Transcription
AN END-USER’S GUIDE TO CENTRIFUGAL PUMP ROTORDYNAMICSWilliam D. MarscherPresident & Technical DirectorMechanical Solutions, Inc.Whippany, NJ, USABill Marscher, P.E. foundedMechanical Solutions, Inc. in1996, which has grown to aninternational consulting firm of40. Bill is a long-standingmember of the Pump AdvisoryCommittee. He has BS and MSdegrees in MechanicalEngineering from CornellUniversity, and an MS in Mechanics from RPI. Billpreviously worked at Worthington Corp, DresserIndustries, Pratt & Whitney, and CNREC. He is pastpresident of the Society of Tribologists & LubricationEngineers, as well as the Machinery FailurePrevention Tech society of the Vibration Institute. Heis a member of the ISO TC108 Machinery StandardsCommittee, and is Vice Chair of the HydraulicInstitute Vibration Standards Committee.ABSTRACTThis tutorial outlines the basics of pump rotordynamicsin a form that is intended to be Machinery End Userfriendly.Key concepts will be defined inunderstandable terms, and analysis and testing optionswill be presented in summary form. The presentationwill explain the reasoning behind the HI (HydraulicInstitute), ISO (International Standards Organization),and API (American Petroleum Institute) rotor andstructural vibration evaluation requirements.Pump rotordynamic problems, including the bearingand seal failure problems that they may cause, areresponsible for significant maintenance and lostopportunity cost at many refineries, processing plants,water/wastewater plants, and electric utilities. Thistutorial discusses the typical types of pumprotordynamic problems, and how they can be avoidedin most cases by applying the right kinds of vibrationanalysis and evaluation criteria during the pump designand selection/ application process, as well as during anypost-installation troubleshooting. Although End Usersseldom are directly involved in designing a pump, it isbecoming more typical that the reliability-consciousEnd User or his consultant will audit whether the OEMhas performed due diligence in the course of pumpdesign, and will also check for systems problems suchas pump/motor torsional critical speeds. In the case ofrotordynamics, other issues include where the pump isoperating on its curve (preferably close to BEP), howclose the pump rotor critical speeds and rotor-supportstructural natural frequencies are to running speed orother strong forcing frequencies, how much vibrationwill occur at bearings or within close runningclearances for expected worst case imbalance andmisalignment, and whether or not the rotor system islikely to behave in a stable, predictable manner.When and why rotordynamics analysis might beperformed will be discussed, as well as what kinds ofinformation these analyses can provide to an End Userthat could be critical to reliable and trouble-freeoperation. A specific case history will be presented ofa typical problematic situation that plants have faced,and what types of solution options were effective atproviding a permanent fix.INTRODUCTIONBoth fatigue and rubbing wear in pump components aremost commonly caused by excess rotor vibration.Sources of excess vibration include the rotor being outof balance, the presence of misalignment between thepump and driver shaft centerlines, excessive hydraulicforce such as from suction recirculation or vane passpressure pulsations, or large motion amplified by anatural frequency resonance. Rotordynamic analysisprocedures that can identify, and avoid or help solvethese and other problems are the subject of this tutorial.As various concepts are introduced and discussed inCopyright 2016 by Turbomachinery Laboratory, Texas A&M Engineering Experiment Station
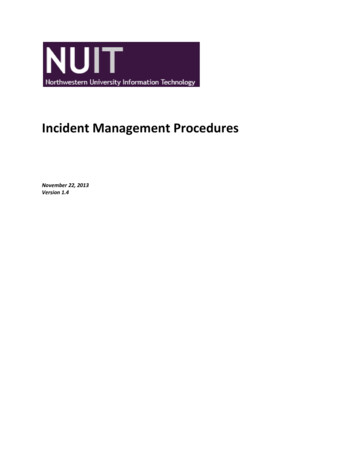
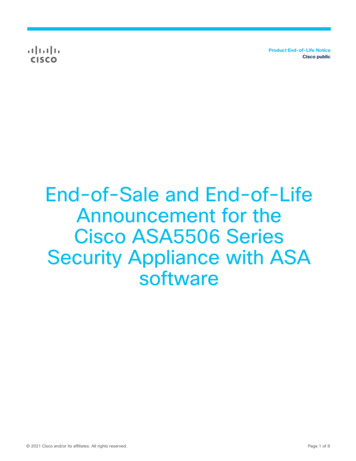
this tutorial, please take note that there is am extensivereference list provided at the end of the paper. Some ofthese references are internet-based. When a sectiondiscusses a subject to which a given reference isrelevant, the author’s name is mentioned in the affectedsentence, which relates back to the lead author in thereference list.Vibration Concepts- GeneralAll of us know by intuition that excessive vibration canbe caused by shaking forces (“excitation forces”) thatare higher than normal. For example, maybe the rotorimbalance is too high. Such shaking forces can bemechanically sourced (such as the imbalance) orhydraulically based (such as from piping pressurepulsations). They can even be electrically based (suchas from uneven air gap in a motor, or from VFDharmonic pulses). In all these cases, high rotorvibration is typically just rotor increased oscillatingdisplacement “x” in response to the shaking force “F”working against the rotor-bearing support stiffness “k”.In equation form, F k*x, and calculating x along therotor for given local values (and oscillating frequencies)of F is known as “forced response analysis”.well as a forced response analysis, and somethingdiscussed later called a stability analysis.Rotordynamic testing likewise should includeconsideration of possible resonance. In rotor vibrationtroubleshooting, it is recommended to first investigateimbalance, then misalignment, and then naturalfrequency resonance, in that order, as likely causes,unless the specific vibration vs. frequency plot (the“spectrum”) or vibration vs. time pulsations indicateother issues (how to use these to discover some of theseother issues will be discussed in detail later). Resonanceis illustrated in Figure 1.However, sometimes all of the shaking forces areactually reasonably low, but still excessive vibration isencountered. This can be an unfortunate circumstanceduring system commissioning, leading to violation ofvibration specifications. A key reason for performingrotordynamic analysis is to check for the possibility thatthis might occur due to “resonance”, where the force’sexcitation frequency equals a “natural frequency”.The "natural frequency" is the number of cycles perminute that the rotor or structure will vibrate at if it is"rapped", like a bell or tuning fork. Pump rotors andcasings have unlimited natural frequencies, but onlysome of these have good likelihood of being at or closeto the running speed range, or any high-force“harmonics” (whole number multiples) of runningspeed, such as vane passing frequency (number ofimpeller vanes times running speed).In resonance, the vibration energy from previous"pushes" of the force come full cycle exactly when thenext “push” takes place. The vibration in the next cyclethen adds to that of the previous push, so the vibrationis greater than for one push alone (the principle is thesame as basketball dribbling). The vibration motionkeeps being amplified in this way until its large motionuses up as much energy as that which is being suppliedby each push. This motion may be excessive. The keytypes of rotordynamics analyses will therefore consistof a natural frequency (or “critical speed”) analysis asFigure 1. Illustration of Natural FrequencyResonance, and Effects of DampingThe vibrating pattern which results when a naturalfrequency is excited is known as a "mode shape" (seehttps://youtube.com/watch?v R2hO--TIjjAn).Eachnatural frequency has a different mode shape associatedwith it, and where this shape moves the most isgenerally the most sensitive, worst case place for anexciting force such as imbalance to be applied, butsimilarly is the best place to try a “fix” such as a largerdiameter or some added mass. The other reason toknow mode shape is that high displacement regions ofa mode shape can also be damaging to bearings, seals,and internal running clearances (e.g. wear rings).
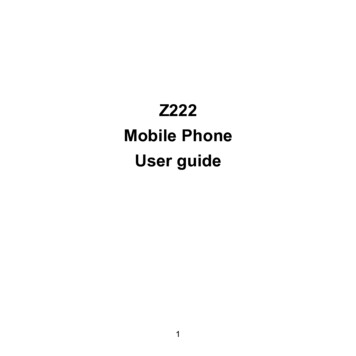
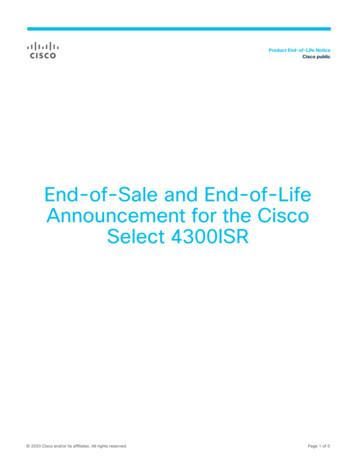
It is desirable that the natural frequencies of the rotorand bearing housings are well separated from thefrequencies that resonant “dribbling” type forces willoccur at. These forces most often tend to be 1x runningspeed (typical of imbalance), 2x running speed (typicalof misalignment), or at the number of impeller vanestimes running speed (so-called “vane pass” vibrationsfrom discharge pressure pulses as the impeller vanesmove past a volute “cut-water” or diffuser vanes).In practice, the vibration amplification (often called“Q” as shown in Figure 1) due to resonance is usuallybetween a factor of two and twenty five higher than itwould be if the force causing the vibration was steadyinstead of oscillating. The level of Q depends on theamount of energy absorption, called "damping", whichtakes place between hits. In an automobile body, thisdamping is provided by the shock absorbers. In a pump,it is provided mostly by the bearings and the liquidtrapped between the rotor and stator in “annular seals”like the wear rings and balance piston. If the dampingis near the point where it just barely halts oscillatingmotion (this is how automobile shocks are supposed tooperate, to provide a smooth ride), the situation isknown as “critical damping”. The ratio of the actual tothe critical damping is how a rotor system’s resistanceto resonant vibration is best judged. In other terms thatmay be more familiar, for practical values of thedamping ratio, 2 times pi times the damping ratioapproximately equals the logarithmic decrement or “logdec” (measures how much the vibration decays fromone ring-down bounce to the next). Also, theamplification factor Q equals roughly 1/(2*dampingratio).One way to live with resonance (not recommended forlong-term) is to increase the damping ratio by closingdown annular seal clearances, or switching to a bearingthat by its nature has more energy absorption (e.g. ajournal bearing rather than an antifriction bearing).This may decrease Q to the point where it will not causerubbing damage or other vibration related deterioration.For this reason, the API-610 Centrifugal PumpStandard does not consider a natural frequency a“critical speed”* if its Q is 3.3 or less. The problemwith any approach relying on damping to quenchvibration is that whatever mechanism (such as tighterwear ring clearance) is used to increase damping maynot last throughout the expected life of the pump.A counter-intuitive but important concept is the "phaseangle", which measures the time lag between theapplication of a force and the vibrating motion whichoccurs in response to it. An example of the physicalconcept of phase angle is given in Figures 2 and 3. Aphase angle of zero degrees means that the force and thevibration due to it act in the same direction, moving “instep”. This occurs at low frequencies, well below thenatural frequency. An example of this is slowlyapplying a force to a mass on a soft spring. Alternately,a phase angle of 180 degrees means that the force andthe vibration due to it act in exactly opposite directions,so that they are perfectly “out of step”. This occurs athigh frequencies, well above the natural frequency.Phase angle is important because it can be used togetherwith peaks in vibration field data to positively identifynatural frequencies as opposed to excessive excitationforces. This helps determine what steps should be takento solve a vibration problem. Phase angle is alsoimportant in recognizing and solving rotordynamicinstability problems, which typically require differentsolutions than resonance or excessive oscillating force.Figure 2. Definition of Phase Angle* Note: A “critical speed” is a natural frequency that is poorlyenough damped to be of more than academic interest, possiblyeven a threat to machine reliability.Figure 3. Relationship of Phase Angle to Frequency
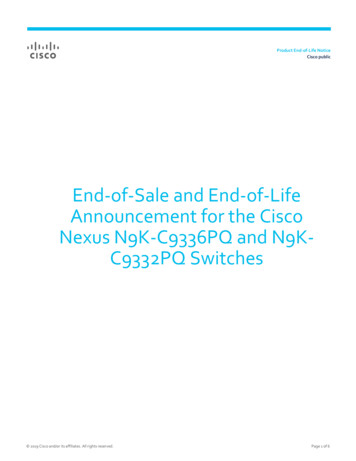
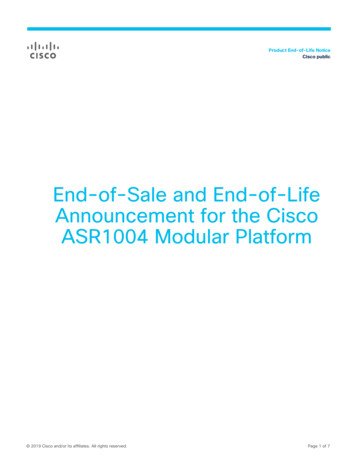
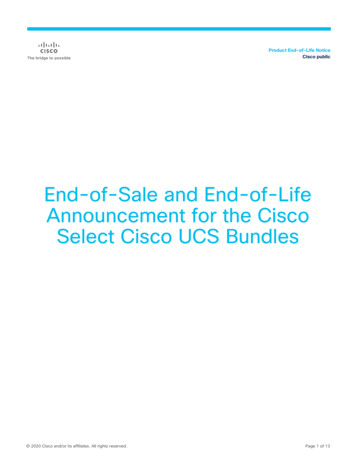
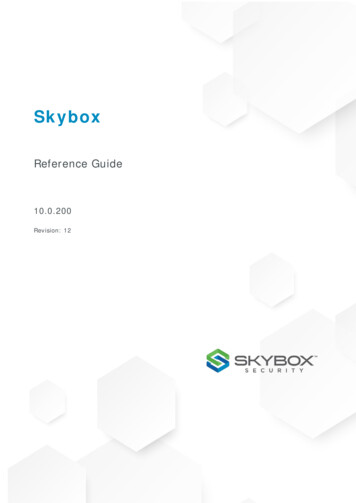
Vibration Concepts Particular to RotorsBalanceBased on End User surveys by EPRI (Electrical PowerResearch Institute) and others, imbalance is the mostcommon cause of excessive vibration in machinery,followed closely by misalignment. As illustrated inFigure 4, balance is typically thought of as static(involves the center-of-mass being off-center so that theprincipal axis of mass distribution- i.e. the axis that therotor would spin “cleanly” without wobble, like a topis still parallel to the rotational centerline) and dynamic(the principal mass axis makes an angle with therotational axis). For axially short components (e.g. athrust washer) the difference between these two can beneglected, and only single plane static balancing isrequired. For components greater in length than 1/6their diameter, dynamic imbalance should be assumed,and at least two plane balancing is required by carefulspecifications such as API-610. For rotors operatingabove their second critical speed (unusual for pumps),even two plane balance may not be enough because ofthe multiple turns in the rotor’s vibration pattern, andsome form of at-speed modal balancing (i.e. balancingmaterial removal that takes into account the closestnatural frequency mode shape) may be required.When imbalance occurs, including imbalance causedby shaft bow, its shows up with a frequency of exactly1x running speed N, as shown by the orbit andamplitude vs. frequency plot (a “spectrum”) in Fig. 5.The 1xN is because the heavy side of the rotor isrotating at exactly rotating speed, and so forcesvibration movement at exactly this frequency.Typically, this also results in a circular shaft orbit,although the orbit may be oval if the rotor isdirectionally loaded within a journal bearing, or mayhave spikes if imbalance is high enough that rubbing isinduced. ISO-1940 provides information on how tocharacterize imbalance, and defines various balanceGrades. The API-610 11th Edition specificationrecommends ISO balance grades for various types ofservice. Generally, the recommended levels arebetween the old US Navy criterion of 4W/N (W rotorweight in pounds mass divided by number of bearings,and N is rotor speed in RPM), which is roughly ISOG0.66, and the more practical ISO G2.5. As admittedin API-610, levels below ISO G1 are not practical inmost circumstances because in removal of the impellerfrom the balance arbor loses this balance level. Forloose fitting impellers, no balance requirement is given,but in practice G6.3 (about 40W/N) is used. Theultimate test on balance adequacy is whether the pumpvibration meets requirements. For more information,see https://youtube.com/watch?v R2hO--TIjjAn.Figure 4. Static vs. Dynamic ImbalanceFigure 5. Imbalance Example of Shaft Orbit andFFT Spectrum Pump/ Driver AlignmentNext to imbalance, misalignment is the most commoncause of vibration problems in rotating machinery.Misalignment is usually distinguished by two forms:offset, and angular. Offset is the amount that the twocenterlines are “offset” from each other (i.e. thedistance between the centerlines when extended to benext to each other). Angular is the differential crossingangle that the two shaft centerlines make whenprojected into each other, when viewed from first thetop, and then in a separate evaluation from the side. Ingeneral, misalignment is a combination of both offsetand angular misalignment.Offset misalignmentrequires either a uniform horizontal shift or a consistentvertical shimming of all feet of either the pump or its
driver. Angular misalignment requires a horizontalshift of only one end of one of the machines, or avertical shimming of just the front or rear set of feet.Combined offset and angular misalignment requiresshimming and/ or horizontal movement of four of thecombined eight feet of the pump and its driver. Inprinciple, shimming and/ or horizontal shifting of fourfeet only should be sufficient to cure a misalignment.coupling experiences a non-linear “crimp” twice perrevolution.Because the rotor vibration effects from imbalance andmisalignment are typically present at some combinationof 1x and 2x running speed, and because studies showthat imbalance and misalignment are by far the mostcommon source of excessive pump rotor vibration,API-610 11th Edition requires that 1x and 2x runningspeed be accounted for in any rotordynamics analysis,and that any critical speeds close to 1x or 2x besufficiently damped out. A damping ratio as high as0.15 is required if a natural frequency is close to 1x or2x running speed.Figure 6. Illustration of Angular and OffsetMisalignmentTypical requirements for offset and angularmisalignment at 3600 rpm are between ½ mil (12.5microns) and 1 mil (25 microns) offset, and between ¼and ½ mil/ inch (0.25 to 0.5 microns/ mm) spacebetween coupling hubs, for angular. For speeds otherthan 3600 rpm, the allowable levels are roughlyinversely proportional to speed. However, industrialgood practice (although this depends on a lot of factorsincluding service) typically allows a maximummisalignment level of 2 mils (51 microns) offset or 1mil/ inch (1 micron/mm) as speed is decreased. Whenmisalignment is a problem, it typically causes primarily2x running speed, because of the highly elliptical orbitthat it forces the shaft to run in on the misaligned side.Sometimes the misalignment load can cause higherharmonics (i.e. rotor speed integer multiples, especially3x), and may even decrease vibration, because it loadsthe rotor unnaturally hard against its bearing shell.Alternately, misalignment may actually cause increased1x vibration, by lifting the rotor out of its gravity-loaded“bearing pocket”, to result in the bearing runningrelatively unloaded (this can also cause shaft instability,as discussed later). Figure 7 shows a typical orbit andFFT spectrum for misalignment, in which 2x runningspeed is the dominant effect. This is often accompaniedby relatively large axial motion, also at 2x, because theFigure 7. Misalignment Example of Shaft Orbitand FFT SpectrumGyroscopic EffectsGyroscopic forces are important, and can eithereffectively stiffen or de-stiffen a rotor system. The keyfactor is the ratio of polar moment of inertia "Ip", thesecond mass moment taken about the rotor axis, totransverse moment of inertia "It", taken about one of thetwo axes through the center of mass and perpendicularto the rotor axis. This ratio is multiplied times the ratioof the running speed divided by the orbit or "whirl"speed. As shown in Fig. 8, the whirl speed is the rateof precession of the rotor, which can be "forward" (inthe same direction as running speed) or "retrograde" or"backward" (opposite in direction to running speed.)The whirl or precessional speed absolute value isgenerally less than the running speed. It is very difficultto excite backward whirl in turbomachinery becausetypically all forces of significance are rotating in thesame direction as shaft rotation, so the forward whirlmode is typically the only one of practical concern. Ifthe product of the inertia and speed ratio is less than 1.0,then the gyroscopic moment is de-stiffening relative to
forward whirl, while if it is greater than 1.0, it tends tokeep the rotor spinning about its center axis (i.e. theprinciple of a gyroscope) and thus contributes apparentstiffness to the rotor system, raising its forward whirlnatural frequencies.It is the later situation thatdesigners try to achieve. In industrial pumps of 3600rpm and below, gyroscopic effect is generally ofsecondary importance, and while it should be accountedin the rotordynamic analysis, the ratio of Ip to It doesnot need to be considered in any specification, only thenet critical speed separation margin as a function ofdamping ratio or amplification factor Q.Cross-Coupling vs. Damping & “Log Dec”Cross-coupled stiffness originates due to the way fluidfilms build up hydrodynamically in bearings and otherclose running clearances, as shown in Figure 10. Thecross-coupling force vector acts in a direction directlyopposite to the vector from fluid damping, and thereforemany people think of it in terms of an effectivelynegative damping. The action of cross-coupling is veryimportant to stability, in that if the cross-coupling forcevector becomes greater than the damping vector,vibration causes reaction forces that lead to ever morevibration, in a feedback fashion, increasing orbit sizeuntil either a severe rub occurs, or the feedback stopsbecause of the large motion.Figure 9. Subsynchronous VibrationFigure 8. Illustration of Gyroscopics: Effect ofSpeed (Spin) on Critical Speeds (Whirl)Rotordynamic StabilityRotordynamic stability refers to phenomena wherebythe rotor and its system of reactive support forces areable to become self-excited, leading to potentiallycatastrophic vibration levels even if the active, stableexcitation forces are quite low. Instability can occur ifa pump rotor’s natural frequency is in the range wherefluid whirling forces (almost always below runningspeed, and usually about ½ running speed) can “synchup” with the rotor whirl. This normally can occur onlyfor relatively flexible multistage pump rotors. Inaddition to the “subsynchronous” natural frequency, theeffective damping associated with this naturalfrequency must somehow drop below zero. Anexample of subsynchronous vibration (not alwaysunstable) is given in Figure 9.KKyxFyx Kyx yVIEW A-AFigure 10. Cross-Coupled StiffnessSubsynchronous Whirl & WhipShaft whirl is a forced response at a frequency usuallybelow running speed, driven by a rotating fluid pressurefield. The fluid rotational speed becomes the whirlspeed of the rotor. The most common cause of whirl isfluid rotation around the impeller front or back shrouds,
in journal bearings, or in the balance drum clearances.Such fluid rotation is typically about 48 percent ofrunning speed, because the fluid is stationary at thestator wall, and rotating at the rotor velocity at the rotorsurface, such that a roughly half speed flow distributionis established in the running clearance. The pressuredistribution which drives this whirl is generally skewedsuch that the cross-coupled portion of it points in thedirection of fluid rotational flow at the “pinch gap”, andcan be strong. If somehow clearance is decreased onone side of the gap, due to eccentricity for example, theresulting cross-coupled force increases further, asimplied by Figure 10.As seen in Figure 10, the cross-coupled force actsperpendicular to any clearance closure. In other words,the cross-coupling force acts in the direction that thewhirling shaft minimum clearance will be in another 90degrees of rotation. If the roughly half speed frequencythe cross-coupled force and minimum clearance arewhirling at becomes equal to a natural frequency, a 90degree phase shift occurs, because of the excitation ofresonance, as shown in Figures 2 and 3. Recall thatPhase shift means a delay in when the force is appliedversus when its effect is “felt”. This means that themotion in response to the cross-coupling force isdelayed from acting for 90 degrees worth of rotation.By the time it acts, therefore, the cross-coupled forcetends to act in a direction to further close the alreadytight minimum gap. As the gap closes in response, thecross-coupled force which is inversely proportional tothis gap increases further. The cycle continues until allgap is used up, and the rotor is severely rubbing. Thisprocess is called shaft whip, and is a dynamic instabilityin the sense that the process is self-excited once itinitiates, no matter how well the rotor is machined, orhow good the balance and alignment are. The slightestimperfection starts the process, and then the rotorprovides an exciting force which spirals out of control.The nature of shaft whip is that, once it starts, all selfexcitation occurs at the unstable natural frequency ofthe shaft, so the vibration response frequency "lockson" to the natural frequency. Since whip begins whenwhirl, which is typically close to half the running speed,is equal to the shaft natural frequency, the normal 1xrunning speed frequency spectrum and roughly circularshaft orbit at that point show a strong component atabout 48 percent of running speed, which in the orbitshows up as a loop, implying orbit pulsation every otherrevolution. A typical observation in this situation is the"lock on" of vibration onto the natural frequency,causing whip vibration at speeds above whip initiationto deviate from the whirl's previously constant 48% (orso) percentage of running speed, becoming constantfrequency instead.Stabilizing Component ModificationsOne method of overcoming rotordynamic instability isto reduce the cross-coupling force which drives it. Acomplementary solution is to increase system dampingto the point that the damping vector, which acts exactlyopposite to the direction of the cross-coupling vector,overcomes the cross-coupling. The amount of dampingrequired to do this is commonly measured in terms of"log dec", which is roughly 2*pi*damping ratio. Forturbomachines including centrifugal pumps, it has beenfound that if the log dec is calculated to be greater thanabout 0.1 then it is likely to provide enough marginversus the unstable value of zero, so that damping willovercome any cross-coupling forces which are present,avoiding rotor instability.Typical design modifications which reduce thetendency to rotordynamic instability involve bearingand/ or seal changes, to reduce cross-coupling andhopefully simultaneously increase damping. The worsttype of bearing with regard to rotordynamic instabilityis the plain journal bearing, which has very high crosscoupling. Other bearing concepts, with elliptical oroffset bores, fixed pads, or tilting pads, tend to reducecross-coupling, dramatically so in terms of the axiallygrooved and tilting pad style bearings. Another bearingfairly effective in reducing cross-coupling relative todamping is the pressure dam bearing. Even moreeffective and controllable, at least in principle, are thehydrostatic bearing, and actively controlled magneticbearing. Fortunately, damping is typically so high inindustrial centrifugal pumps that any bearing type, eventhe plain journal, results in a rotor system that usuallyis stable throughout the range of speeds and loads overwhich the pump must run. High speed pumps such asrocket turbopumps are an exception, as are certain othercryogenic pumps or pumps handling low density fluids,and their rotordynamic stability must be carefullyassessed as part of their design process.Rotor Vibration Issues Key to Centrifugal PumpsIt is always recommended to select a pump which willtypically operate close to its Best Efficiency Point(“BEP”). Contrary to intuition, centrifugal pumps donot undergo less nozzle loading and vibration as theyare throttled back, unless the throttling is accomplishedby variable speed operation. Operation well below theBEP at any given speed, just like operation well abovethat point, causes a mismatch in flow incidence anglesin the impeller vanes and the diffuser vanes or volutetongues of the various stages. This loads up the vanes,and may even lead to “airfoil stalling”, with associatedformation of strong vortices (miniature tornadoes) thatcan severely shake the entire rotor system atsubsynchronous frequencies (which can result invibration which is high, but not unbounded like a rotor
instability), and can even lead to fatigue of impellershrouds or diffuser annular walls or “strong-backs”.The rotor impeller steady side-loads and shaking occursat flows below the onset of suction or dischargerecirculation (see Fraser’s article in the references).The typical effect on rotor vibration of the operation ofa pump at off-design flows is shown in Fig. 11. If aplant must run a pump away from its BEP because ofan emergency situation, plant economics, or otheroperational constraints, at least never run a pump forextended periods at flows below the “minimumcontinuous flow” provided by the manufacturer, asdiscussed in ANSI/HI 9.6.3 and 9.8.6. Also, if this flowwas specified prior to about 1985, it may be based onlyon avoidance of high temperature flashing (based ontemperature build-up from the energy being repeatedlyadded to the continuously recirculating processed flow)and not on recirculation onset which normally occurs athigher flows than flashing, and should be re-checkedwith the manufacturer, as discussed by Greenstreet.wall), and by making sure that impeller “Blade”/diffuser vane (or volute tongue) “Gap B” is sufficientlylarge. Pump gapping expert Dr. Elemer Makayrecommended a radial Gap A to radius ratio of about0.01 (in combination with a shroud/ casing axial“overlap” at least 5x this long), and recommended aradial Gap B to radius ratio of about 0.05 to 0.012. API610 11th Edition for Centrifugal Pumps inPetrochemical Service makes no mention of Gap A, butrecommends a minimum Gap B of 3% for diffuserpumps and 6% for volute pumps.Figure 12. Vane Pass VibrationFigure 11. Effect on Vibration on Off-BEPOperationFigure 12 shows a typical orbit and frequency spectrumdue to high vane pass forces. These force levels areproportional to discharge pressure and impellerdiameter times outer diameter flow passage width, butotherwise are very design dependent. Vane pass forcesare particularly affected by the presence (or not) of afront shroud, the flow rate versus BEP, and the size ofcertain critical flow gaps. Figure 13 illustrates Gap Aand Gap B, as well as the wear ring clearance gap(discussed later) and the shaft fit-up gap discussedabove. In particular, vane pass forces can be minimizedby limiting “Gap A” (the “Annular” radial gap betweenthe impeller shroud and/ or hub OD and the casingFluid “Added Mass”The fluid surrounding the rotor adds inertia to the rotorin three ways: the fluid trapped in the impeller passagesadds mass directly, and this can be calculated based onthe volume in the impeller passages times the pumpedfluid density. However, there is also fluid around theperiphery of the impellers that is displaced by thevibrating motion of the impellers. This is discussed byBlevins and later Marscher (2013), who show how thispart of the added mass is equal to the “swept volume”of the impellers and immersed shafting, times thedensity of the pumped liquid. One other type of addedmass, which is typically small but can be significant forhigh frequency vibration (such as in rocketturbopumps) or for long L/D passages (like in a cannedmotor pump) is the fluid in close clearances, whichmust accelerate to get out
Engineers, as well as the Machinery Failure Prevention Tech society of the Vibration Institute. He is a member of the ISO TC108 Machinery Standards Committee, and is Vice Chair of the Hydraulic Institute Vibration Standards Committee. ABSTRACT This tutorial outlines the basics of pump rotordynamics in a form that is intended to be Machinery End .