichaacción no es tan importante al desarrollar unatrayectoria continuamente cambiante de laspartículas abrasivas.El superacabado de superficies esféricas essemejante al usado para superficies planasexcepto que el husillo en forma de copa,queda a un cierto ángulo con el husillo de lapieza y no se usa el movimiento oscilante.20Translación cuandose necesitaPresión hidráulicasobre el trabajoRotación del husillosuperiorRueda abrasivaen forma de capaRotación delhusillo inferiorFig. 3ARREGLO BÁSICO DEL SUPERACABADO PLANO
RECTIFICADORA PLANAEn la Fig. 4, se muestra una máquina especial para superacabado diseñada para acabar losmuñones de cigüeñales. El tiempo para completar la operación varía de 15 a 50 seg,dependiendo de las condiciones iniciales de las superficies.Se han desarrollado otras numerosasvariaciones del proceso de superacabado,para las otras muchas superficies decojinetes encontradas en las máquinas dealta velocidad.Fig. 4SUPERACABADORA DE CIGÜEÑALESEn la Fig. 5 se tiene un diagrama lineal de una rectificadora de grandes superficies. Estamáquina es similar a la producida por la Mattison Machine Works estando provista de uncontrol hidráulico para el movimiento de la mesa y del avance transversal de la rueda. Seusan ruedas de esmeril rectas, o con entrantes (de los tipos 1, 5 o 7) en la cara exterior o en lacircunferencia. Estas máquinas se adaptan al reacondicionamiento de matrices, esmeriladode guías para herramientas de máquinas y otras superficies largas.otro tipo de construcción para las rectificadoras de mesa recíprocante es el diseño de ejevertical; el esmerilado se hace mediante una rueda de gran diámetro, en forma de anillo. talesmáquinas se usan para trabajos de producción, pudiendo dar acomodo a una gran variedadde tamaños y formas de piezas.Sujetador dela herramientade diamanteCorredera vertical pararueda de esmerilRefrigeranteRueda de esmerilRectificador parael ersala manoControlesBaseFig. 5 - RECTIFICADORA SUPERFICIAL DE MESA RECIPROCANTE21
RECTIFICADORA PLANARectificado superficialEl rectificado de superficies lisas o planas, se conoce comorectificado superficial. Con este objeto, se han diseñado dostipos de máquinas, las del tipo de esmeriladora con una mesarecíprocante y las que tienen una mesa rotatoria para el trabajo.Cada tipo de máquina cuanta con la posible variación dedisponer el eje de la rueda esmeriladora en posición, ya seahorizontal o vertical.Las cuatro posibilidades de construcción se ilustrandiagramáticamente en la Figs. 6.(a, b, c, d, e)Superficie derectificadobaSuperficie derectificadoEje verticalmesa rotariaSuperficie derectificadocdSuperficie derectificadoEje verticalmesa reciprocanteEje horizontalmesa reciprocanteEje horizontalmesa rotatoriaFig. 6 - TIPOS DE MÁQUINAS PARA RECTIFICADO SUPERFICIALRectificado Plano TangencialEl rectificado Plano Tangencial se obtiene mediante la rotación de una muela de disco y condesplazamiento longitudinal alternativo de la mesa y transversal de alimentación.La superficie de contacto entre la pieza y la muela es muy pequeña. No se alcanza, por lotanto, sino reducidos rendimientos de producción. Se obtiene en cambio una superficie debuen acabado en el trabajo. El esmerilado tangencial se presta especialmente para elacabado de superficies largas y angostas; por ejemplo: el rectificado de listones de guía,afilado de cuchillas de carpintería, etc.El husillo en que se monta la muela estádispuesto de manera horizontal y esaccionada por un motor, la piedra se desplazaverticalmente hacia abajo o hacia arriba(Fig. 7)La mesa se desliza longitudinalmente sobre labancada. Mediante el avance transversalpuede desplazarse la mesa o la muelanormalmente al movimiento longitudinal.En el rectificado plano tangencial se usa unamuela de disco, ésta debe girar en sentidocontrario al avance longitudinal de la mesa; enmuchos casos una mesa giratoria (Fig. 8)alimenta el movimiento de la pieza en trabajo.22MESA LONGITUDINALFig. 7Fig. 8
RECTIFICADORA PLANARectificado Plano FrontralEn virtud de la gran superficie de contacto queexiste entre la muela y la pieza toman parte enel esmerilado simultáneamente muchosgranos abrasivos, y por esta razón, en elrectificado plano frontal (Fig. 9) se obtiene unbuen rendimiento de producción.La muela de vaso es la que generalmente seemplea para el rectificado frontal. El diámetrode la muela debe ser más ancha que la pieza arectificar. La gran superficie de contacto exigemuelas blandas.Hay máquinas con el eje porta muela enposición vertical y horizontal. La mesa deesmerilar puede ser de forma rectangular oredonda.Fig. 9ABDibujos de las marcas en el rectificado frontal,a) rectificado cruzado;b) rectificado en forma de ondas.Sujección de las piezasEn la sujección de las piezas a rectificar no tiene tanta importancia la absorción de grandesfuerzas de corte como la exactitud de la posición, por lo que se intenta resolver el problemacon elementos de fijación sencillo. En el rectificado plano se emplean tornillo portapieza muyprecisos o dispositivos especiales de sujección, aunque en general se utilizan platosmagnéticos. Para los electroimanes se necesita corriente continua.Esto presupone gastos adicionales y peligro por fallo de corriente, por lo que se empleancada vez más las placas de imanes permanentes (independientes de la red). Las piezassujetas magnéticamente retienen un magnetismo residual que tiene que ser eliminado conaparatos de desmagnetización.Sujeción del cuerpo rectificadorLos cuerpos de rectificar giratorios, con una velocidad periférica elevada, entrañan unconsiderable riesgo de accidente. Solamente observando todas las prescripciones deprevención de accidentes, establecidas y publicadas por las Asociaciones Profesionales, sepueden evitar dichos riesgos.La infracción a las normas da lugar a responsabilidad civil y penal. (Extracto de algunasnormas: La sujeción de los cuerpos de rectificado sólo podrá ser realizada por personalexperimentado y responsable)1. Comprobación del cuerpo de rectificar antes de su fijaciónTodos los cuerpos de rectificar deben someterse libremente suspendidos, a una pruebade sonido antes de ser fijados a la máquina. Los cuerpos de rectificar defectuoso nodeben ser utilizados. Se sujeta el disco por su orificio y se le golpea ligeramente. El tonodel sonido debe ser claro sin tintineos ni crepitaciones.23
RECTIFICADORA PLANA2. Sujeción con bridas (Fig. 10)Los cuerpos de rectificar deben fijarse con bridas de fundición gris, acero o similares, amenos que el tipo de trabajo o el cuerpo mismo de rectificar no exijan otra clase desujeción. Las bridas deben tener diámetros iguales para que el disco no esté sometido aflexión y se rompa. Al disco debe fijarse sólo una superficie anular.El diámetro de la rida s se rige por eldiámetro D del disco abrasivo y debeexceder de:BridaPlaca elásticaintermediaTuercaSDa) 1/3 D cuando se emplee cubiertas deprotección.1S6b) 2/3 D cuando no se empleen cubiertasde protección y en vez de ello sesujete el disco con placas intermediasnuevas de goma.Forro de plomoFig.10 - SUJECCIÓN CON BRIDAS DELCUERPO DE RECTIFICARc) 1 / 2 D para discos cónicos.Entre el cuerpo de rectificar y las bridas de sujeción deben intercalarse placas de materialelástico (gomas, papel blando, fieltro, cuero o similares). Estas placas intermedias debenigualar las rugosidades de la superficie del disco y conseguir un buen asiento de las bridaspara que su fuerza de apriete se distribuya uniformente sobre el disco. Una vez montado elcuerpo de rectificar hay que someterlo a una prueba de rodaje de cinco minutos deduración como mínimo y a plena velocidad de funcionamiento. Hay que preveer una zonade seguridad adecuada.3. Cubiertas de protecciónLas máquinas rectificadoras deben estar equipadas con cubiertas de protecciónreajustables y de un material resistente tal como acero, fundición de acero o fundiciónmaleable.Las cubiertas de protección deben reajustarse de acuerdo con el desgaste delcuerpo de rectificar. Cuando no puedan utilizarse las cubiertas de protección, seempelarán disco cónicos o rectos con las placas intermedias de goma prescritas.4. EquilibradoLos elementos de máquinas o las herramientas con velocidades periféricas altas debenequilibrarse para evitar que el desequilibrio existente produzca vibraciones queperjudiquen la calidad del trabajo o el acabado de la superficie y destruyan los cojinetesdel husillo. Los discos de rectificar deben equilibrase ya preparados para la sujeción, conbridas y husillo, en caballetes o mejor en balanzas equilibradoras. Los discos de rectificargrandes y de alta velocidad se equilibran dinámicamente, es decir, el desequilibrio sedetermina haciéndolos girar en máquinas equilibradoras.5. RectificadoLos discos de rectificar correctamente seleccionados se afilan por si solos mediante larotura de los granos abrasivos. Cuando no sucede así y el disco se embota, debe serrectificado. Para el rectificado de máquinas hay que emplear diamantes de rectificar.6. Velocidad periféricaLos cuerpos de rectificar no deben sobrepasar la velocidad periférica máxima indicada enla placa de características.24
RECTIFICADORA PLANARectificación, defectos y causasUna pieza puede estar aparentemente bien rectificada, pero llevada a cuidadosa inspecciónvisual u óptica, podemos encontrar algunos defectos superficiales, que se pueden corregirfácilmente conociendo las causas.Ciertas fallas en la rectificación son producidas por causas tales, como: defectos de la piezaantes de ser rectificada, mal funcionamiento de la máquina, impericida del operador o estadoemocional de éste.Tipos y características de algunos de los defectosGrietas: son rayaduras irregulares en la superficie.Quemaduras : son manchas de color azulado en espacios irregulares o no, sobre lasuperficie.Facetas: son ondulaciones de la superficie en forma irregular o no.Espiras: son marcas en forma de hélice sobre la superficie cilíndrica.Estrías: son marcas finas, poco espaciadas, en forma de surcos.Piques o arrrancado de material: son marcas de forma irregular y deprofundidad variada (en forma de rayada).Defectos en el rectificadoSuperficie rectificadademasiado ásperaMarcas de vibracionesCalentamientodemasaido fuertede la pieza, manchasde quemaduras,formación de grietasEstrías derectificado,dibujosCausasGrano demasiadobasto, muelademasiado blanda,velocidad de cortedemasiado pequeñao velocidad de lapieza demasiadograndeMala sujeción de la pieza: Centrajessucios, las puntas y los taladros decentraje no se adaptan bien.Refrigeracióndemasiadopequeña.Superficies de movimiento o ajuste de laslunetas defectuosos.Muela demasiadodura, embotada osucia (engrasada)Desequilibrio de la muela, la muela estáembotada o engrasada (sucia).El husillo de trabajo tiene juego; arranqueexcesivo de viruta; velocidad de la piezaincorrecta.La máquina no tiene marcha tranquila,exenta de vibraciones: por ejemplocorreas demasiado flojas, guías del carrodemasiado flojas también, mala fijaciónde la máquina, ue de virutaexcesivo.Muela no bienrectificada(por ejemplo,cónica)Velocidad de corteexcesiva.Vibracionesde la muela
RECTIFICADORA PLANAPROCEDIMIENTO DE RECTIFICADOLos procedimientos de rectificado se diferencian entre sí por las distintas clases de losmovimientos de avance y de aproximación, mientras que el movimiento de corte lo realizasiempre la herramienta. Rectificado planoEl rectificado plano se realiza para conseguirsuperficies planas. En el rectificado periférico (Fig. 1)la herramienta giratoria realiza el corte con susuperficie periférica y en el rectificado lateral (Fig. 2)con una de sus superficies laterales. En el rectificadolongitudinal la dirección del avance principal esparalela a la superficie mecanizada. En el rectificadogiratorio el movimiento de avance es circular.Fig. 2Rectificado plano ylongitudinal, lateral.Fig. 1 - Rectificado plano ylongitudinal, periférico.Fig. 3Rectificado planoy giratorio, lateral.Rectificado planoy giratorio, periférico. Rectificado cilíndricoEl rectificado cilíndrico se realiza para conseguir superficies cilíndricas circulares.En el rectificado cilíndrico exterior y longitudinal la pieza gira y se desplaza axialmente(Fig. 3) El avance longitudinal es, para cada vuelta completa de la pieza, igual a 2/3 de laanchura del disco para que se superpongan las pasadas del disco.En el rectificado cilíndrico exterior ytransversal (Fig. 4) (rectificado enprofundidad) la dirección del avanceprincipal es perpendicular (transversal)a la superficie mecanizada.El rectificado cilíndrico interior se realizapara rectificar orificios. Son usuales losrectificadoscilíndricos interioresperiféricos longitudinal y transversal(Fig. 5) (rectificado en profundidad).Fig. 4Rectificadocilíndrico, exterior yperiférico, longitudinal.El diámetro del disco no debesobrepasar los 2/3 del diámetro delorificio para que la superficie de contactoentre el disco y la pieza mecanizada nosea excesivamente grande, a fin deevitar un calentamiento elevado unamala evacuación de las virutas.Rectificadocilíndrico, exterior yperiférico transversalFig. 5Rectificado cilíndrico,interior y periférico,longitudinal26Rectificado cilíndrico,interior y periférico,transversal.
RECTIFICADORA PLANAReglas de trabajo en el rectificadoSe puede rectificar en tres etapas Rectificado de desbaste: Arranque de virutas fuertes, mejora de la forma de lapieza mecanizada. Eliminación de estrías. Rectificado de acabado: Mejora del acabado superficial, medidas finales deacuerdo con ISO-calidad 5. Rectificado fino: Mejora ulterior del acabado superficial de acuerdo con ISOcalidades 3 y 4.Para estas tres etapas son apropiados los siguientes discos y profundidades de corte.Desbaste: grano 40 a 60Profundidad de corte 10 a 30 mmAcabado: Grano 80 a 100Profundidad de corte 5 a 15 mmAcabado fino : Grano 200 a 300Profundidad de corte 1 a 8 mmSobremedida para el rectificado. Depende del tamaño de la cota, por ejemplo, eldiámetro, y oscila entre 0,1 y 0,6 mm.Aproximación (profundidad de corte). Según el procedimiento del rectificado varía de0.002 a 0.03 mm.Rectificado en seco: El polvo producido debe ser aspirado.Rectificado húmedo: Para piezas templadas y cuando el disco debe desgastarse poco,se rectifica en húmedo. El líquido refrigerante y lubricante (agua con aditivos de carbonatosódico, jabón, aceite, etc) descarga el calor y el polvo.Cuerpo de rectificarDisco de regulaciónRectificado de perfiles, rectificado por generación, etc.Las Figuras 6, 7, 8, y 9 muestran otros ejemplos derectificado, tales como el cilindro sin centros, de rosca,perfiles, por generación. Además son posibles otrasmuchas combinaciones longitudinal, transversal,giratorio y oblicuo con superficies a mecanizarinteriores o exteriores.Pieza a rectificarFig. 6RECTIFICADO CILÍNDRICO, INTERIORY PERIFÉRICO, Y LONGITUDINAL(RECTIFICADO CILÍNDRICO SIN CENTROS)Cuerpo de rectificarPieza de rectificarFig. 7Fig. 8Fig. 9RECTIFICADO HELICOIDAL,EXTERIOR Y LONGITUDINALRECTIFICADO DE PERFILES,EXTERIOR Y LONGITUDINALRECTIFICADO POR GENERACIÓN, CONTINUO.27
RECTIFICADORA PLANAProcedimientos para el rectificado de piezas1. Seleccionar la rueda. La información previa es útil al hacer esto.2. Limpiar el husillo. Utilizar una tela suave para quitar cualquier polvo o suciedad delhusillo. Verificar que la mesa esté protegida por una tela para prevenir melladuras olevantamientos de rebabas por las herramientas que se colocan sobre ella.3. Hacer la prueba del anillo a la rueda(Fig. 10). Es una precaución de seguridadque se debe tomar cada vez que se instalauna rueda.Fig. 104. Montar la rueda. La rueda debe entrarjusta en el husillo, y la brida exterior debeser del mismo tamaZo que la interior, comose ilustra en la Fig. 11. Esta rueda tienesecantes o empaques adheridos, pero siestuvieran daZados o no los tuviera, esnecesario obtener secadores nuevos.También se deben revisar las bridasocasionalmente en busca de melladuras orebabas y para verificar su igualdad desuperficie. La brida queda sostenida poruna tuerca.Fig. 115. Apretar la tuerca. La tuerca debe apretarse firmemente. Los secantes toleran un pocode fuerza extra, pero si cualquiera de las bridas está alabeada o fuera de igualdad desuperficie, puede agrietarse la rueda. El apriete excesivo también puede agrietarse aésta.8. Hacer el careado de la rueda (Fig. 12). Esta operación consiste en carear la rueda paraquitarle material, de manera que el diamante pueda avanzarse cruzando la ruedarápidamente hacia atrás y hacia delante.Se usa refrigerante, debido a que elrectificado se hace en húmedo, pero amayor volumen que el que aparece en lailustración.Se redujo el gasto de refrigerante paralograr mejor visibilidad, pero en el careadoreal, el careador debe estarcompletamente baZado en refrigerante ono debe usarse refrigerante en absoluto.Fig. 1228
RECTIFICADORA PLANA11. Colocar los dos bloques para la primerarectificada (Fig.13). Obsérvese que loslados que tienen las V grandes están haciaarriba así como que los bloques estáncolocados cerca del centro de la mesa. Elpapel protege a la mesa y a las piezas detrabajo entre sí. Para un solo trabajo comoéste, la mayoría de los operarios tienden acoloca las piezas de trabajo en el centro dela mesa.Sin embargo, si la rectificadora está enuso constante, quizás no se utilice el papely cada grupo de partes se sitúen endiferente lugar sobre la mesa, para igualarel desgaste.Fig. 1312. Conectar la corriente de la mesa (Fig.14). El flujo magnético se aplica a estamesa moviendo una perilla de izquierda aderecha. En otras mesas, como la de tipoelectromagnético, el magnetismo seactiva por medio de un interruptoreléctrico.Fig. 1415. Ajustar los topes de la mesa principal. A los topes de la mesa principal se las llama aveces perros de viaje. Su propósito es fijar los límites entre los cuales puede viajar lamesa, y éstos se fijan por lo general una pulgada afuera de cada extremo de la pieza detrabajo. Todo lo que se necesita es asegurarse de que la rueda salga completamente delos extremos de la pieza de trabajo y deje un pequeZo lapso para dar el avance cruzadoentre cada dos pasadas transversales.16. Poner en marcha el husillo de la rueda de esmeril. Conéctese también el movimientode la bomba hidráulica si lo tiene su máquina. Como precaución, déjese trabajar la ruedadurante un minuto, teniendo cuidado de no colocarse a sí mismo ni permitir que alguienmás lo haga, en línea con el plano de rotación. Enseguida llévese la rueda de esmerilhasta que quede próxima a la pieza de trabajo. Se busca el punto más alto de la pieza detrabajo moviendo el avance transversal manualmente hasta determinar dicho punto.Cuando se encuentra, se ajusta la carátula del avance transversal automático, si lamáquina cuenta con tal avance.17. Abrir el avance de refrigerante (Fig. 15).Con el refrigerante pasando,, ajústese elavance descendente aproximadamente0.002 pulgadas. Teniendo alrededor de0.015 pulgada de material por remover decada dimensión, y dejando alrededor de0.003 y 0.005 pulgadas para los cortes deacabado, córtese de 0.010 a 0.012pulgadas de cada una de las caras de losdos extremos.29Fig. 15
RECTIFICADORA PLANADeterminar qué parte de este total ha de cortarse de cada lado o extremo, es algo que deordinario se deja al criterio del operario, excepto que esté cubierto en una hoja de trabajo.En este caso, tal vez lo mejor es remover unas cuantas milésimas de pulgada paralimpiado, hasta terminar el procedimiento de escuadrado.18. Poner a trabajar el avance cruzado de lamesa (Fig. 16). Con la potencia conectadatanto para el avance transversal comopara el cruzado, obsérvese la rueda yescúchese tratando de localizar ruidosraros que indiquen sobre carga al irseverificando el rectificado.Se avanza hacia abajo la rueda de 0.001 a0.002 pulgadas al terminar cada pasadcompleta transversalmente a las dossuperficies planas en cualquiera de losdos lados de la V grande en ambosbloques.Fig. 1626. Verificar todas las caras y los extremospor escuadra (Fig. 17). Para hacer estose requiere de una escuadra cilíndrica deprecisión y un indicador de carátula conlectura de 0.0001 pulgadas soportado porFig. 17un calibrador de alturas colocado sobreuna placa de superficie.Corríjase cualquier error de escuadra por rectificado de retoque, utilizando calzas depapel poroso bajo un lado para hacer que la superficie defectuosa quede paralela a lamesa magnética. El papel poroso debe ponerse bajo el lado grueso.27. Verificar las dimensiones. Esto se puede hacer usando un micrómetro de lectura a ladiezmilésima (Fig. 18) o utilizando bloques de calibración.Fig. 1830
RECTIFICADORA PLANADISCO ABRASIVOSLos discos abrasivos (Fig. 1) son cuerposcompactos formados por partículas abrasivasy aglomerantes que, mediante un rápidomovimiento de giro, fuerzan al abrasivo aarrancar viruta de la pieza que se trabaje.Disco abrasivorecto DIN 69120Nº de referenciapedidos 25/46Nº de producto360560A 60 K5 VObservaciónDimensiones400x50x127Velocidad máximaAprox. de la piezaMano Carror.p.m.1900 2300Vel. periférica m/s3025Los granos embotados se separan del discodejando a otros granos de cantos vivos enposición de corte.EmpresaFig .1Composición del disco abrasivoPara adaptar las propiedades del disco abrasivo al material de la pieza a mecanizar, se varíandistintas características:Abrasivos materiales de los que están compuestos los granos.Granos tamaños de las partículas abrasivas.Grados de dureza resistencia de la aglutinaciónConsistencias porosidad del disco abrasivoAglomerantes materiales que aglutinan a las partículas abrasivas.ConsistenciaSe entiende por consistencia el tamaño ynúmero de poros del material que compone eldisco y la proporción de abrasivo yaglomerante en el volumen total.1 2 3 4 5 6 7 8 910 11 1 2 1 3 1 4 1 5Consistencia cerradaConsistencia abiertaAbrasivosLos abrasivos más usuales actualmente son los óxidos de aluminio fundidos en hornoeléctrico y llamados corindones.Se utilizan también los carburos de silicio que,CorindónADiamanteDcomo todos los carburos, son muy duros yNitruro de boro Bquebradizos. El diamante y el nitruro de boro Carburo de silicio Cse emplean principalmente en bandasabrasivas.GranoSe entiende por grano el tamaño de laspartículas abrasivas. Los números de granocorresponden al número de mallas porpulgada del tamiz donde han sido cribadas laspartículas.Para el diamante y el nitruro de boro ladesignación corresponde al ancho de malladel tamiz en 00120150180Muy fina22024028032040050060080010001200
RECTIFICADORA PLANAGrano de durezaSe entiende por grado de dureza deldisco abrasivo, la característica delaglomerante de sujetar los granosabrasivos o de dejar que se rompan.Una aglomeración es dura si mantienelos granos largo tiempo y débil si losgranos se separan ariamente blandoMuy blandoBlandoMedioDuroMuy duroExtraordinariamente duroAglomeranteLas distintas materias aglomerantes dan al disco abrasivo un comportamiento quebradizo oelástico. (Fig. 2)VSRRFBBFEMgAglomerante cerámicoAglomerante de silicatoAglomerante de cauchoAglomerante de caucho reforzado con material fibrosoAglomerante de resina sintéticaAglomerante de resina sintética reforzada con material fibrosoAglomerante de goma lacaAglomerante de magnesitaEjemplo:Disco abrasivo DIN 69120-A 400 X 50 X 127-A60K5 V-60Designación de un disco abrasivo con forma de corona A, de diámetro exterior d1 400 mm,anchura b 50 mm, orificio d2 127 mm, abrasivo corindón A, grano 60, grado de dureza K,consistencia 5, con aglomerante cerámico V, para velocidad periférica hasta 60 m/s.Selección de las ruedas de esmerilLa selección correcta de las ruedas de esmeril para un trabajo definido es muy importante.Existen una inmensa variedad en las ruedas, de entre las cuales hay que seleccionar una,siendo esto un tanto difícil por los muchos factores implicados. Los factores que debenconsiderarse al ordenar una rueda, son:1.- Tamaño y forma de la ruedaLas formas principales de las ruedas de esmeril, han sido normalizadas por el UnitedStates Departament of Commerce y por la Grinding Wheel Manufacturers Association.Las formas normalizadas disponibles, se muestran en la Fig. 2.DiscorectoDisco de segmentospara rectificado planoDisco de platopara afilado deherramientasDiscos de copacilíndrica y cónicoMuelasde vástagaFig. 2 - Formas geométricas de cuerpos de rectificar según DIN 69120 a 6918632
RECTIFICADORA PLANATeniendo cada tipo su número correspondiente. Estas normas pueden obtenerse decualquier fabricante de ruedas. Las ruedas esmeriladoras del tipo recto, se hannormalizado de acuerdo con la cara. Estas ruedas se emplean para esmerilar contornosespeciales y para afilar sierras.Formas normales de las ruedas esmeriladorasDEpDEEATIPO 2 - ANILLO - ANTIPO 1 - RUEDA RECTA - RTDDrDDbPoEb EAATIPO 4 - CONICO DOS LADOSTIPO 5 - REBAJADO DE UN LADO - ULDEpPaDDrEEEfPbAATIPO 6 - COPA RECTA - CRTIPO 7 - REBAJADO DOS LADOS - DLDEpDDfLpDfEbEEEfADbADfTIPO 12 - PLATO - PLTIPO 11 - COPA CONICA - CCDDrDEbDrEbEEAErADbDbTIPO 51 - ESPECIALTIPO 13 - PLATILLO33
RECTIFICADORA PLANACaras normales de las ruedas de esmeril3m/m3m/m90º60º45º65ºAEBCDR 3E10E60ºR65º60ºR65º80º80ºRFER 3m/mR60ºE2R3m/mEEGHR E8S E323º60ºR E8E23ºSREEIJAR 8R 7E10KLR EEEx90ºAc45ºN45ºO34
RECTIFICADORA PLANAOtras formas de las muelas abrasivas - con vástago para pulirDEDAATIPO DCDISCO DE CORTETIPO 27 - BDADISCOS DE DESBASTER1REETIPO 16TIPO 17RRDAJDADADEDARDAAEEEETIPO 19TIPO 18 RTIPO 19 RTIPO 17 R2.- Clase del abrasivoLa decisión de utilizar bien sea carburo de silicio u óxido de aluminio,
RECTIFICADORA PLANA Rectificado superficial El rectificado de superficies lisas o planas, se conoce como rectificado superficial. Con este objeto, se han diseñado dos tipos de máquinas, las del tipo de esmeriladora con una mesa recíprocante y las que tienen una mesa rotatoria para el trabajo.