Transcription
NuevosManufacturamateriales:Iuna odisea deañosPlan35.0002016Semestre 2017-2Grupo 01del homo habilis al homo sapiens
Manufactura IProcesos de Deformación Plástica Procesosdefundición Procesos deconformadomecánico Procesos apartir depolvos Procesos con arranquede viruta Procesos para modificarlas propiedades de losmateriales Procesos para unirpartes Procesos de acabadode superficies Procesos de conformadode polímeros ycerámicosProcesossecundariosProcesosprimarios
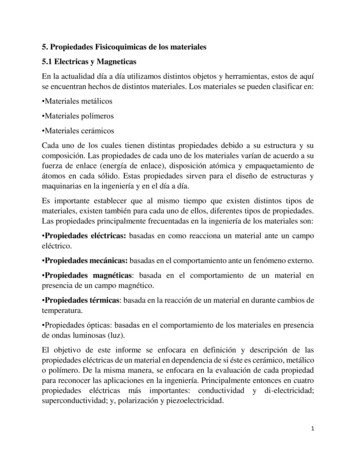
Manufactura IProcesos de Deformación PlásticaSe define a un proceso de conformado mecánico como aquelen donde se produce un elemento terminado osemiterminado mediante la deformación plástica del material.Por las condiciones del proceso (temperatura y velocidad dedeformación) estos se clasifican como:Trabajo en caliente: Temperatura de proceso mayor de 0.75 TfTrabajo en frio (se presenta endurecimiento); generalmentese desarrolla a temperatura ambienteTrabajo en tibio, 0.30 a 0.60 la temp de fusión
Manufactura IProcesos de Deformación PlásticaConformado Mecánico:En función del tipo de carga que produce la deformación:Procesos en los que se obtiene la forma final mediante ladeformación plástica del objeto, ésta puede ser por:1. Esfuerzos de compresión, forja2. Esfuerzos de compresión inducida o indirecta, extrusión3. Esfuerzos inducidos de Tracción; embutido4. Tracción biaxial, estirado de lámina5. Esfuerzos de corte, troquelado.
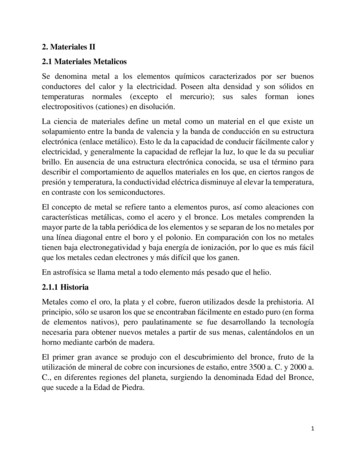
En caliente, setiene grandesdeformaciones,por ejemplo:Forja libre oabierta
Sin embargo en frío las deformaciones son muchomás limitadas y además habrá que considerar larecuperación elástica, por ejemplo el trabajo enlámina;Operación de Rechazado de chapa metálica
Descripción esquemática de los procesos de conformadomecánico más comunes:
También se pueden clasificar de acuerdo con lacaracterísticas del proceso Procesos Primarios; Grandes deformaciones,normalmente realizadas en caliente Procesos Secundarios o de acabado; seobtiene la forma final, son procesos en frío.
Procesos de deformación volumétrica.a. Formador de lazo durante la laminación de barras derefuerzo para construcción,b. Diferentes perfiles obtenidos por extrusión de aluminio.(a)(b)
Procesos más usualesDeformación volumétrica Laminación. Es un proceso de deformación por compresión directa, en el cual elespesor del lingote se reduce al pasar a través de dos rodillos que giran en sentidoopuesto, y cuya separación es menor que el espesor inicial del rodillo. Se efectúatanto en frío como en caliente. Forja. El material se deforma entre dos dados, de tal manera que la forma deldado se imprima para obtener la geometría deseada (forja en estampa).Geometrías simples forja libre. Grandes deformaciones, por lo tanto generalmenteen caliente; aunque puede ser en frío.
Procesos más usualesDeformación volumétrica Extrusión. Proceso de compresión indirecta en el cual se fuerza el metal a fluir através de la abertura de un dado para que tome la geometría de éste. El procesose realiza en caliente Estirado. En este proceso el diámetro de un alambre o barra se reduce cuando sehace pasar éste, por efecto de una fuerza de tracción, a través de la abertura deun dado.
Durante el trabajo con lámina se tienenoperaciones de:Doblado. El doblado implica la deformación de una lámina metálica oplaca para que adopte un ángulo con respecto a un ejeEmbutido (estirado). se refiere a la transformación de una lámina demetal en una forma hueca o cóncava.Corte. Este proceso se caracteriza en que las cargas aplicadas generanen el material solicitaciones superiores su resistencia al corte lo queproduce la separación de la chapa.
Trabajo en lámina:
Trabajo en lámina:Los diferentes elementos que forman la carrocería de un automóvil seproducen a partir de chapa metálica.
Chasis monocasco de un BMW serie 5En este caso las operaciones de estampado de láminason fundamentales. Los elementos que se observantienen una función estructural
Procesos de ConformadoMecánico en Frío.
Trabajo en fríode los metales.Características Mejor acabado superficial. Tolerancias dimensionales más estrechas. Cambio en las propiedades físicas (se pueden ajustar laspropiedades mecánicas de acuerdo con las necesidades delproducto). Mayor capacidad para ser deformados por cargas de tracción. Mayor consumo de energía para la deformación. Anisotropía. Necesidad de recocidos intermedios, en el caso de grandesporcentajes de deformación.
Procesos de Conformado Mecánico(deformación Plástica) en fríoEstiradoBarrasTubosAlambreRechazadoRechazado depotenciaEmbutido orja en fríoFormado lado de placaRebordeadoEngargoladoFormado conrodillosCorte oProcesos de rmados porPunzonadoenergíaCorte de cinta o eadoRanuradoLancetadoRasuradoCorte con cizallaalta
Procesos de Conformado Mecánico(deformación Plástica) en fríoEstirado de alambre y barra:Estos procesos se realizan en una prensa o banco de estirado, en el caso debarra se realiza una sola reducción de diámetro, mientras que en el alambrese tiene un proceso secuencial en el que el material va pasandosucesivamente en varios dados de estirado, pudiendo en algunos casos sersometido a un recocido en línea, esto es entre etapas subsecuentes deestirado.Dado que la carga de estirado es función del coeficiente de fricción entre eldado y el material, entonces es usual el uso de lubricantes que soporten laselevadas presiones que se generan durante el contacto de la herramienta conel material.El estirado puede ser en seco o en húmero (el dado se encuentra inmerso enel lubricante).
Procesos de Manufactura en fríoTrabajo en Chapa metálicaLaminado encalienteDecapadoEstirado del alambre (Alambrón) otubo (se aplican recocidosintermedios de ser necesario).UDIATEM
Procesos de Manufactura en fríoTrabajo en Chapa metálicaBanco de estirado de 5 etapasUDIATEM
Procesos de Manufactura en fríoTrabajo en Chapa metálicaBanco de estiradoUDIATEM
Dados de estirado
Estirado de tubo
Estirado de tubo
En el rechazado se consideraque el espesor inicial y finalson igualesRechazado de chapametálicaEn el rechazado de potencia la presión de laherramienta causa el flujo plástico del materialreduciendo el espesor de éste
RechazadoEl rechazado permitela fabricación decuerpos derevolución huecos
RechazadoDado que la deformación se produce alempujar el material sobre el mandril, enel caso de rechazado de potencia sepueden alcanzar reducciones deespesor de casi el 200% de la máximadeformación en tracción
El formado de cabezas y cuerpo de tornillos y tuercas en el caso dediámetros menores de 12 mm se puede realizar en fríoForja en fríoOperaciones de formado, recalcado yestirado
Forja rotatoria(suajeado rotatorio)
Acuñado
Remachado
Formado con rodillosÉste se utiliza para la producción deperfíles a partir de cinta metálica. Elformado se produce por etapas
Número de pasos ysecuencia empleadaen la formación de unperfilUdiatem
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaNuevos materiales:una odisea de 35.000 añosdel homo habilis al homo sapiensProf.Dr. Armando Ortiz Prado
Manufactura ISemestre 2017-1Diferentes perfiles utilizados con fines estructurales05 de septiembre de 2016Procesos de Deformación PlásticaPerfiles estructuralesVigas producidas porlaminación ( encaliente)Nuevos materiales:una odisea de 35.000 añosdel homo habilisal homo sapiensPerfiles producidos por el doblado de cinta alpasar entre rodillos formadores (en frío)Prof.Dr. Armando Ortiz Prado
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaRoladoSe puede aplicar a lámina o placa para formar elementos cilíndricos, la deformaciónse produce por flexión en tres puntos. Muchos textos y autores confunden estetérmino para referirse a el proceso de laminación lo cual se produce por unatraducción literal del termino ROLLING que es el utilizado en inglés para referirse a ladeformación entre dos rodillosUdiatem
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaRoladoChapaTubo
Manufactura ISemestre 2017-105 de septiembre de 2016RoladoProcesos de Deformación Plástica
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación Plástica¿Forjar o Troquelar?; La intención de todo proceso demanufactura es producir un elemento que cumpla con su función enun sistema, esto al mínimo costo (mínimo consumo de energía,mínimo consumo de materiales, mínima generación de efluentes,fácil reciclado, entre otros aspectos). Es por lo anterior que losmétodos para producir un cierto elemento pueden ser muy variados eirse modificando en el tiempo.La forja es un proceso que produce muy buenas propiedades en lapieza, pero por su complejidad resulta siempre costoso, es entoncesque se busca utilizar otros métodos más económicos como lafundición y el troquelado; en particular en las siguientes imágenes seobservarán algunos ejemplos de como los métodos de fabricación sehan transformado para permitir una mayor producción en menorestiempos y costos.
Diseños construidos conbase en piezas forjadas ymaquinadasManufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaColt 1911 (1909USA)
Diseños construidos conbase en piezas forjadas ymaquinadasManufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación Plástica30 M1 Carabina (1942USA)
DobladoNuevos materiales:una odisea de 35.000 añosdel homo habilis al homo sapiens
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaFuerza de Doblado 0 wt 2Fb klNuevos materiales:k 1.3una odisea de 35.000 añosdonde:w anchodelhomohabilisalhomosapienst espesor de la láminal distancia de doblado (entre apoyos)
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaEngargoladoNuevos materiales:una odisea de 35.000 añosdel homo habilis al homo sapiens
Engargolado
Manufactura ISemestre 2017-105 de septiembre de 2016Embutido.Usualmente los materiales más ocupadosen procesos de embutición son aquelloscon mayor ductilidad como las aleacionesde aluminio o cobre en comparación conlos aceros.Procesos de Deformación Plástica
Manufactura ISemestre 2017-105 de septiembre de 2016Embutido.Procesos de Deformación PlásticaRelación de embutido Piezas embutidas en acero. Es importantecuidar la relación entre el diámetro delmaterial a embutir y la altura de embutición. 0 fdonde 0 diámetro inicial f diámetro final (punzón)
Manufactura ISemestre 2017-105 de septiembre de 2016Embutición.Procesos de Deformación PlásticaEste proceso permite la obtención de piezas huecas de diversa forma (acopada, de caja,etc.). El principio básico consiste en empujar el material en forma de lámina sobre lacavidad de una matriz mediante un punzón.
Manufactura ISemestre 2017-105 de septiembre de 2016Embutición.Procesos de Deformación PlásticaEl esquema del proceso se muestra en la siguiente figura:f emb 0 t
Embutido
Formado mediantecorte de chapametálicaManufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaTroquel simple; 1.pernode freno ó límite, 2. Bujeguía, 3. Perno guía, 4.Tornillos de sujeción, 5.Espiga guía, 6. Perno, 7.Placa de fijación, 8 y 13.Porta troquel, 9. Punzón,10. Placa guía, 11. Cinta,12.matriz
Formado de chapamediante corte[Troquelado]Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaTroquel progresivo. En estese lleva a efecto unaoperación de punzonadopara después proceder altroquelado. 1. Punzón detroquelado, 2. Perno guía ode localización, 3. Matriz detroquelado, 4. Herramientade punzonado, 5. Matriz depunzonado, 6. Guía, 7. Cinta,8 pieza terminada, 9desperdicio
Formado de chapamediante corte[Troquelado]Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaOperación de un troquel compuesto que corta y embute. 1. Punzón de corte,2. Punzón de embutido, 3. Placa de soporte, 4. Matriz de corte, 5. Expulsor, 6.Cinta metálica a troquelar, 7. Perno de limitación o freno, 8. Pieza cortada, 9.Pieza ya embutida, 10. Pieza final, 11. Desperdicio o calavera.
Formado de chapamediante corte[Troquelado]Troquel progresivo de 10 etapas para alta producción.Nótese que las guías ya no emplean bujes sinosistemas antifricción
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaDibujo de ensamble de un troquel progresivo
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaTroquelado, punzonado.Aunque el principio del proceso es el mismo, se habla de troquelado cuando se genera elcorte a lo largo de una línea cerrada para separar la pieza del material circundante, y sehabla de punzonado cuando el material cortado es el que se desecha y el que permanecees la pieza deseada .TroqueladoPunzonado
Holgura entre matriz y punzón
TroqueladoDiferentes cintas en donde se observan las variadas etapas deproceso que se pueden tener en un troquel progresivo
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaTroquel progresivo abierto. Se puede observar que para facilitar su maquinado éste seestructuro en 3 secciones, las cuales son montadas al final en el portatroquel. Del ladoizquierdo se observa una cinta en que se muestran las diferentes etapas del procesamiento
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaTroquel progresivo y cinta en donde se observan lasdiferentes etapas del troquelado
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaSe trata de un proceso de conformado mecánico en frío en el cual elmaterial, generalmente acero, se deforma plásticamente por la acción de unfluido a muy alta presión.A la presión hidrostática aplicada se le adicionar una carga axial.Los materiales que más comúnmente son procesados por este métodoson; aceros al carbono, aceros inoxidables, cobre y sus aleaciones talescomo los latones, aluminio y sus aleaciones. En general se trata demateriales con buena ductilidad.
Manufactura ISemestre 2017-105 de septiembre de 2016Trabajo en FríoHidroformadoProcesos de Deformación PlásticaEl hidroformado se realiza a lámina y a tubo.Para el hidroformado se requiere de una matriz con la forma externa de lapieza a producir; la cual instala en una prensa. En el caso de tubos lapresión se aplica en el interior de éste una vez que la prensa ha cerrado lassemimatrices.Ventajas Reducción del peso, mediante la disminución de las soldaduras ysustituyendo piezas fundidas o estampadas. En el caso de utilizarfundición se reduce el peso. Para el estampado se pueden producirpiezas más complejas.
Manufactura ISemestre 2017-105 de septiembre de 2016Trabajo en FríoHidroformadoProcesos de Deformación PlásticaVentajas Mejores propiedades fa fatiga que en el caso de utilizar soldadura. Al reducir la recuperación elástica se pueden tener tolerancias másprecisas. Mejores propiedades mecánicas en general El proceso evita deformaciones plásticas localizadas, porconsecuencia fracturas durante el formado; así también evita elcolapso de tubos durante su deformación a flexión. Por este método se puede reducir el número de piezas, lo quedisminuye tiempo y costo. Permite reducir los desechos.
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación Plástica
Matriz parahidroformadoManufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación Plástica
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación Plástica
Equipo parahidroformado
Manufactura ISemestre 2017-105 de septiembre de 2016Procesos de Deformación PlásticaPor su AtenciónMuchas GraciasProf.Dr. Armando Ortiz Prado
Proceso de compresión indirecta en el cual se fuerza el metal a fluir a través de la abertura de un dado para que tome la geometría de éste. El proceso se realiza en caliente Estirado. En este proceso el diámetro de un alambre o barra se reduce cuando se hace pasar éste, por efecto de una fuerza de tracción, a través de la abertura .