Transcription
Electric Drivesand ControlsHydraulicsLinear Motion andAssembly TechnologiesPneumaticsServiceLean Manufacturing:Principles, Tools and MethodsVersion2.5Improve productivity and increase profits through lean manufacturing
2Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods1Introduction: The 9 Principles of Lean ManufacturingThe 9 PrinciplesIn today’s manufacturing environment,assembly work is routinely characterized by short production cycles andconstantly diminishing batch sizes,while the variety of product types andmodels continues to increase. Constantpressure to shorten lead times adds tothese demands and makes the mix trulychallenging, even for the most innovativemanufacturers.The ability to respond quickly to rapidlychanging customer demands requiresthe use of manufacturing systems thatcan be re-configured and expanded onthe fly, and which can accommodateadvances in assembly techniqueswithout making any initial manufacturinginvestments obsolete.Lean manufacturing, an approachthat depends greatly on flexibility andworkplace organization, is an excellentstarting point for companies wantingto take a fresh look at their currentmanufacturing methods. Lean techniques are also worthy of investigationbecause they eliminate large capitaloutlays for dedicated machinery untilautomation becomes absolutelynecessary.Indeed, the concept of lean manufacturing represents a significant departurefrom the automated factory so popularin recent years. The “less is better”approach to manufacturing leads to avastly simplified, remarkably unclutteredenvironment that is carefully tuned to themanufacturer’s demands. Products aremanufactured one at a time in responseto the customer’s requirements ratherthan batch manufactured for stock. Thegoal is to produce only the quantityrequired and no more. And since limitednumbers of parts are produced, it maybe necessary to change processesduring the day--to accommodate differ-ent parts and to make maximum use ofpersonnel, equipment and floor space.The flexibility inherent in manual assemblycells is therefore preferable to automatedassembly. This requirement for maximumflexibility creates unique demands on thelean workcell and the components thatmake up the lean workcell.Granted, the lean approach is not thesolution for all manufacturing problems.But it does offer a uniquely flexiblesolution for assembling more complexproducts. This guide describes 9 basiclean manufacturing principles that shouldhelp you evaluate lean manufacturingsolutions for your own applications.The 9 principles discussed are:Continuous Flow, Lean Machines/Simplicity, Workplace Organization, PartsPresentation, Reconfigurability, ProductQuality, Maintainability, Ease of Access,and Ergonomics.1. ContinuousFlow2. Lean Machines/Simplicity3. WorkplaceOrganization4. PartsPresentation5. Reconfigurability6. Product Quality7. Maintainability8. Ease of Access9. Ergonomics
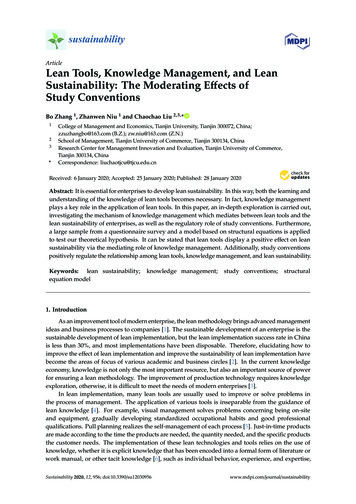
3Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and MethodsA Typical U-Shaped Cell for Lean Manufacturing471923865
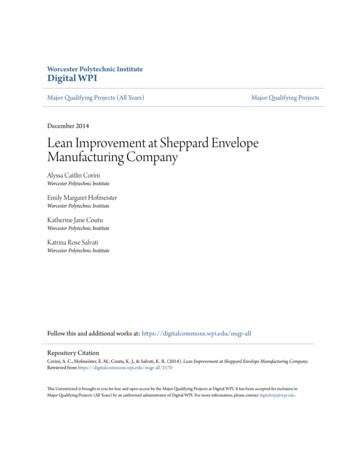
4Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods11. Continuous FlowThe preferred shape of the lean workcellis U-shaped. Each subprocess is connected to the next in order of process.With the worker in the interior of the U,minimum movement is required to movethe workpiece or assembly from oneworkstation to the next.Ultimately, one of the goals of the leanworkcell is to eliminate all non-value-added movement; hence its U-shape. Whenthe worker has finished the process, hesimply turns around and is back at stepone.The workpiece may be carried from onevalue-added operation to the next. However, there are times when the workpieceor the fixture holding the workpiece istoo heavy and must be transferred mechanically between workstations.Continuous Flow: Although very heavy parts may be transported on belt conveyors, manual pushor gravity conveyors are ideal for movingparts between workstations. Theirminimum complexity makes them easyto service and minimizes down time.In addition, they are easy to connectend-to-end, which makes it easy to moveworkstations within a workcell.The curved “corners” of the U-shapedworkcell can pose a problem. Aspotential dead space, they may act as amini storage area, thereby encouraging areturn to batch processing. Instead, theuse of a ball roller transfer should facilitate part movement through the cornersof the U-shape.Fig. 1a: Simple roller conveyor formovement of heavy parts.U-shaped cellConnect sub-processesValue-add-to-value-add operationMachines in order of processParts arrive as neededCounterclockwise flowOne-piece flow (small lot flow)Non-cyclical work done outsidecell by support peopleBenefits:Elimination of non-value added movements, work in process, and inventory.Fig. 1b: Ball roller transfer
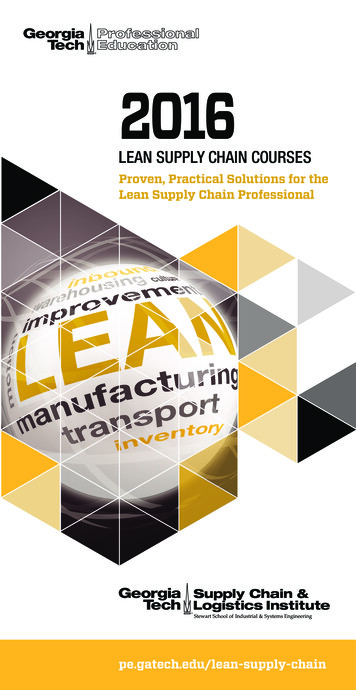
Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods2. Lean Machines/SimplicitySince continuous-flow, one-at-a-timemanufacturing is another goal of leanmanufacturing, it is important that eachworkstation or machine be designed to fitwithin a minimal envelope. The minimalenvelope ensures the elimination ofexcess flat space at the workstation ormachine. This is done to avoid the possibility of storing parts or subassembliesat the machine. Storing parts increaseswork in process and results in “batch”processing, which subsequently defeatsthe purpose of lean manufacturing. Inaddition, smaller, minimal size workstations and machines eliminate unnecessary steps taken by the worker betweensubprocesses.Finally, significant floor space may besaved by properly sizing workstationsand machines. Although tempting for thesake of conformity and standardization,the deployment of standardized machinebases or workstations for all processesshould be avoided. Each machine baseor workstation should be designed tooptimize assembly subprocesses, whichin most cases will vary from workstationto workstation. This customization canbe achieved with virtually any structuralmaterial. To save on cost, however, aswell as to minimize the environmentalconsiderations related to disposing ofinflexible welded steel structures, preference should be given to material that isreconfigurable and reusable. The modular characteristics of extruded aluminum,bolt-together systems make them perfectfor the implementation of lean manufacturing concepts.Lean Machine Basics: Continuous flow Save factory floor space No excess production No extra shelf/drawer spaceFig. 2a: Bolt-together structural framingsystemMoreover, in a continuous improvementenvironment, all workstations and workcells must be easy to modify as processimprovements are identified. In additionto their superior flexibility in layout anddesign, lightweight aluminum structuresare easier to move when re-configurationis necessary. Casters may be quicklymounted to the T-slotted profiles to allowmovement without the use of fork trucksor other lifting equipment.Fig. 2b: Any processes should takeplace in a minimal work envelopeBenefits:One-at-a-time manufacture, quickproduction changeover, reducedWIP, easily modified, customizableproduction5
6Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods3. Workplace Organization1Tool holdersA smooth, uninterrupted flow of completed workpieces is the desired result of aproperly designed lean workcell. Nothingcan slow or stop this flow faster than theloss or misplacement of tools. Thus, alltools used at a workstation should havetheir own holder. There should be exactlyas many holders as there are tools sothat the absence of a tool is quicklynoticed. Using a modular tool holder system with a specific holder for each toolis ideal. If holders can easily be addedto or taken away from a workstation, thissimply adds to the flexibility of the workstation and increases its usefulness in alean manufacturing process.To minimize downtime, backup toolsshould also be available at any automated workstations. These tools shouldbe out of the worker’s way until a failureoccurs at the automated workstation. Ofmaximum benefit are tool holding structures that allow tools to be swung or slidinto the work space and easily returnedto the storage position when no longerneeded.Workplace OrganizationBasics: Organize tools with appropriatetool holders Provide back-up tools at automaticstations Insist on flexible tool mountingstructures Put the right information where it’sneededInformation BoardsNaturally, the ready availability of workcritical information also adds to efficiency in a workcell. Supplying the rightinformation at the workplace, such asassembly processes, work instructions,repair procedures, or even productiontargets, allows workers to make the rightdecisions and act on them on the spot,limiting downtime often spent chasingdown a busy supervisor.Fig. 3a: Mount for backup toolBenefits:Minimize downtime, reduce wastedmotion, uninterrupted workpiece flow,improve qualityAs with everything in a lean workcell, theinformation board should be simple, easyto reposition, and reusable.Fig. 3b: Modular tool holdersFig. 3c: Information Board
Bosch Rexroth Corporation7Lean Manufacturing: Principles, Tools, and Methods4. Parts PresentationNaturally, during the average work shift,additional parts will be required for theworkcell. Traditional methods of resupplying workstations are not useful in alean workcell. Each worker should goabout his work with the minimum numberof interruptions. Therefore, all partsshould be supplied to each workstationfrom outside the workcell. The use ofgravity feed conveyors or bins fits thesimplified design of the lean workcell.Parts bins should load from behind (outside the working area of the workcell) sothat the worker may continue productionwithout interruption. Gravity carries theparts to the worker’s reach area. Binsshould also be reconfigurable. The binsin the photo use a key stud to lock themin position. Bins are easily stackable andprovide the ultimate in flexibility whenreconfiguring the workplace.Parts Presentation Basics: Supply parts as needed Parts loaded from outside the cell Use gravity feed as the preferredmethod FIFO parts presentationAlthough bins are ideal for small parts,many assemblies require larger parts.These may be delivered in bins or boxes.Again the parts should be delivered tothe workcell without entering the workspace. Gravity feed conveyors serve thispurpose well. In the event that scrap orcontainers must be removed from thecell, an additional gravity feed conveyormay be mounted in the reverse direction.Benefits:Easy reconfiguration, reduce wastedmotion, uninterrupted production, quickchangeoverFig. 4a: Flow RackIn instances where parts are very heavy,lift assist devices are recommended.Heavy parts or boxes of parts can beloaded onto a case lifter and raised tothe proper work height with electric,pneumatic, or hydraulic power.Fig. 4b: VarioGrab binsFig. 4c: Case Lifter
8Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods15. ReconfigurabilityA properly designed lean workcell mustbe easy to reconfigure. In fact, the abilityto change the process and go from goodpart to good part as quickly as possibleis a must. The faster the changeover, theless production time is lost.Quick-change fixtures are one way thiscan be accomplished. With a goodquick-change fixture, changeover can beaccomplished in a matter of seconds.A number of different fixtures may bestored at the workstation and swappedas the situation requires.In Fig. 5a, for example, an assembly fixture is locked to the T-slot at the front ofa workbench with a star knob and quarterturn connector. Once the assembly ofa specific product is complete, a newfixture can be easily positioned.At times, due to process changes orother factors, a lean cell must be quicklyreconfigured or even moved to accommodate assembly of a new product. Inthe event that a machine or workstationmust be changed, the ability to moveeach component of the workcell quicklybecomes extremely important. Lockablecasters on machines or workstationsprovide the mobility necessary for rapidand efficient changeover.Reconfigurability Basics: Fixtures must be easy to change Mobility is critical Good part to good part as quicklyas possibleBenefits:Fig. 5a: Quick change fixtureFig. 5b: Casters on a machine standMinimize downtime, quick changeover,uninterrupted workpiece flow
Bosch Rexroth CorporationLean Manufacturing: Principles, Tools, and Methods6. QualityOne of the results of one-at-a-time manufacturing is a decrease in quality problems. As each part is produced, visualinspection by the worker can verify that itis correctly assembled. If verification isrequired through gages, they should bemounted to the machine or workstationand be easily replaced. Quick release offixtures using star knobs or locking leversis a necessity.There may be time when a qualityproblem cannot be easily fixed. A flawedprocess or malfunctioning machine maybe the source of the quality problems.In the case of a flawed process, thestructural framing system allows changes, no matter how great, in a minimumamount of time. Once again, bolt-together construction solves a major problem inminimum time.A malfunctioning machine may alsobe easily replaced, particularly if quickdisconnects for all pneumatic or electriclines are provided for when the lean cellis designed. In addition, no pneumatic orelectrical connections should be presentbetween machines in the lean cell. Thesewould slow the changing of the machineswithin the cell.Quality Basics: Visual inspection is the primary means of quality assurance Test fixtures & gages must be easy to replace or change out Easy reconfiguration encourages changes for quality’s sakeBenefits:Immediate feedback on quality as workers inspect parts; platform for continuousimprovement; eliminate rework areas; encourage changeover to solve “minor” qualityproblems; greater quality
Lean Manufacturing: Principles, Tools, and Methods 1 8 Bosch Rexroth Corporation A properly designed lean workcell must be easy to reconfigure. In fact, the ability to change the process and go from good part to good part as quickly as possible is a must. The faster the changeover, the less production time is lost. Quick-change fixtures are one way this can be accomplished. With a good quick .