Transcription
CAPÍTULO 3:INSTRUMENTACIÓN YCONTROLPLANTA DE PRODUCCIÓN DE CLORURO DE VINILOpág. 0
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónÍNDICE3.1 INTRODUCCIÓN . 13.2 CONCEPTOS Y DEFINICIONES BÁSICAS . 13.2.1 DEFINICIÓN DE CONTROL . 13.2.2 DEFINICIÓN DE INSTRUMENTACIÓN . 23.2.3 OBJETIVOS DEL SISTEMA DE CONTROL. 33.2.4 LAZOS DE CONTROL E INTERLOCKS. 43.2.4.1 METODOLOGÍAS DE CONTROL . 43.2.5 PLC . 73.2.6 NOMENCLATURA . 73.2.6.1 NOMENCLATURA DE LOS LAZOS DE CONTROL . 73.2.6.2 NOMENCLATURA DE INSTRUMENTACIÓN . 83.3 ARQUITECTURA DEL SISTEMA DE CONTROL . 93.4 INSTRUMENTACIÓN . 113.4.1 ELEMENENTOS PRIMARIOS . 113.4.1.1 MEDIDORES DE CAUDAL . 113.4.1.2 MEDIDORES DE NIVEL . 123.4.1.3 MEDIDORES DE TEMPERATURA . 143.4.1.4 MEDIDORES DE PRESIÓN . 143.4.2 FICHAS DE ESPECIFICACIONES DE LOS ELEMENTOS PRIMARIOS . 163.4.2.1 SENSORES Y TRANSMISORES DE CAUDAL . 163.4.2.2 SENSORES Y TRANSMISORES DE TEMPERATURA . 173.4.2.3 SENSORES Y TRANSMISORES DE PRESIÓN . 183.4.2.4 SENSORES Y TRANSMISORES DE NIVEL . 203.4.3 CONTROLADOR Y UNIDADES REMOTAS . 223.4.3.1 PERIFERIA ET 200iSP . 233.4.4 FICHA DE ESPECIFICACIÓN DEL PLC . 253.4.5 FICHAS DE ESPECIFICACIONES DE LAS UNIDADES REMOTAS . 263.4.5.1 ÁREAS 100 Y 400 . 263.4.5.2 ÁREAS 200 Y 300 . 27
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.5 LISTADO DE LAZOS DE CONTROL . 283.6 LISTADO DE INSTRUMENTACIÓN . 303.7 DESCRIPCIÓN Y DIAGRAMAS DE LOS LAZOS DE CONTROL, ÍTEMS YMONOTORIZACIONES. 333.7.1 INTERCAMBIADORES . 333.7.1.2 LAZO DE CONTROL DE TEMPERATURA DE LA LÍNEA DE PROCESO . 333.7.2 COLUMNAS DE DESTILACIÓN . 413.7.2.1 LAZO DE CONTROL DEL DIFERENCIAL DE PRESIÓN . 413.7.2.2 LAZO DE CONTROL DE NIVEL . 443.7.2.3 LAZO DE CONTROL DE LA TEMPERATURA DE CABEZAS DE COLUMNA . 473.7.2.4 LAZO DE CONTROL DE LA TEMPERATURA DEL DEPÓSITO DE REFLUJO . 503.7.2.5 LAZO DE CONTROL DE PRESIÓN DEL DEPÓSITO DE REFLUJO . 533.7.3 COLUMNA FLASH . 563.7.3.1 LAZO DE CONTROL DE NIVEL . 563.7.3.2 LAZO DE CONTROL DE PRESIÓN . 583.7.4 COLUMNA DE ABSORCIÓN . 603.7.4.1 LAZO DE CONTROL DE TEMPERATURA . 603.7.4.2 LAZO DE CONTROL DE NIVEL . 623.7.5 REACTORES . 643.7.5.1 LAZO DE CONTROL DE TEMPERATURA . 643.7.5.2 LAZO DE CONTROL DE CAUDAL A LA ENTRADA . 683.7.5.3 LAZO DE CONTROL DE PRESIÓN . 723.7.6 TANQUES DE ALMACENAMIENTO DEL CLORURO DE VINILO . 763.7.6.1 LAZO DE CONTROL DE TEMPERATURA . 763.7.7 DESCARGA DE LOS TANQUES DE ALMACENAMIENTO. 793.8 BIBLIOGRAFIA . 80
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.1 INTRODUCCIÓNUna planta química está constituida por un número de equipos e instrumentos, loscuales se complementan para establecer un objetivo definido. Para poder controlar lasoperaciones del proceso se implementa un sistema de control automático ymonitorizado. La implementación de un sistema como éste es imprescindible parapoder garantizar la máxima eficacia de los equipos, mantener la seguridad de la planta yproducción, evitar accidentes y fallos durante el proceso, no dañar el producto final yevitar la síntesis de de productos no deseados.Un sistema de control automático y monitorizado consta de un grupo compuesto pormedidores, controladores, transmisores de señal, válvulas de control, un sistema demonitorización y una supervisión continua.A continuación, en este apartado, se definen los conceptos de control einstrumentación implantados en dicho sistema y los elementos instalados en elproceso.3.2 CONCEPTOS Y DEFINICIONES BÁSICAS3.2.1 DEFINICIÓN DE CONTROLPara facilitar la comprensión, es necesario saber algunos conceptos de definiciónbásicos sobre las diferentes variables que se pueden encontrar en un sistema decontrol. Variable de entrada: todo el efecto posible que puede generar los alrededoressobre el proceso. Dicha variable se puede clasificar en dos categorías distintas;variables manipuladas o perturbación, la primera consta de aquellas variablesque son ajustadas a conciencia de un operario, mientras que la segunda trata devariables las cuales no tenemos control sobre ellas. Variable de salida: todo el efecto posible que puede generar el proceso a losalrededores. Variable controlada: es aquella variable que se desea mantener en un valordefinido.pág. 1
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación Punto de consigna o setpoint: valor deseado por la variable controlada. Exceptoen las operaciones de puesta en marcha o parada de la planta, este valor quedaconstante llevando a cabo un control de regulación.Error o offset: es la diferencia que hay entre la variable controlada y el punto deconsigna.3.2.2 DEFINICIÓN DE INSTRUMENTACIÓNSe definen los conceptos de definición básica sobre la instrumentación del sistema decontrol. Sensor: instrumento que mide un fenómeno físico o químico de la variablecontrolada, perturbación o variables secundarias. Los sensores pueden medirvariables de entrada, salida o perturbaciones, dependiendo de la metodologíade control que se aplique. Transmisor o transductor: responsable de convertir la magnitud física o químicaque mide el sensor en una señal que puede ser transmitida a distancia sin sufrirvariaciones. Controlador: elemento que recibe la señal que envía el transmisor de la variablemedida, calcula la acción en función del control programado y envía una señal.Existen diferentes tipos de controladores: Controlador On-Off: es el controlador más simple que existe. La respuesta esindependiente a la diferencia entre la variable medida y el punto deconsigna. Controlador PID: este tipo de controladores genera una respuesta enfunción de la diferencia entre la variable medida y el punto de consigna.Existen tres tipos de acciones:-Acción proporcional (P): la respuesta del sistema es proporcional alerror que se somete con el setpoint. Presenta un offset, es decir, unadiferencia entre el valor de la variable controlada establecida y elvalor setpoint.-Acción integral (I): la respuesta del sistema tiene en cuenta el erroracumulado, eliminando así el problema offset que presenta la acciónproporcional.-Acción derivativa (D): la respuesta del sistema es anticipativo.Consiste en la variación del error en un diferencial de tiempo, lo cualgenera una disminución de las oscilaciones que presenta la acciónintegral o proporcional, ralentizando así la respuesta del controladorcon un comportamiento más robusto. Elemento final o actuador: elemento que recibe la señal del controlador y actúasobre la variable manipulada.pág. 2
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónExisten diferentes clases de señales, las más típicas son las señales eléctricas deintensidad (4-20 mA), las señales neumáticas (0,2-1 bar) o las señales digitales. Esimportante que la señal no se vea afectada durante el recorrido desde el transmisorhasta el controlador. Principalmente, las señales se dividen en digitales o analógicas, lasprimeras solo forman un solo estado, 1 ó 0, es decir, si están en modo on-off, y lassegundas informan sobre un rango de valores como por ejemplo un caudaldeterminado o una apertura específica de la válvula de control. Digital intput (DI): son aquellas señales digitales que recibe el PLC deltransmisor.Digital output (DO): son aquellas señales digitales que envía el PLC al elementofinal.Analogic intput (AI): son aquellas señales analógicas que recibe el PLC deltransmisor.Analogic output (AO): son aquellas señales analógicas que envía el PLC alelemento final.3.2.3 OBJETIVOS DEL SISTEMA DE CONTROLCada sistema de control está configurado de una forma u otra para llevar a cabo unobjetivo concreto, es por ellos necesario saber cuáles son los objetivos principales de unsistema de control.En primer lugar tenemos la seguridad, existen en el proceso algunas partes que seidentifican como zonas peligrosas y es por ello que todas las unidades del procesodeben operar con normalidad por tal de poder garantizar a sus empleados y al resto delproceso la máxima seguridad.En segundo lugar la tasa de producción, éste es el objetivo principal de la planta, laproducción de un producto determinado para su venta a posterior.Las empresas se especifican para realizar la producción de un producto determinadopara así asegurar el abastecimiento de sus clientes. Aquí es donde interviene el sistemade control, el cual proporciona una regulación del consumo de las materias primas asícomo la conversión de las reacciones químicas y el máximo beneficio de los reactivos.En tercer lugar, la estabilización del proceso, consiste en eliminar las perturbacionesexternas que puedan alterar la operación en la planta. Para ello, es necesario conocerpág. 3
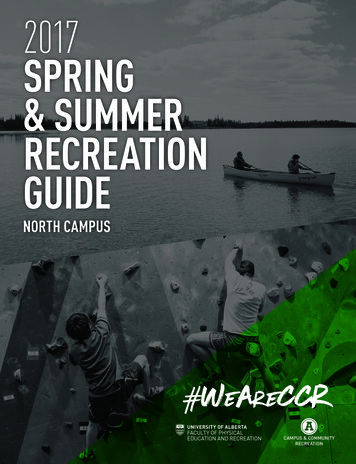
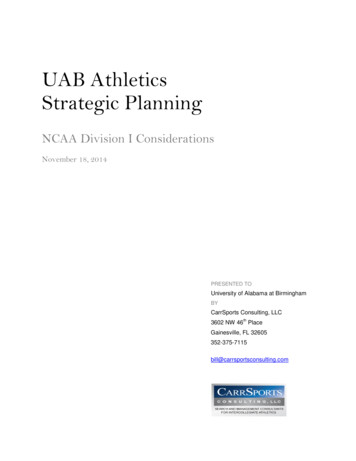
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónlos alrededores sobre el proceso, que normalmente están fuera del control deloperador.Por último está presente la calidad del producto, pues todos los productos debencumplir unas especificaciones de calidad. Para poder garantizar esta calidad, se instalansistemas de control en los equipos, ya sean equipos de purificación o de generación.3.2.4 LAZOS DE CONTROL E INTERLOCKSLa diferencia principal entre un lazo de control y un interlock es el marco de referenciadeterminado por la seguridad del proceso.Por un lado, tenemos los lazos que controlan y corrigen el proceso cuando existe unadesviación del punto de consigna, éstos ejercen controles regulados y son sistemasdonde la variable oscila entre un rango de valores y se utilizan válvulas de regulaciónjunto con señales analógicas.Por otro lado, los interlocks, en cambio, identifican los fallos que pueden hacer que elproceso deje de ser seguro y actúan sobre ellos y sus posibles efectos. Son sistemas deltipo todo-nada donde se implantan válvulas automáticas y señales digitales.3.2.4.1 METODOLOGÍAS DE CONTROLExisten diferentes configuraciones de lazos de control, cada una con sus potenciales ydebilidades. A continuación, se describen los principales lazos más utilizados. Control por retroalimentación o feedback. Consiste en tomar medida de lavariable controlada a la salida y realizar una comparación con el punto deconsigna establecido. En el caso que existiese desviación, entonces se aplica laacción necesaria para intentar reducirla al máximo. Esta metodología es la másutilizada en la industria química, no se anticipa a la desviación, solo actúacuando ésta es detectada.pág. 4
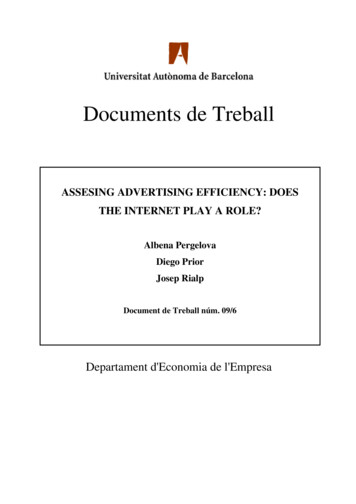
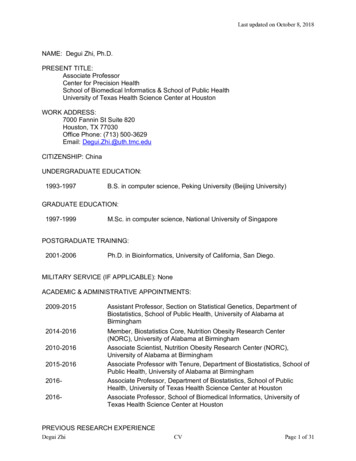
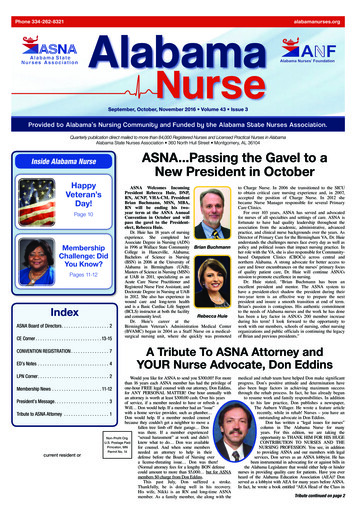
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónFigura 1: Esquema de control feedback. Control anticipativo o feedforward. Este tipo de control se adelanta al cambioque pueda provocar una perturbación sobre la variable controlada. En estametodología la variable que se mide no es la controlada, si no la perturbación, yel control elige la acción necesaria para minimizar el efecto de la perturbación ala variable controlada.Figura 2: Esquema de control feedforward. Control en cascada. Se trata de una mezcla entre un control anticipativo y uncontrol por retroalimentación y se basa en corregir el error que provoca laperturbación actuando sobre el proceso rápidamente, midiendo una variableinterna que se vea afectada por la perturbación antes que la variable de salida.Este tipo control está compuesto por un lazo interno y un lazo externo. El lazoexterno mide la variable controlada, es el que tiene el punto de consigna fijado,mientras que el lazo interno mide la variable interna modificada por laperturbación y su punto de consigna se fija según el lazo externo.pág. 5
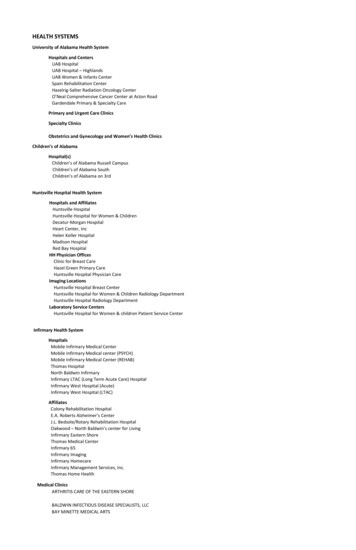
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónFigura 3: Esquema de control en cascada. Split range control. También llamado control de rango dividido, en este tipo decontrol, el controlador da una señal de actuación a más de un elemento final,modificando así más de una variable manipulada, en base a una sola variablecontrolada. Se trata de mantener constante la variable medida mediante dos omás variables. Estas variables modificadas, mantienen una relación fija entreellas.Figura 4: Esquema de control Split range. Ratio control. También conocido como control de relación, este tipo de controlse basa en mantener constante la relación entre algunas variables del sistema.Una de estas variables actúa como perturbación y la otra variable con la quemantiene la relación es manipulada con la finalidad de conseguir la relacióndeseada, seguidamente, el controlador da una señal de acción a un actuador.pág. 6
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónFigura 5: Esquema de control ratio control.3.2.5 PLCEl PLC (Programmable Logic Controller) es un aparato electrónico utilizado para elcontrol de circuitos complejos de automatización.Las ventajas de este tipo de aparatos son sus dimensiones tan reducidas, las cualespermiten un montaje fácil, así como su programación, con la gran posibilidad decontrolar varios equipos a la vez.Los PLC funcionan de forma cíclica y secuencial, repite la secuencia básica de operaciónuna vez detrás de otra haciendo una lectura de las señales que entran, procesando elprograma y obteniendo señales de control hasta la salida. Las señales leídas del móduloa la entrada se guardan en una memoria temporal (imágenes de entrada), entonces elPLC actúa de tal manera que ejecuta el programa y obtiene las señales de salida en otramemoria temporal (imágenes de salida). Estas últimas, se transfieren a la misma vez almódulo de salida.3.2.6 NOMENCLATURA3.2.6.1 NOMENCLATURA DE LOS LAZOS DE CONTROLLa nomenclatura de los lazos de control consiste en tres términos separados porguiones según A-B-C, que ubican e identifican las propiedades del lazo: A, hace referencia a la variable controlada. B, designa el equipo sobre el que se realiza el control. C, hace referencia al nombre del lazo de control.pág. 7
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónTabla 1: Nomenclatura de las variables controladas.VARIABLECaudalDiferencial de plo: T-E201-1, lazo de control número 1, situado en el área 200, en el equipo E201y que controla la temperatura.3.2.6.2 NOMENCLATURA DE INSTRUMENTACIÓNPara identificar la instrumentación, se utiliza la nomenclatura A-B-C, la misma que enel anterior apartado: A, indica la variable medida. B, indica el tipo de instrumento utilizado. C, identifica el equipo donde se aplica el lazo. D, hace referencia al número de lazo de control que contiene el equipo.Tabla 2: Nomenclatura de la instrumentación.SÍMBOLOINSTRUMENTOTTransmisor y sensorHVVálvula automáticaCVVálvula de controlPCVVálvula de blanqueoPSVVálvula de seguridad, alivio de presión y vacíoAHAlarma valor máximoALAlarma valor mínimoIIndicadorICControlador e indicadorSHSensor y transmisor fijo de valor altoSLSensor y transmisor fijo de valor bajoEjemplo: T-T-E201-1, identifica un transmisor en lazo de control número 1, situado enel área 200, en el equipo E201 y que controla la temperatura.pág. 8
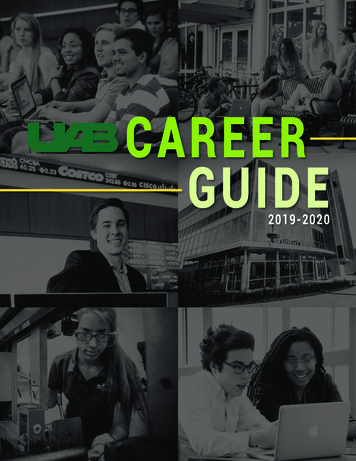
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.3 ARQUITECTURA DEL SISTEMA DECONTROLLa arquitectura define la estructura que sigue todo sistema de control en una plantaquímica. Una vez definida, se procede a la identificación de todos los instrumentos yaccesorios que son necesarios para realizar el control de la planta de operación. Paraello, es necesario contar el número de señales y del tipo que son, por tal dedimensionar el sistema de control.La arquitectura de control que se implementa en OSMAN Industries se basa en unsistema centralizado, que consta de un único PLC instalado en un armario eléctrico en lasala de control, formado por una periferia. Este PLC se comunica con la periferiamediante Profibus, un estándar de comunicación por un bus de campo, es decir, unsistema de transmisión de información que simplifica la instalación y operación demáquinas y equipamientos industriales utilizados.La periferia está formada por una unidad remota de entradas y salidas, las cuales seencargan de enviar las señales de la instrumentación hasta el PLC y viceversa.Dependiendo del número de señales de cada área, una periferia es capaz de controlarcierto número de áreas. Las unidades remotas de E/S están formadas generalmente poruna o varias alimentaciones, por módulos de E/S entre los cuales están los digitales y losanalógicos, dependiendo del tipo de señal y de las necesidades.Es necesario diferenciar las zonas ATEX, ya que los módulos de entradas y salidas de unazona ATEX no pueden conectarse a la misma unidad que una zona no ATEX.El PLC se comunica de manera bidireccional con el sistema HMI (human machineinterface) conocido también como SCADA (Supervisión, Control y Adquisición de Datos),es un concepto que se utiliza para realizar un software de control para ordenadores quepermite controlar y supervisar procesos industriales a distancia, facilitaretroalimentación en tiempo real con dispositivos de campo (sensores y actuadores) ycontrola el proceso automáticamente, provee de toda la información que se genera enel proceso productivo y permite su gestión. El SCADA, por lo tanto, permite hacer unseguimiento de las variables controladas y manipuladas, configurar alarmas y modificarlos puntos de consigna de las variables controladas.Existen diferentes tipos de arquitectura de control: DDC (Digital direct control). Es un sistema centralizado en el que todas lasmedidas se llevan a cabo en la sala de control, donde varios ordenadorespág. 9
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónejercen el control directo de los lazos existentes en la planta, enviando lasseñales neumáticas a los actuadores. Consiste de un diseño muy flexible, pero elhecho que trabaje muy cerca al punto óptimo de operación hace que un fallodel ordenador pueda significar el total descontrol del proceso. Es por esta razón,la cual este tipo de controles no se utiliza actualmente en la monitorización ycontrol de procesos industriales. DCS (Distributed control system). Es un sistema de control distribuido, donde losordenadores se distribuyen al largo de toda la planta, controlando así cada unade las secciones. Este tipo de sistemas controlan des de cerca del proceso, asíque previenen los ruidos que se puedan originar en transmisiones largas y evitanla congestión de cables de control.En este caso se emplea el sistema centralizado, ya que es el que mejor se adaptaa las dimensiones del control de la planta, suponiendo un ahorro considerablepor el hecho de no emplear varios PLC.PLCSCADASala de controlA100 i A400A200 i A300CampoUNIDADES REMOTAS DE E/SFigura 6: Representación de la arquitectura del sistema implantado.pág. 10
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.4 INSTRUMENTACIÓN3.4.1 ELEMENENTOS PRIMARIOSLos elementos primarios son aquellos equipos encargados de medir la magnitud de unavariable, convertirla en una señal y transmitirla al controlador. Por lo tanto los sensoresy trasmisores usados en esta planta pertenecen a este grupo.Asimismo elegir la instrumentación se ha tenido en cuenta la resistencia a la corrosión,las elevadas presiones en algunos puntos concretos y las temperaturas y que funcionencon alimentación de 24V, energía inferior a la que una atmósfera explosiva necesitapara explosionar. Es decir, que los instrumentos descritos a continuación son aptos paralas diferentes zonas ATEX.3.4.1.1 MEDIDORES DE CAUDALPara medir el caudal se usa un sensor del tipo Coriolis. El principio de medición se basaen la generación controlada de fuerzas de Coriolis. Estas fuerzas están siemprepresentes en un sistema cuando se superponen tanto los movimientos de traslacióncomo los de rotación.La amplitud de la fuerza de Coriolis depende de la masa móvil, su velocidad en elsistema y, por lo tanto, del flujo de masa. En lugar de una velocidad de rotaciónconstante, el sensor utiliza la oscilación. En el sensor, dos tubos de medición paralelosque contienen fluido fluyente, oscilan en antifase actuando como un diapasón. Lasfuerzas de Coriolis producidas en los tubos de medición causan un cambio de fase enlas oscilaciones del tubo (figura 7): Con flujo cero (cuando el fluido está parado), los dos tubos oscilan en la fase (1). El flujo másico provoca la desaceleración de la oscilación en la entrada de los tubos (2)y la aceleración en la salida (3).Figura 7: Funcionamiento de sensores Coriolis.pág. 11
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónLa diferencia de fase (A-B) aumenta al aumentar el flujo de masa. Los sensoreselectrodinámicos registran las oscilaciones del tubo en la entrada y la salida. Elequilibrio del sistema está garantizado por la oscilación antifase de los dos tubos demedición.Las ventajas de la instalación de este sensor son la máxima seguridad del proceso, lamenor cantidad de puntos de medición y la posibilidad de trabajar fase gas. Además esresistente a un amplio rango de temperaturas y presiones.Los fabricantes recomiendan para evitar errores de medición derivados de laacumulación de burbujas de gas en el tubo de medición, evitar las siguientesubicaciones de montaje en la tubería: El punto más alto de una tubería. Una tubería en bajadaFigura 8: Sensor de caudal Proline Promass F 300 Coriolis.3.4.1.2 MEDIDORES DE NIVELLos sensores de nivel se encuentran en puntos de la planta como los tanques dealmacenaje y las columnas.En los tanques se usan sensores de dos tipos: sensores todo/nada (horquillas vibrantes)y sensores proporcionales de nivel.Los primeros se usan conectados a una alarma, tanto de nivel alto como de nivel bajo,que avisaran a los operarios de cuando está lleno o vacío un tanque.Los sensores de tipo proporcional envían una señal continua del nivel del tanque paraconocer el nivel exacto en cada momento.pág. 12
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónEn las columnas de separación se usan sensores de horquillas vibrantes ya que en estascolumnas debe haber un nivel de líquido mínimo para el correcto funcionamiento de losequipos siempre debe haber un nivel mínimo de líquido. Entonces el control de nivel delas columnas se ocupa de mantener siempre cubierto de líquido el sensor que se colocaen el punto requerido.Figura 9: Sensor de nivel proporcional Liquipoint FTW31.Figura 10: Sensor horquillas vibrantes Liquiphant FTL81.pág. 13
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.4.1.3 MEDIDORES DE TEMPERATURAPara medir la temperatura se utiliza una termo-resistencia, conocida como RTD(Detector de Temperatura de Resistencia). Estos termómetros de resistencia se basanen el principio de la variación de la resistencia eléctrica de un conductor metálico enfunción de la temperatura.En este caso, se trabaja con un sensor de temperatura de platino con una resistencia ala temperatura de 100 ohmios a 0ºC.El modelo concreto usado en esta planta es Omnigrad M TR10 de Endress and Hauser.Este es un sensor de película fina que mide entre -200 y 600 ºC con una altaresistencia a la corrosión y presión (hasta 75 bar) a la que se podría someter el aparato.Figura 11: Sensor de temperatura Omnigrad M TR10.3.4.1.4 MEDIDORES DE PRESIÓNComo medidores de presión se usan 2 tipos diferentes en esta planta.En las columnas de separación de usan medidores de diferencial de presión para elcontrol del reboiler.En los tanques y en los medidores de línea se usan sensores de presión absoluta.En ambos casos se usan medidores de sello de diafragma. El sello diafragma es unamembrana flexible que aísla el fluido de proceso del sensor de presión. El fluido deproceso ejerce presión sobre el sello diafragma, que se deforma y desvía el fluidoaislado. Esta desviación se transfiere a un puente de medida de la resistencia.pág. 14
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentaciónLa tensión de salida del puente se mide y evalúa. Además columna de fluido de proceso,más presión se ejerce sobre el sello diafragma.Para medir la presión diferencial se emplea el medidor Deltabar FMD72, que soporta lasexigencias de temperatura, presión y corrosión del proceso. Este instrumento seinstalará en las columnas de destilación para medir la presión diferencial y la relativa.Este sistema consta de dos sensores, uno de presión alta y uno de baja y un trasmisor.Ambos sensores envían una señal al transmisor que calcula la diferencia entre ellos yenvía la señal al PLC.Figura 12: Sensor de diferencia de presión. Deltabar FMD72.Como medidor de presión absoluta se usa el modelo Cerabar PMP55 de Endress andHauser. Éstos se colocan en los tanques o en las tuberías. El sensor de caudal ProlinePromass F 300 Coriolis también podría usarse como medidor de la presión en línea.pág. 15
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.4.2 FICHAS DE ESPECIFICACIONES DE LOSELEMENTOS PRIMARIOS3.4.2.1 SENSORES Y TRANSMISORES DE CAUDALHOJA DE ESPECIFICACIONESOSMAN IndustriesHoja1 de 1Cloruro de �NSensor y transmisor de caudalUnidad remota E/SCONDICIONES DE SERVICIOFluido de OS DE OPERACIÓNCoriolisAC 100-230 V4-20 mA HARTCaudal volumétrico 0,35%sisiDATOS DE CONSTRUCCIÓNPromass FBrida[-196-350]215X250 mm/DN 8 a 250CF3NPN 100, Clase 600, 63KEmpresaPlantaLocalidadDenominaciónSeñal enviada aFluidoEstadoNivel (m)Temperatura (ºC)Presión (Kpa)Elementos de medidaAlimentaciónSeñal de salidaVariable medidaInmersiónSensibilidadIndicador campoCalibradoTipo de sensorConexión a procesoTemperatura (ºC)Altura/diámetroMaterialPresión máximaTemperatura horizontal/verticalEndress and HauserModeloÍtemProline Promass F 300CoriolisF-R101-1, F-R102-1pág. 16
PLANTA DE PRODUCIÓN DE CLORURO DE VINILOCAPÍTULO 3: Control e instrumentación3.4.2.2 SENSORES Y TRANSMISORES DE TEMPERATURAHOJA DE ESPECIFICACIONESOSMAN IndustriesHoja1 de 1Cloruro de DENTIFICACIÓNSensor y transmisor de temperaturaUnidad remota E/SCONDICIONES DE SERVICIOFluido de OS DE OPERACIÓNTermoresistencia20V-250V4-20 mA HARTTemperatura[0,12-10] m 0,2 %nosiDATOS DE CONSTRUCCIÓNSensor Ithem StrongSens de Pt100Rosca[-200-600]10
sistemas de control en los equipos, ya sean equipos de purificación o de generación. 3.2.4 LAZOS DE CONTROL E INTERLOCKS La diferencia principal entre un lazo de control y un interlock es el marco de referencia determinado por la seguridad del proceso. Por un lado, tenemos los lazos que controlan y corrigen el proceso cuando existe una