Transcription
USP 665 Polymeric Components and SystemsUsed in the Manufacturing of Drug ProductsBPSA International Single-Use SummitJuly 13, 2017, Washington, DCMichael N. Eakins B.Sc., Ph.D.Member, USP Packaging & Distribution ExpertCommitteePrincipal Consultant, Eakins & Associates
United States Pharmacopeia Scientific, independent, volunteer-driven, nonprofitorganization– Established in 1820– Headquartered in Rockville, MD– Facilities in Africa, Brazil, China, India, Switzerland Set public quality standards for prescription and over-thecounter medicines, excipients (inactive ingredients),dietary supplements, and food ingredients Worked closely with FDA and predecessors for 100 years,developing and revising drug quality standards Translated into Chinese and Spanish Legally recognized in 39 and standards used in 140 countries2
USP General ChaptersUSP General Chapters Chapters 1 to 999 are enforceable in the USAUSP General Information Chapters Chapters 1000 to 1999 Chapters provide information – they contain nostandards, tests, assays, nor other mandatoryspecifications, with respect to any Pharmacopeialarticles3
Plastic Components and Packaging Materials 1661 Evaluation of Plastic Packaging Systems and their Materialsof Construction with Respect to Their User Safety Impact 661 Plastic Packaging Systems and Their Materials of Construction 661.1 PlasticMaterials ofConstruction 661.2 PlasticPackaging Systemsfor PharmaceuticalUse 661.3 PlasticComponents andSystems Used inPharmaceuticalManufacturing4
USP Revision BulletinIssued May 1, 2017USP General Chapters: 659 , 661 , 661.1 , 661.2 Reason: Compliance Provides a three-year period for implementation of therequirements specified in General Chapters 661.1 and 661.2 ,which otherwise will become applicable on May 1, 2017 throughGeneral Chapter 659 Reinstates requirements previously expressed in General Chapter 661 during this three-year period Enables early adoption of the requirements in General Chapters 661.1 and 661.2 at any time during the three-year period inlieu of meeting the reinstated 661 requirements Removes the exemption to General Chapters 661.1 and 661.2 for previously approved plastic materials andpackaging systems by a regulatory authority5
Plastic Components and Packaging Systems 661.3 Plastic Components and Systems Used inPharmaceutical Manufacturing Published in Pharmacopeial Forum 42 (3), May 1, 2016 665 Polymeric Components and Systems Used toManufacture Pharmaceutical and Biopharmaceutical DrugProducts Published Pharmacopeial Forum 43 (3), May 1, 2017 1661 Evaluation of Plastic Packaging Systems and TheirMaterials of Construction with Respect to their User SafetyImpact Published in Pharmacopeial Forum 42 (3), May 1, 2016 1665 Characterization of Polymeric Components andSystems Used to Manufacture Pharmaceutical andBiopharmaceutical Drug Products Published Pharmacopeial Forum 43 (3), May 1, 20176
New Chapters 665 and 1665 1665 Characterization of Polymeric Components andSystems Used to Manufacture Pharmaceutical andBiopharmaceutical Drug Products 665 Polymeric Components and Systems Used toManufacture Pharmaceutical and BiopharmaceuticalDrug Products7
Publication Timeline Chapters 665 and 1665 have beenpublished in the Pharmacopeial Forum (PF) PF 43 (3) May 1, 2017Comment Deadline: July 31, 2017Comments will be reviewedTarget Official Publication: USP 41 FirstSupplement (February, 2018) Target Official Date: August 1, 20188
665 Polymeric Components and Systems Used toManufacture Pharmaceutical and BiopharmaceuticalDrug ProductsScope: Parameters covered Active pharmaceutical ingredients and drug products Pharmaceuticals, Small Molecules, Biopharmaceuticalsand Biologics Single-Use Systems and Multi-Use SystemsAssessment Process Initial Assessment (detailed explanation in 1665 ) Risk Assessment (detailed explanation in 1665 )Polymeric Materials of ConstructionPolymeric Components & Systems9
1665 Characterization of Polymeric Componentsand Systems Used to Manufacture Pharmaceuticaland Biopharmaceutical Drug ProductsAssessment Process Initial Assessment Risk Assessment: Application and Use of the RiskAssessment MatrixEstablishing the Level of Characterization Baseline: Expanded; Full testing (extractables profiling)Standard Extraction Protocol Selection of Solvents Extraction Temperature, Duration and MethodologyTesting the ExtractsEvaluation of Extractables ProfileSafety Qualification10
665 Polymeric Components and Systems Used toManufacture Pharmaceutical and BiopharmaceuticalDrug Products It is likely that one or more polymeric components will comeinto contact with the manufacturing process from rawmaterials to drug product Such an interaction could result in Process EquipmentRelated Leachables (PERLs) which have the potential to altera key quality attribute of drug substances and drug productsshould the PERLs persist through the manufacturingprocess Therefore PERLs should be assessed for polymericmanufacturing components and systems, but should ALLpolymeric manufacturing components or systems beevaluated to the same degree?11
665 Polymeric Components and Systems Used toManufacture Pharmaceutical and BiopharmaceuticalDrug Products If we can find a science-based way to differentiate thosemanufacturing components or systems that should be fullyevaluated for organic extractables from those which requireminimum testing, then the overall amount of testing and costcan be reduced One approach to achieve this is by using an InitialAssessment followed by a Risk Assessment The outcome of the Risk Assessment will determine the levelof testing required for organic leachables12
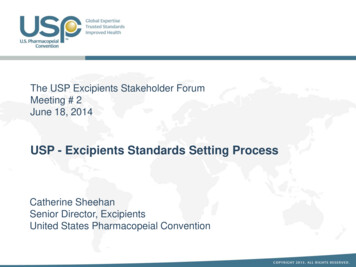
The Initial Assessment of a Component 665 Is the component isolated from theprocess stream?YesNo material or component testingNoIs the component in contact with a liquidprocess stream?NoNo material or component testingYesIs the component used in an establishedmanufacturing operation or used tomanufacture an established API or DP?YesJustify No material or componenttestingNoYesCan a Comparator component or systembe established?Justify No material or componenttestingNoProceed to Risk Assessment13
The Concept of a Comparator 1665 A comparator is a component or system that is used to producean approved and marketed drug product. As the comparator isused to produce an approved and marketed drug product, thenthe comparator has been established and deemed to be suitablefor its intended purpose Areas to consider in establishing equivalence: Equivalence in intended use, Equivalence in component or system composition, Equivalence in composition of the drug product(s), Equivalence in the processing conditions of use, and Equivalence in the drug product dosage form.If a comparator has been established for a component orsystem under assessment, further characterization is notrequired providing a justification is presented14
Risk Assessment 1665 Application of the Risk Evaluation Matrix The Risk Evaluation Matrix considers four dimensionswhich address the risk that a plastic component will beleached by a process stream to such an extent thatprocess streams could contain potentially impactfulextractables. These dimensions include: The duration of contact,The temperature of contact,The chemical composition of the process stream, andThe nature of the component’s materials of construction. The matrix then considers each dimension separatelyand assigns a level of risk associated with certainmeasures relevant to each dimension. Three levels ofrisk are established (A, B or C).15
Testing Requirements for Three Risk LevelsRiskLevelA(LowerRisk)AssessmentTesting RequirementsMaterials of Construction 661.1 Component or System 665 LevelBaseline All individual materials of construction comply with 661.1 : Biocompatibility 87 IdentityTesting Biocompatibility 87 BExpandedBaselineTestingPhysicochemical characteristics (TOC, UV, Acidity/alkalinityExtractable metalsAdditives by proper reference to 21 CFR 174-179Indirect Food Additive regulationsAll individual materials of construction comply with 661.1 : IdentityBiocompatibility 87 and Class VI 88 Physicochemical characteristics (TOC, UV, Acidity/alkalinityExtractable metalsAdditives determined by testingFull Testing Same as Expanded Baseline TestingC(HigherRisk) Biocompatibility 87 andClass VI 88 Extractable metals in SolutionC1Biocompatibility 87 and Class VI 88 Full Organic ExtractablesProfiling via Standard ExtractionProtocol (Solutions C1, C2 and C3)Bold entries represent testing required in addition to the testing required in the lower risk levels. 16
Steps Involved in Generating a Risk EvaluationMatrix1. Identification of the factors of contact that contributeto the leachables risk,2. Identification of the factors of production and use thatmitigate or exacerbate the leachables risk,3. Risk scoring the factors individually,4. Combining the scores for the individual factors into acomposite or total risk score,5. Comparing the score for a particular circumstance to ascale that links certain scores to specific testinglevels.16
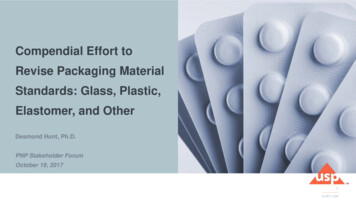
Risk Evaluation Matrix 1665 The Risk Evaluation Matrix considers four dimensions: The duration of contact: 24 hr; 1 - 7 days; 7 days The temperature of contact: 0 C; 2 - 25 C; 30 C The chemical composition of the process stream:– “Aqueous” ( 5% organic)– “Somewhat Organic” (5% - 40% organic)– “Highly Organic” ( 40% organic) The nature of the component’s materials of construction:– “Inert” (level of additives is 0.1% by weight)– “Intermediate” (level of additives is 0.1% to 1% by weight)– “Reactive” (level of additives is 1% by weight) The matrix then considers each dimension separately and assigns alevel of risk associated with certain measures relevant to eachdimension. Three levels of risk are established (1, 2 or 3).18
The Risk Evaluation Matrix 1665 The matrix considers each dimension separately andassigns a level of risk associated with certainmeasures relevant to each dimension.RiskDimensionDurationLevel 1 24hoursLevel 21 – 7 daysTemperatureaSolventMaterialReactivityFrozen ( -10 C)AqueouspH 3 and pH 9InertRefrigerated (2 - 8 C)Somewhat organicIntermediateHighly organic orextreme pH(pH 3 or pH 9)ReactiveAmbient (15 - 25 C)Level 3 7 daysElevated ( 30 C)aThe gaps in temperature ranges reflect temperature ranges that are rarelyexperienced in manufacturing processes19
Applying the Risk Evaluation Matrix 1665 Step 1: Establish values for each risk dimension The 4 dimensions for each component being assessed is “rated” aseither 1, 2, or 3. A numerical risk sequence can be generated basedon these assignments. Although the numerical order of the risk sequence values is largelyinconsequential, the proper use of the numerical risk sequencerequires that the sequence be given in order of decreasing digitvalues. A component that is rated as highest risk in all four dimensionsgenerates a numerical risk sequence of 3333– 7 days (3); 30 C (3); Highly organic or extreme pH (3); Reactive (3) A component that is rated as different risk levels in the fourdimensions could generate a numerical risk sequence of 3221– 7 days (3); refrigerated (2); Somewhat organic (2); Inert (1)20
Applying of the Risk Evaluation Matrix 1665 Step 2: Linking the numerical risk sequence with a levelof characterizationDimensional ScoresExampleThree or four dimensionsscore Level 33333 or 3332 or 3331Two dimensions score Level 3332233213311One dimension scores Level 3 3222 or 322132113111No dimension scores Level 322222221 or 2211 or 2111 or 1111Characterization LevelLevel CLevel CLevel B or C*Level A or B**Level BLevel A or B**Level ALevel BLevel A* If the dimensional score 2 is material reactivity, Level B; if not Level C** If the dimensional score 1 is material reactivity, Level A; if not Level B21
Applying of the Risk Evaluation Matrix 1665 Step 3: Using mitigating factors to adjust theCharacterization LevelMitigating factors take into account circumstances that mitigate patientexposure to PERLs, including clearance of the PERL via one or moremanufacturing steps and the clinical use of the manufactured drug product.Clearance: Is there a post-contact processing step that is capable of clearingextracted substances? Yes, use the mitigating factor (clearance mitigating factor value 1) No, do not use the mitigating factorClinical use: What is the safety risk of leachables given the clinical use of theprocess output consider dosage form, duration of clinical use, daily dosevolume? If the dosage form is solid or liquid oral, mitigating factor value 1If the duration of clinical use is 7 days, mitigating factor 1If the daily dose volume is 10 mL, mitigating factor 1Otherwise, mitigating factor 022
Applying of the Risk Evaluation Matrix 1665 Step 4: Using mitigating factors to adjust theCharacterization LevelAdd up the mitigating factors from Clearance and ClinicalUse steps: If the sum 0, then there is no adjustment of the characterization level.If the sum is 1, then the characterization levelestablished by the Risk Evaluation Matrix is reduced byone level of testing (e.g., Level B testing is reducedto Level A testing).If the sum is 2, then characterization Level A isapplicable in all circumstances.23
Linking the Characterization Level to theRequired Level of Assessment 1665 Level A Baseline Assessment Level B Expanded Baseline Assessment Level C Full TestingDetails in 665 for: Extraction Solvents Extraction Conditions and Duration24
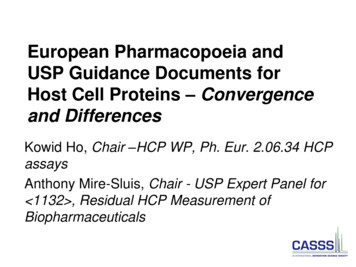
Examples of Using the Risk Assessment MatrixFlow diagram for a typical bioprocess to manufacture a DrugSubstance and a Drug Product25
Example 1: Biobag Used in Drug SubstanceProduction1.2.3.4.Dimension 1: Duration 72 hoursDimension 2: Temperature AmbientDimension 3: Solvent pH 6 bufferDimension 4: Materials of Construction multiple materials, totaladditives between 0.1% and 1%RiskDimensionDurationLevel 1 24 hoursLevel 21 – 7 daysLevel 3 7 daysTemperatureSolventMaterialReactivityFrozen ( -10 C)AqueouspH 3 and pH 9InertRefrigerated (2 - 8 C)Somewhat organicIntermediateAmbient (15 - 25 C)Elevated ( 30 C)Highly organic orextreme pH(pH 3 or pH 9)ReactiveScore 222126
Applying of the Risk Evaluation MatrixBiobag Used in Drug Substance ProductionDimensional ScoresExampleThree or four dimensionsscore Level 33333 or 3332 or 3331Two dimensions score Level 3332233213311One dimension scores Level 3 3222 or 322132113111No dimension scores Level 322222221 or 2211 or 2111 or 1111Characterization LevelLevel CLevel CLevel B or C*Level A or B**Level BLevel A or B**Level ALevel BLevel A* If the dimensional score 2 is material reactivity, Level B; if not Level C** If the dimensional score 1 is material reactivity, Level A; if not Level B27
Example 1: Biobag Used in Drug SubstanceProduction Level A Baseline Assessment Level B Expanded BaselineAssessment Level C Full TestingAdditionally, there is a potential mitigating factorinvolved with clearance.28
Example 2: Sterilizing Filter Used in DrugProduct Production Prior to Final Fill1.2.3.4.Dimension 1: Duration 40 hoursDimension 2: Temperature AmbientDimension 3: Solvent formulation contains 1% solubilizing agentDimension 4: Materials of Construction multiple materials, totaladditives 1%RiskDimensionDurationLevel 1 24 hoursLevel 21 – 7 daysLevel 3 7 daysTemperatureSolventMaterialReactivityFrozen ( -10 C)AqueouspH 3 and pH 9InertRefrigerated (2 - 8 C)Somewhat organicIntermediateAmbient (15 - 25 C)Elevated ( 30 C)Highly organic orextreme pH(pH 3 or pH 9)ReactiveScore 332229
Applying of the Risk Evaluation MatrixSterilizing Filter Used in Drug Product ProductionPrior to Final FillDimensional ScoresExampleThree or four dimensionsscore Level 33333 or 3332 or 3331Two dimensions score Level 3332233213311One dimension scores Level 3 3222 or 322132113111No dimension scores Level 322222221 or 2211 or 2111 or 1111Characterization LevelLevel CLevel CLevel B or C*Level A or B**Level BLevel A or B**Level ALevel BLevel A* If the dimensional score 2 is material reactivity, Level B; if not Level C** If the dimensional score 1 is material reactivity, Level A; if not Level B30
Example 2: Sterilizing Filter Used in DrugProduct Production Prior to Final Fill Level A Baseline Assessment Level B Expanded BaselineAssessment Level C Full TestingThere are no mitigating factors associated with thiscase. Therefore Level C full testing remains.31
The Standard Extraction Protocol for HigherRisk Situations 665 Standard Extraction Protocol for Components orSystems Designated as Risk Level C (Higher Risk) Extraction Solvents– Solution C1, Acidic/Salt buffer, pH 3(0.2 M KCl/ 0.2 N HCl)– Solution C2, Phosphate buffer, pH 10– Solution C3, Organic Extraction, 1/1 (v/v)Ethanol/Water32
Standard Extraction ProtocolAspectApplies ToPurposeFocusComponent Selection1Individual Materials ofConstructionLow or Moderate RiskComponentsComponent Qualification1Most CommonlyEncountered ConditionsAll Conditions (Including themost Extreme Conditions)ObjectiveGenerating UsefulInformationGenerating Worst CaseInformationApplicationComponents (systems)Does Not Apply ToHigh Risk ComponentsNote: (1) Under certain circumstances, information for selection may be appropriate asinformation for qualification.33
665 Standard Extraction Protocol SolventsExtraction Solvents Selection Aim is to minimize the number of extraction solvents usedwhile maintaining a sufficiently varied chemical composition toaddress the diversity of the process streams The selected pH range reflects a reasonable range of values forcommonly encountered process solutions The selected pH range encompasses the pH range thatmaterially impacts the “extracting power” of the solvent These solvents have the potential to produce 3 separateextractable profiles for organic extractables, any combinationof which, would be relevant to the commonly encounteredmanufacturing circumstances The solvents themselves should be analytically expedient34
Use of Additional Extraction Solvents 1665 Comparison of the pH 3 acidic/salt buffer and a more acidic 0.1 Mphosphoric acid (pH 1.6) extracting solution demonstrated thatthese solvents produced similar extractable profiles such thatthese 2 solvents can be considered to be interchangeable Comparison of the pH 10 phosphate buffer and more causticextracting solvents such as 0.5 N NaOH (pH 13.1) extractingsolutions demonstrated that these solvents produced dissimilarextractable profiles such that these 2 solvents cannot beconsidered to be interchangeable 5 M NaCl is the weakest extraction solvent for organics andprovides no additional information that is not already provided bythe pH 3 and 10 solvents. In addition, 5 M NaCl is an analyticallychallenging solution35
Use of Additional Extraction Solvents 1665 What circumstances use very high pH solutions e.g. 0.5 NNaOH? Cleaning/sterilization: however the solutions and rinsates aredirected to waste. Any released extractables will not enter theprocess stream and do not become Process-Related Impurities(PERLs) pH adjustment: caustic solutions will be greatly diluted and thelevel of PERLs are likely to be small in the process streamUse of Solvents in addition to those in the Standard ExtractionProtocol The chapter allows other solvents to be used in addition to theStandard Extraction Protocol at the discretion of the sponsor36
Standard Extraction Protocol for Components orSystems Designated as Risk Level C 665 ComponentExtraction (Solutions ExtractionC1 through C3)at 40 CExtraction Duration1 day7 days21 daysStorage ContainerXXXMixing BagXXBioreactor BagXXXTubing Connector/DisconnectorXXXAseptic/Sterile Connector/DisconnectorXXSensor/ValveXXXMolded Parts of MixersXXXPolymer Pump surfacesXXXTubingXXGasket, O-ringXXXSterilizing FilterXXXProcess FilterXXTangential flow FiltrationXXXChromatography ColumnXXXFilling NeedleXXXXXXX37
667 Sub-Visible and Visible Particulates inPackaging and Manufacturing Components andSystems New USP General Chapter Joint Packaging and Distribution ExpertCommittee (PD EC) and Dosage Forms ExpertCommittee (DF EC) Expert Panel – Call for Candidates– See USP Website Informal liaison with the PDA/PMF Initiative on“Visible Particulates in Parenteral Products”– PDA/PMF Initiative does not cover plasticpackaging or manufacturing materials38
USP’s Holistic Approach to ParticulatesManufacturing Componentsand SystemsChemical &Cell LinesDrug Substance orTherapeutic ProteinManufacturingComponents andSystemsDrug Substanceor TherapeuticProteinPackaged DrugProductPackagingComponentsand SystemsPatientAdministrationDevices39
Key Issues for Particulates Chapter 667 Analytical Methodology Methods to remove particles for analysis Methods to size and count particles– Current methods for Sub-visible Particles in Injectable andOphthalmic Drug Products in 787 , 788 , and 789 areLight Obscuration and Microscopic Particle Counting– Methods and Guidance for Visible Particles in Injections arecontained in 790 and 1790 – Will new methods be required for Manufacturing, Packagingand Administration Components? Administration Sets are of particular concern since theparticulate load will be in addition to that contained in theinjectable product40
Contact InformationMichael N. Eakins, Ph.D. 1 609 448 3411mneakins@comcast.net
evaluated for organic extractables from those which require minimum testing, then the overall amount of testing and cost can be reduced One approach to achieve this is by using an Initial Assessment followed by a Risk Assessment The outcome of the Risk Assessment will determine the level of testing required for organic leachables 12