Transcription
ROHSTOFFE UND ANWENDUNGENRAW MATERIALS AND APPLICATIONSCut & Chip · OTR tire · weight loss · fiber · optimization · loss tangentCut and Chip properties of tire treadalong with other physicals were examined for entire range of NR/SBR blendsratio, impacts of Sulphur/ Accelerator ratio, Sillica as partial replacement of Carbon Black, Resins and specific short fiber.This also includes optimization of formulation selected using statistical technique with the help of JMP software bySAS. This study reveals that SBR basedrubber compounds exhibit excellent Cutand Chip properties. Silica and resins have not shown any definite trend. Aramid and Basalt short fibers were foundto increase modulus and stiffness of thetread compounds, but these slightly reduced the tensile strength and elongation at break and hence, marginally reduced Cut and Chip behavior.“Cut and Chip” – Eigenschaften von Reifen-KautschukmischungenCut and Chip · „Off-the-Road“-Reifen(OTR) · Gewichtsverlust · Fasern · Optimierung · Verlustfaktor“Cut and Chip”-Verhalten von Reifenlaufflächen wurde zusammen mit anderen physikalischen Eigenschaften für diegesamte Breite an NR/SBR-Blends, bzgl.der Einflüsse von Schwefel/Beschleuniger-Verhältnis, Kieselsäure als teilweiseErsatz für Ruß, Harzen und spezifischenKurzfasern untersucht. Dieses umfasstauch die Optimierung ausgewählter Rezepturen durch den Einsatz statist. Versuchsplanung mit Hilfe der JMP Software von SAS. Die Studie zeigt, dass SBRbasierende Kautschukmischungen sichdurch exzellente „Cut and Chip“-Eigenschaften auszeichnen. Kieselsäure undHarze haben keinen eindeutigen Trendgezeigt. Aramid- und Basalt-Kurzfasernerhöhen den Modul und die Steifigkeitvon Laufflächenmischungen, aber reduzieren geringe Zugfestigkeit und Bruchdehnung sowie grenzwertig das „Cutand Chip“-Verhalten.Figures and Tables: By a kind a approval of the authors.www.kgk-rubberpoint.deCut and Chip Properties of TireRubber CompoundsIntroductionTires, in off the road application, requiresvery specific product performance requirement as they are subjected to harshconditions which may cause reduction inlife of the product. Generally, in broadersense, tire life is noted from mileage ability of tread compound, it is addressed interms of fatigue and abrasive wear infirst stage while cutting and chipping inlater stages [1].Since Cut and Chip (C&C) propertyimpacts product life through mileage efficiency, so recently this property hasgained importance in tire industry. Numerous researchers addressed this phenomenon to characterize rubber compound on the basis of Cut and Chip resistance. Nah et al. examined Cut and Chipresistance of natural rubber and naturalrubber-butadiene blends using B.F. Goodrich Cut and Chip tester. They also investigated field performance of selectedcompounds with test tires, and it wascompared with laboratory test results[2]. Similarly, Radeck et al. explored carbon black filled natural rubber, styrenebutadiene rubber and butadiene rubberusing their laboratory testing method tocharacterize fracture arising due to Cutand Chip damage using cycling impact tosurface of rubber sample and furtherquantified them using new physical parameter P (Cut and Chip propensity) [3].Park et al. further investigated the physical properties of Natural rubber-styrenebutadiene rubber blends and naturalrubber-butadiene rubber blends with role of silica in carbon black base in different cure system. They addressed the effect of absolute values of 300% moduluson wear and Cut and Chip properties [4].Scherbakov et al. focused on experimental methods and analytical methods tocharacterize Cut and Chip phenomena[1]. Recently, rubber industries are facingstiff challenges to fulfill stringent legislation to protect the environment, to reduce the emission and to achieve sustainable solutions. Filler plays vital role in imparting properties to rubber compound,new generation fillers like highly dispersible silica are useful to fulfill these objectives. Bhattacharyya et al.Bhattacharyya etal. analyzed the effect of highlydispersible silica on physical properties,tearing energy and abrasion resistanceon tire tread compounds [5].On other hand, researchers laid emphasis to reinforce the rubber compounds with the short fibers. These shortfiber reinforced rubber composites hasbecome popular in industrial fields because of the processing advantages andincrease in strength, stiffness, modulusand damping. The design of a short fiberreinforced rubber composite depends onseveral factors such as the aspect ratio ofthe fiber, control of fiber orientation &dispersion and existence of a strong interface between fiber and rubber [6, 7].Chopped Aramid fibers in typical tiretread compound were found to improveCut/Chip/Chunk resistance togetherwith abrasion, hysteresis, heat buildupand other dynamic properties [8, 9].In this work, the effect of fillers namely carbon black and silica on NR and SBRmixed batches were first investigatedand the multi level optimization technique was applied to exclude those batches that showed little or insignificantimpact on Cut and Chip (C&C) property.First, the impact on C&C property wasanalyzed using Aramid and Basalt fiberand later correlated with the dynamicproperty to investigate the nature andbehavior of the Cut and Chip effect holistically.Authors:Arup Saha Deuri, Kumar Vineet,Kaustubh, Morankar, Dilip Vaidya, SPIHAnand Sourabh, Anil Kumar Bhowmick,IIT Kharagpur, IndiaCorresponding Author:Arup Saha DeuriSuresh Poddar Innovation Hub (SPIH)Balkrishna Industries Ltd. (BKT)Bhuj-370105, Gujarat, IndiaE-Mail: arupsaha.deuri@bkt-tires.comKGK · 1 202121
Discover more interesting articlesand news on the subject!www.kgk-rubberpoint.deEntdecken Sie weitere interessanteArtikel und News zum Thema!
ROHSTOFFE UND ANWENDUNGENRAW MATERIALS AND APPLICATIONS1 Recipe# of tread compound for phase 1 & 2Material A1A2A3A4B1B2B3NRSBR1502CarbonBlackSilicaResinS*CBS DPG .221.7--2031.201.60.3ZnO-4, Stearic acid-1.5, 6PPD-1 and processing oil-5 phr were used in each formulation *S: Sulphur2 Recipe# of tread compound for phase 3C4/D1IngredientsA1A2A3(in phrλ)Aramid fiberBasalt fiber1-2-5-CBS : N-Cyclohexyl-2-benzothiazolesulfenamide A4B1B2123phrλ: parts per hundred of rubber (in weight)Experimental detailsMaterialsElastomers used in this research wereNatural Rubber (NR-RSS 2) and StyreneButadiene Rubber SBR 1502. Other additives used were short fibers (Aramid andBasalt), antidegradants (6PPD), cure activators (ZnO & Stearic acid), cure accelerators (CBS, DPG) and curative sulfur. Table 1 provides the complete formulationfor the rubber compound.Sample preparationsTable 1 shows the complete recipe# forthe phase-1 &phase-2 tread compounds.Phase-1 lists 100% Natural Rubber (NR)batches (A1-A4) and 100% Styrene Butadiene Rubber (SBR) batches (B1-B4). Phase-2 lists batches with different NR/SBRblend ratio. Batches D1 to D4 comprisedof 80/20 blend of NR/SBR, C1 to C4 comprised of 50/50 blend of NR/SBR, and E1to E4 comprised of 20/80 blend of NR/SBR. Phase-3 was completely based onoptimization study on phase-1 and phase-2 batches. Also, the effects of fibers onalready optimized results from phase-3were examined in detail as per recipementioned in Table 2.The rubber compounds were preparedin 1.6L Banbury mixer (BR 1600), FarrelCorporation. Three stages mixing wereadopted for all the compounds presentedin this work. For the master batch, firstthe polymer (NR/SBR) was fed into themixer for 1 minute mastication, followedby addition of activators and other chemicals mentioned in Table 1. In the finalstage, the master batch was mixed withthe cure package for the sufficient timeand was dumped at drop temperature inthe range of 100 to 110 C. It was thenDPG:Diphenylguanidine milled and sheeted out on a two-roll milland was subjected to maturation for 24hrs. prior to test. All samples were curedat 150 C for time equivalent to Tc90 10and tested as per test method mentioned in Table 3.Further, batch screening was carriedout for optimization, and finally C4 & D1compounds were selected to incorporateAramid and Basalt fiber.Results and discussion1. Mechanical properties of phase-1andphase-2 compoundsMechanical properties for phase-1 andphase-2 compounds are shown in Tables4 and 5 respectively. It is observed that20 phr silica reinforced compounds likeA4, C4, D4 and E4 show higher reinforcing effect than their carbon black filledcompounds (reinforcing in terms of tensile strength x elongation at break).As a result, these compounds showhigher rebound resilience value. 100%NR filled compounds show higher 300%modulus, and tear strength than 100%SBR filled compounds. This effect gradually decreases as the NR content decreases in the formulation, which is due tocharacteristic feature of strain induced3 Recipe of tread compound for phase 1 & 2Type of TestASTMEquipments usedConditions/ParametersTensile TestASTM D412Instron testing machineCrosshead speed of 500 mm/minTear TestASTM D624ASTM D2240ASTM D7121ASTM D623ASTM D5963Instron testing machineMulti-unit hardness testerRR Zwick RoellGoodrich BFG FlexometerDIN Abrasion TesterDynisco Cut and Chip analyzerMetravib DMA 450Crosshead speed of 500 mm/minShore A100⁰C and 10 minutes heating of specimens.Specimen preheat time: 30min, test time: 25minAt room temperature.Circular rubber specimens (ø 50mm), rotation speed of 750 rpm,impact frequency 1 Hz, and rotating time 10 minutesPlanar shear mode G*, G’, G’’ and Tanδ @ dynamic strain: 5%,temperature: 60 C and frequency: 5HzHardnessRebound resilienceHeat build-upAbrasion resistanceCut and ChipDMA22KGK · 1 2021ASTM D5992www.kgk-rubberpoint.de
ROHSTOFFE UND ANWENDUNGENRAW MATERIALS AND APPLICATIONS4 Mechanical properties for phase 1 0MPa14.413.313.614.110.68.09.99.8Tensile strengthMPa26.625.325.426.725.720.725.727.6Tensile strength x essShore A6670666766716868Tear strengthN/m150.6116.4140.2134.355.061.357.856.8RR @100 C%5142495846404649ARI%93819297127131120123C & Cwt. 12.402.142.28G’’Tan 900.720.3020.640.3000.590.257crystallization of NR. SBR enhances abrasion resistance index [3]. 100% SBR formulations show better abrasion resistance than 100% NR filled compounds;this effect gradually decreases as SBRcontent decreases.2. Dynamic mechanical properties ofphase-1 and phase-2 compoundsDynamic mechanical properties were obtained by DMA and the results are laiddown in Tables 4 and 5 for phase-1 andphase-2 respectively. Though, silica rein-forced compounds show higher reinforcement and lower tan delta, thesecompounds don’t have significant impact on Cut and Chip weight loss (%). Itmight be due to lower dynamic properties. SBR filled rubber compounds showhigher dynamic property.3. Effect of filler on Cut and Chip propertyThe C&C is influenced by the nature andtype of filler used to reinforce the rubbermatrix. The effect of carbon black and itspartial replacement with the silica indifferent polymer system differing interms of blend ratio has been widely studied. NR and SBR recipe used here is already mentioned in Table 1. Figure 1shows the relationship between the C&Cweight loss (%) and the loss tangent property with same combination of filler forthe different batches. It could be observed that on replacing CB partially withthe silica, the loss tangent decreasedwith lower dynamic property. Weightloss as a measure of Cut and Chip could5 Mechanical properties for phase 2 712.110.312.012.511.79.210.810.6Tensile 024.925.3Tensile strength x EBMPa13700 13899 13367 14500 14623 15754 14630 15474 13176 14674 14143 14775Hardness687167687073696669726968Tear 137.650.255.652.352.1RR @100 2115116116118C & Cwt. 742.272.38G’’Tan 30.2770.570.241www.kgk-rubberpoint.deKGK · 1 202123
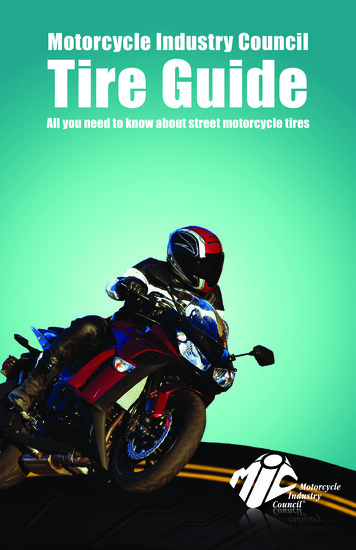
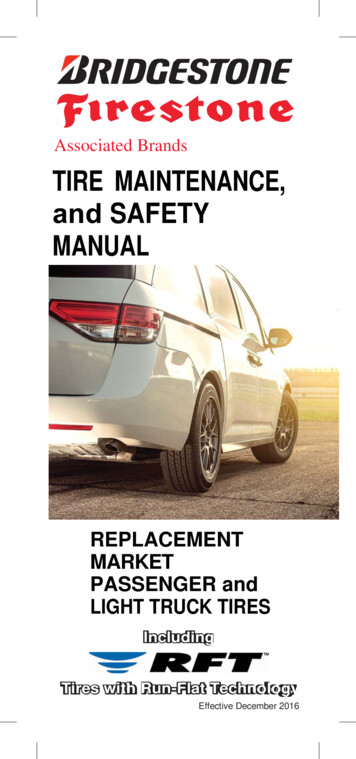
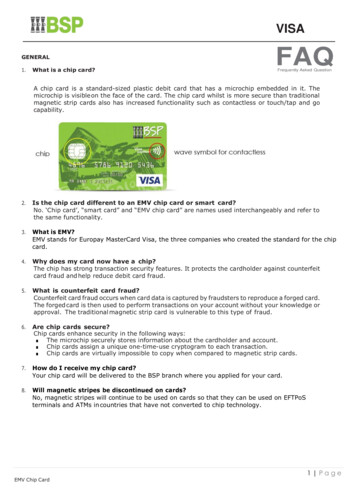
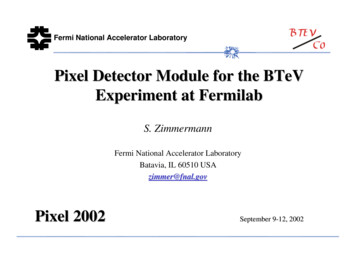
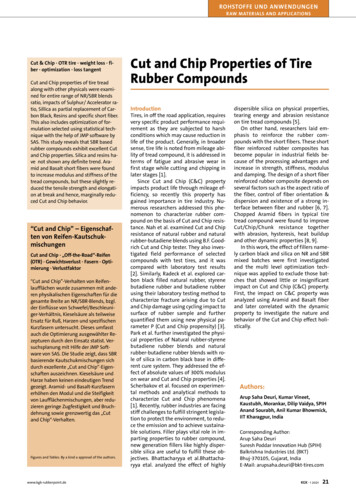
with same combination of filler for the different batches. It could be observed that on replacing CBROHSTOFFE UND ANWENDUNGENpartially withtheMATERIALSsilica, thelosstangent decreased with lower dynamic property. Weight loss as aRAWANDAPPLICATIONSmeasure of Cut and Chip could be correlated to loss tangent which showed a trend that as loss tangentgets reduced proving lower dynamic property, the weight loss increased leading to high propensity ofcutting and chipping [10].1Effect of polymer blend systems on Cut and Chip propertyThe polymer types and their blends of a tire tread compounds helpbe correlated to loss tangent whichshowed a trend that as loss tangent getsreduced proving lower dynamic property,weight loss increased leading to highimprovethethewearpropensity of cutting and chipping [10].racteristics significantly. At different level of Sulphur/Accelerator ratio, the weight loss was4.Effect of polymer blend systems onCut andChip propertyermined to understand C&C behavior. The study reveals the lowest weight loss in pure SBRbatchesThe polymer types and their blends of atire tread compounds help improve thewear characteristics significantly. At difAs NR was partially replaced with the SBR gradually, the weight loss was found to ferentincrease.level Itof Sulphur/Accelerator ratio,the weight loss was determined to unnoticed that replacement up to 50phr of NR with the SBR did not improve the weightderstandloss butC&Cas behavior. The study reveals the lowest weight loss in pure SBRn as it crossed 50 phr of SBR, SBR helped in significant improvement in Cut and Chip property.batchesThus,at all levels of Sulphur and Accelerator ratio (See Figure 2).SBR blend must be used for cutting resistance under low severity conditions.As NR was partially replaced with theSBRgradually,ch A1 marks a depth of cut as 721 µm corresponding to the weight loss of 7.43%, while batchB1 the weight loss was foundto increase. It was noticed that replacementup to 50phr of NR with the SBR didwslower depth of cut as 284 µm corresponding to the significant reduction of weight loss(6.23%).not improve the weight loss but as soonas itch A2 shows a cut depth of 784 µm corresponding to the weight loss of 7.58% while batchB2crossedshows50 phr of SBR, SBR helped insignificant improvement in Cut and Chipdepth of 518 µm corresponding to the weight loss of 6.64%the loss tangent in batch B1increasedproperty.Thus, NR/SBR blend must beused for cutting resistance under lowC&C wt. loss decreased as compared to batch A1. Similar is the case in batch B2 as comparedtoseverity conditions.Batch A1 marks a depth of cut as 7211: Relationshipbetween betweenCut and Chiplosspropertyagainst losswith samech A2. This Fig.showsa correlationtangentandtangentthe C&Cwt. comloss, whichalsoµmwascorrespondingto the weight loss ofbination of filler for different NR/SBR blend.7.43%, while batch B1 shows lower depthfirmed by the smart zoom technology for Cut & Chip specimen which takes depth ofofcutcutintoas 284 µm corresponding to the significant reduction of weight loss (6.23%).ount as a measure of Cut and Chip property. (See Figure 3)Batch A2 shows a cut depth of 784 µm2corresponding to the weight loss of 7.58%while batch B2 shows cut depth of 518µm corresponding to the weight loss of6.64% the loss tangent in batch B1 increased and C&C wt. loss decreased as compared to batch A1. Similar is the case inbatch B2 as compared to batch A2. Thisshows a correlation between loss tangentand the C&C wt. loss, which was also confirmed by the smart zoom technology forCut & Chip specimen which takes depthof cut into account as a measure of Cutand Chip property (See Figure 3).ll levels of Sulphur and Accelerator ratio (See Figure 2).5. Optimization steps to implementBasalt fiber and Aramid fiber in selectedcompoundsIn order to optimize properties, a methodology was incorporated to screen outcompounds from phase-1 and phase-2 tofurther incorporate Basalt and Aramidfiber in these compounds.Procedure for optimization is as follows:a. Tabulate: Tabulation of all physicalproperty.b. Magnification: Correction factor is apFig. 2: Correlationof Cutofandpropertyblendratioratioat differentS/Acceleratorplied on individual property such thatFig. 2: CorrelationCut Chipand Chippropertyvs.vs.NR/SBRNR/SBR blendat differentS/Accelerait gets magnified enough to be compator ratio.ratiored with each other.24KGK · 1 2021www.kgk-rubberpoint.de
ROHSTOFFE UND ANWENDUNGENRAW MATERIALS AND APPLICATIONSFig. 3: Smart zoomimages of Cut andChip samples (B1, B2,A1& A2).3Fig. 3: Smart zoom images of Cut and Chip samples (B1, B2, A1& A2)Optimizationto implementBasalt fiberin Physicalselected compoundsc. stepsRelativescaling: Relative% andhas Aramidbeen fiber(%).property listed in Tables 3calculatedwithrespecttosumofparand4ismagnifiedby takinga suitableIn order to optimize properties, a methodology was incorporatedto screen outcompoundsticular physical property.correction factor. After 1st optimizationom phase-1 andphase-2 to furtherincorporateand AramidfiberA4,in thesecompounds.d. Screening:A1, A3,C1, C2,C3, C4, D1, D2, D3 andBy takingarbitraryBasalt% valueD4wereselected.Further,2nd edure for optimization is as follows:on was applied to screen amongst the alOptimization activity is carried outready selected batches from 1stusingchart oftoolof JMP10supplied bya. Tabulate:Tabulationall physicalproperty.SAS. Labeling by percentage of total valuoptimization. Then, only compound D1b. Magnification: Correction factor is applied on individual property such that it ndgets magnifiedes is used for assigning relative scalingwas selected after 2 optimization.enough to be compared with each other.c. Relative scaling: Relative % has been calculated with respect to sum of particular physical6 Summarized physical properties of Basalt and Aramid fiber reinforced compoundsproperty.CompoundEB(%)M300 (MPa) TensileHardnessTearStrength(ShoreA)Strengthd. Screening: By taking arbitrary % value screening is carried out for optimization.(MPa)(N/m)ptimization activity is carried out using chart tool of JMP10 supplied by SAS. Labeling by percentageC458010.725.068127.0total values is used for assigning relative scaling (%). Physical property listed in Tables3 and 4 isD157812.125.370141.0stoptimization, A1, A3, A4,C1,C2, C3, C4, D1, D2,agnified by takinga suitable correctionC4 BA1600factor. After110.624.769114.2ndoptimizationC4 BA257523.7amongst the69already selected114.83 and D4 wereselected.Further,2was10.8applied to screenC4 BA355411.023.36982.6atches from 1st optimization.Then,only compoundD1was selected after 2ndoptimization.D1 BA155412.925.269132.5D1 BA253912.223.971111.811.8 fiber reinforced23.870126.2Mechanical D1 BA3and dynamic property551of Basalt and Aramidcompounds.C4 AR158410.824.27086.4Mechanical and dynamic properties are listed belowin Tables 6and 7.Fibers help to increase theC4 AR255910.823.47275.2odulus (at 300%strain) of the compositestretchedin the longitudinaltheC4 AR553011.521.6 direction73compared to 96.2D1 AR153113.624.772ference compoundsD1 and C4.D1 AR249714.023.874Table 6:Summarized physical properties of Basalt and Aramid fiber reinforced compoundsD1 AR546314.722.376122.2122.3109.26. Mechanical and dynamic propertyof Basalt and Aramid fiber reinforcedcompounds.Mechanical and dynamic properties arelisted below in Tables 6 and 7. Fibershelp to increase the modulus (at 300%strain) of the composite stretched in thelongitudinal direction compared to thereference compounds D1 and C4.Tensile strength and elongation atbreak for the fiber-reinforced compositeare slightly lower than those for the reference compound. Reduction of tensilestrength in low loading of short fibers incarbon black filled rubber was attributedto dilution of particulate fillers in thesecomposites; however, the extent of reduction is not as much to imply weakness of the fiber reinforced composite asa tire tread compound. However, due tohigher modulus of the composite stretched in longitudinal direction, the valueof elongation at break is slightly lower inthis case. Addition of short fibers increases the hardness of the composite relative to the reference compound.Rebound re- Cut and Chip ARIsilienceweight loss (%)@100 038986851091041019391867 Dynamic properties of Basalt and Aramid fiber reinforced compoundsCompound codeC4C4 BA1C4 BA2C4 BA3D1D1 BA1D1 BA2D1 )2.210.530.242C42.272.210.530.2422.380.590.244C4 AR2.172.110.530.2502.220.530.236C4 AR22.252.180.530.2412.320.570.244C4 AR5 D12.482.410.570.2522.360.720.305D1 AR12.462.360.720.3052.260.660.292D1 AR22.372.280.640.2822.340.680.289D1 AR52.542.440.700.2882.120.610.286D1 AR52.672.570.740.289G’’(MPa)Tan δCompound codeG*(MPa)G’(MPa)G’’( MPa)Tan δwww.kgk-rubberpoint.deKGK · 1 202125
ROHSTOFFE UND ANWENDUNGENRAW MATERIALS AND APPLICATIONS4Fig. 4: Principle component analysis (a) for C4 and fiber reinforced compounds, and (b) for D1 and fiber reinforced compounds.Figure 4 (a) & (b) shows correlationamongst various properties throughprinciple component analysis. Basalt andAramid fibers reinforced compounds reduce tensile strength and elongationslightly, which impacted negatively onCut and Chip property. While it reducesenergy dissipation anticipated by highervalue of tan delta, due to which, in spiteof higher dynamic property, gives higherCut and Chip weight loss (%). Similarly,tear strength shows indirect relationshipwith Cut and Chip property. The recommended polymer for offroad tire tread compound should be NR,for excellent fatigue and failure properties under harsh condition and NR/SBRblend for cutting resistance under lowseverity conditions. SBR based compounds showed betterCut and Chip resistance and abrasion résistance value under laboratory conditions as compared to NR based compounds. Based on results of this study, replacing 20 phr of carbon black with silicahas lowered the hysteresis energy of polymer compound, and hence there is significant reduction in heat buildup. Silicaalso offers significant advantages in some applications like lowering rolling resistance, but on other hand, it also affects the dynamic property, this may bereason for higher Cut and Chip weightloss. It was shown that Aramid and Basaltshort fibers can increase modulus andstiffness of the tread compound, but it26KGK · 1 2021slightly reduces the tensile strength andelongation at break in a uniaxial tensiontest, which has insignificant effects onmechanical characteristics of tire treadcompounds. It reduces energy dissipation anticipated by higher value of tandelta, due to which, in spite of higherdynamic property, gives higher Cut andChip weight loss (%).Conflicts of InterestThe authors declare no conflicts of interest in publication of this paper.AcknowledgementThe authors gratefully acknowledge BKTmanagement for providing permissionto publish the paper.References[1.] Scherbakov, M. and Gurvich M.R. A method of wear characterization undercut, chip and chunk conditions. Journalof Elastomers and Plastics. 35, 73.(2003).[2.] Nah, C., Jo, B.W., Kaang, S. Cut and chipresistance of NR-BR blend compounds.Journal of Applied Polymer Science. 68,1537, (1998).[3.] Stoček, R., Mars, W.V., Kipscholl, R., Robertson, C.G. Characterization of cutand chip behavior for NR, SBR and BRcompounds with an instrumented laboratory device. Plastics, Rubber andComposites. 48, 14, (2019).[4.] Park, B.H., Chang, D.H., Song, H.S., Jung,I.T., Cho, C.T. Design Concept of TreadCompound for cutting and chipping re-sistance of truck tyres on On/Off theroads. Asian Journal of Chemistry. 25(9), 5208, (2013).[5.] Bhattacharyya, S., Lodha, V., Dasgupta,S., Mukhopadhyay, R., Guha, A., Sarkar,P., Saha, T., Bhowmick, A.K. Influence ofhighly dispersible silica filler on thephysical properties, tearing energy, andabrasion resistance of tire tread compound. Journal of Applied Polymer Science. 136, 47560, (2019).[6.] Norman, D.A., Robertson, R.E. The effect of fiber orientation on tougheningof short fiber-reinforced polymers.Journals of Applied Polymer Science.90, 2740, (2003).[7.] Shun, F.S., Lauke, B. Effect of fiberlength and fiber orientation distributions on the tensile strength of shortfiber reinforced polymers. CompositesScience and Technology, 56, 1179,(1996).[8.] Datta, R., and Pierik, S. C. J. Improvingcut/chip/chunk resistance by usingSulfron 3000. Kautschuk und Gummi,Kunststoffe. 60 (6), 328, (2007).[9.] Kashani, M.R. Aramid-short-fiber reinforced rubber as a tire tread composi te. Journal of Applied Polymer Sci ence.113(2), 1355, (2009).[10.] Beatty, J.R., Miksch, B.J. A laboratorycutting and chipping tester for evaluating off-the road and heavy duty tiretreads. Rubber Chemistry and Technology. 55, 1531, (1982).www.kgk-rubberpoint.de
Heat build-up ASTM D623 Goodrich BFG Flexometer Specimen preheat time: 30min, test time: 25min Abrasion resistance ASTM D5963 DIN Abrasion Tester At room temperature. Cut and Chip Dynisco Cut and Chip analy-zer Circular rubber specimens (ø 50mm), rotation speed of 750 rpm, impact frequency 1 Hz, and rotating time 10 minutes