Transcription
HELP.PPKABPP KANBANRelease 4.6C
PP KANBANSAP AGCopyright Copyright 2001 SAP AG. All rights reserved.No part of this publication may be reproduced or transmitted in any form or for any purposewithout the express permission of SAP AG. The information contained herein may be changedwithout prior notice.Some software products marketed by SAP AG and its distributors contain proprietary softwarecomponents of other software vendors. Microsoft , WINDOWS , NT , EXCEL , Word , PowerPoint and SQL Server are registeredtrademarks ofMicrosoft Corporation. IBM , DB2 , OS/2 , DB2/6000 , Parallel Sysplex , MVS/ESA , RS/6000 , AIX , S/390 , AS/400 , OS/390 , and OS/400 are registered trademarks of IBM Corporation. ORACLE is a registered trademark of ORACLE Corporation. INFORMIX -OnLine for SAP and Informix Dynamic ServerInformix Software Incorporated. TMare registered trademarks of UNIX , X/Open , OSF/1 , and Motif are registered trademarks of the Open Group. HTML, DHTML, XML, XHTML are trademarks or registered trademarks of W3C , World WideWeb Consortium,Massachusetts Institute of Technology. JAVA is a registered trademark of Sun Microsystems, Inc. JAVASCRIPT is a registered trademark of Sun Microsystems, Inc., used under license fortechnology invented and implemented by Netscape.SAP, SAP Logo, R/2, RIVA, R/3, ABAP, SAP ArchiveLink, SAP Business Workflow, WebFlow,SAP EarlyWatch, BAPI, SAPPHIRE, Management Cockpit, mySAP.com Logo and mySAP.comare trademarks or registered trademarks of SAP AG in Germany and in several other countriesall over the world. All other products mentioned are trademarks or registered trademarks of theirrespective companies.2April 2001
SAP AGPP tionSyntaxApril 20013
PP KANBANSAP AGContentsPP KANBAN . 7PP - KANBAN . 8KANBAN Versus MRP Material Requirements Planning. 10KANBAN Procedure . 11Classic KANBAN . 12Event-Driven KANBAN. 13One-Card KANBAN. 15KANBAN with Quantity Signal. 17KANBAN Replenishment: With or Without MRP. 19Storage Location Assignment for KANBAN. 20Storage Location and Supply Area Determination in BOM Explosion . 21KANBAN Without MRP . 22KANBAN With MRP . 24Master Data for KANBAN. 25Supply Area. 27Define the Supply Area . 28Person Responsible for KANBAN. 29Control Cycle. 30Creating/Changing Control Cycle for Classic KANBAN . 31Defining the Replenishment Strategy in the Control Cycle . 35Defining the Automatic Kanban Calculation in the Control Cycle. 36Creating/Changing Control Cycle for Event-Driven KANBAN . 38Replenishment Strategy. 41Create Replenishment Strategies . 42Change Replenishment Strategies . 43Automatic Kanban Calculation . 44Carrying Out the Automatic Kanban Calculation . 46Checking and Copying the Automatic Kanban Calculation . 47Accessing the Error Log. 50Calculating Depndt Reqmts for Automatic Kanban Calculation. 51Smoothing the Dependent Requirements. 52Calculating Replenishment Lead Time and Converting Requirements . 54Calculating the Number of Kanbans/Kanban Quantity . 55KANBAN Control . 56Status Change/Kanban Signal . 58Status Sequence. 62Triggering the Kanban Signal . 63Trigger Kanban Signal for Event-Driven KANBAN . 66Trigger the Quantity Signal . 68One-Card KANBAN / Special Logic for Triggering Kanban Signal. 69Mobile Data Entry for KANBAN . 70Backflush. 72Backflushing . 73Separating the Status Change from the GR Posting. 744April 2001
SAP AGPP KANBANIndependent Supply Source/Separation of Status Change and Replenishment. 75The Kanban Board . 76The Kanban Board from Demand Source View. 79The Kanban Board from Supply Source View . 81User Exit for Customer-Specific Fields in the Kanban Board . 83Error Handling . 84Kanban Correction . 85Correcting the Kanban. 88Printing and Circulating Kanbans. 89Set to Single Kanban Print. 91Set to Regular Kanban Print . 92Collective Kanban Print. 93Print Kanbans Collectively . 94Sending EDI Messages. 95Replenishment Strategies . 96Replenishment Strategies for In-house Production . 97Replenishment Using Manual KANBAN. 98Replenishment Using Run Schedule Quantities . 100Replenishment Using Production Orders . 102Kanban Control: In-House Production. 104Replenishment Strategies for External Procurement . 105Replenishment Using Standard Purchase Orders . 106Replenishment Using Stock Transfer Orders (Plant to Plant) . 107Replenishment Using Scheduling Agreement . 108Replenishment with Summarized JIT Calls . 110Creating and Transmitting a Summarized JIT Call . 112Determination of Delivery Date . 114Grouping Kanbans to a Summarized JIT Call. 116Example for Summarizing According to Delivery Date . 118Create a Summarized JIT Call . 119Structure of the Message Determination . 120Creating Message Condition Records . 123Transmit a Summarized JIT Call. 124Display or Change a Summarized JIT Call . 126Access Collective Display of Summarized JIT Calls. 128Example for Summarized JIT Call. 129Goods Receipt with Summarized JIT Call. 132Replenishment Using Source List . 134Kanban Control: External Procurement. 135Replenishment Strategies for Stock Transfer . 136Replenishment Using Reservation . 137Replenishment Using Direct Transfer Posting. 138Replenishment with WM Based Storage Locations . 139Transfer Posting Using Replenishment Elements from MRP. 140Replenishment from WM Based Storage Locations. 141Additional KANBAN Processes. 143April 20015
PP KANBANSAP AGCross-Plant KANBAN . 144Procurement and Withdrawal to Cost Center . 145KANBAN with SD Delivery. 147Cost Accounting for KANBAN . 149Product Cost Collector . 150Editing Product Cost Collectors . 155Standard Cost Estimates . 162Material Cost Estimate with Quantity Structure . 164Cost Estimate with Quantity Structure: Process Flow . 165Preliminary Cost Estimates for Product Cost Collectors. 168Creating Preliminary Cost Estimates for Product Cost Collectors. 172Cost Object Controlling: Make-to-Stock Production. 176Product Cost by Period . 177Product Cost by Order . 181Evaluations . 184Plant Overview . 185Accessing the Control Cycle and Kanban Overview. 187Displaying Errors . 188Confirmations to PP-PK (CC5) . 190Record Types . 191Customer-Specific Enhancements . 1936April 2001
SAP AGPP KANBANPP KANBANPP KANBANApril 20017
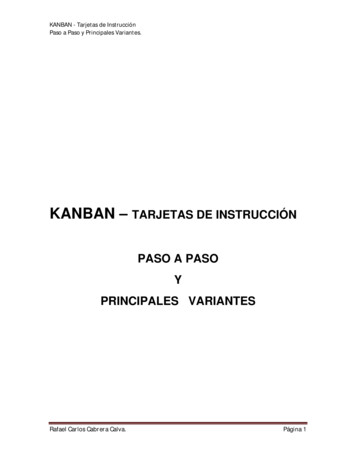
PP KANBANSAP AGPP - KANBANPP - KANBANPurposeThe KANBAN method for controlling production and material flow is based on the actual stockquantity in production. Material that is required on a regular basis is continually provided in smallquantities in production. Replenishment or the production of a material is only triggered when ahigher production level actually requires the material. This replenishment is triggered directly inproduction using previously maintained master data. The entries you have to make in the systemhave been reduced to a minimum, for example, the scanning of a bar code. All other actions inthe system are carried out automatically in the background.With KANBAN, the production process controls itself and manual posting is reduced as far aspossible. The effect of this is a reduction in lead time and in stock.In KANBAN, the signal for material replenishment can be triggered, for example, by the workcenter that requires the material (demand source) by sending a card to the work center that isresponsible for manufacturing the material (supply source). This card describes which material isrequired, the quantity of the material required and where the material is to be delivered. Thename KANBAN originally stems from these cards, which are called “kanban” in Japanese. Whenreceiving the material, you can automatically post the goods receipt at the demand source by afurther kanban signal by bar code, for example.The following graphic illustrates the KANBAN process:KANBANDemand sourceSupply sourceFullMateriallFulEmptyKanban8April 2001
SAP AGPP KANBANPP - KANBANImplementation ConsiderationsIf you want to make full use of the KANBAN technique, your production must fulfill a number ofpreconditions:·The consumption of the kanban parts should be relatively constant within an interval which islonger than the replenishment lead time of a kanban. If large quantities of a material arerequired for a certain period, and then the material is not required at all for a certain period, alarge number of kanbans are required to guarantee material availability. This means thatrelatively high inventory levels exist when the material is not required.·The supply source has to be able to produce a large number of lots within a short interval. Tothis end, the setup times in production have to be reduced to a minimum and the reliability ofproduction has to be increased. Waiting until several kanbans for one material have beensent to the supply source before starting production defeats the whole point of the KANBANmethod of production.April 20019
PP KANBANSAP AGKANBAN Versus MRP Material Requirements PlanningKANBAN Versus MRP Material Requirements PlanningIn conventional MRP procedures, production quantities and dates are calculated in accordancewith actual customer/planned independent requirements and the required quantity and dates ofthe components are calculated by exploding the bill of material. The production quantities can becompiled for various requirements. The creation of lot sizes is based on the selected lot sizingprocedure. In each production level, the lots are usually produced completely before beingpassed on for further processing. The dates calculated in MRP are the results of a detailedplanning run for the current production level even if it is not known exactly when the material isrequired for the subsequent production level at the time of the planning run. The material ispushed through production on the basis of these dates (PUSH PRINCIPLE). This often leads toqueue times before production can be started or until the material can be processed further.These queue times are planned as increased lead times or floats in planning and are rarelyundercut. This results in high inventory and longer lead times in production.In KANBAN techniques, no separate, higher-level planning is used to control the material flowthrough production. Instead, the work center further down the line (demand source) requestsmaterial from the preceding work center (supply source) only when it is required (PULLPRINCIPLE). For this purpose, a control cycle is created - with a fixed number of kanbans(cards) - between the supply source and the demand source. Each kanban represents a specificmaterial quantity and usually represents a container (however, this need not be the case). Whenthe material quantity of a kanban has been consumed, it is given the status EMPTY and is sentto the supply source. The kanban is the signal for the supply source to go ahead and produce thequantity of material recorded on the kanban. Once production is complete, the material isdelivered to the demand source which confirms the receipt of the material by setting the statusback to FULL. The lot size is determined by the kanbans and this quantity is produced by thesupply source in one run. The total production quantity is calculated by the total number ofkanbans sent to the supply source within a predefined period. Replenishment frequency is basedon actual consumption. This means that if more material is required, the kanbans simply circulatebetween the supply source and the demand source more quickly. If less material is required, thekanbans circulate more slowly. If no material is required, then all the kanbans will remain at thedemand source with the material, meaning that all of the components required to start producingthe corresponding assembly are available. There is never more material in circulation than isdefined by the number of kanbans in the control cycle and all of the production levels that arecontrolled using KANBAN techniques are always in a position to start production.10April 2001
SAP AGPP KANBANKANBAN ProcedureKANBAN ProcedurePurposeThe SAP System can use many procedures to implement KANBAN.You may require different KANBAN processes depending on the structure of your company andon the way you need to implement KANBAN production control.FeaturesIn the SAP system, the following procedures are available:·Classic KANBAN [Page 12]·KANBAN with Quantity Signal [Page 17]·One-Card KANBAN [Page 15]·Event-Driven KANBAN [Page 13]April 200111
PP KANBANSAP AGClassic KANBANClassic KANBANUseIn the classic KANBAN production control method, the demand source, the supply source andthe procedure to be used to replenish the material are defined in the control cycle as well as thenumber of kanbans that circulate between the supply source and the demand source and thequantity per kanban.In this classic KANBAN procedure, the kanban signal always only triggers replenishment for thekanban quantity defined in the control cycle. Moreover, you cannot circulate more kanbans thanare defined in the control cycle without changing the control cycle first.12April 2001
SAP AGPP KANBANEvent-Driven KANBANEvent-Driven KANBANUseIn event-driven KANBAN, material provision is not based on a predefined number of kanbans ora predefined kanban quantity. Instead, it is based on actual material consumption. The material isnot continually provided and replenished at a supply area. It is only replenished when specificallyrequested. In this procedure, the advantages of the KANBAN module are used to make thematerial replenishment process even more simple.IntegrationIn the event-driven KANBAN procedure, you can also use all the functions available in theKANBAN module.PrerequisitesYou must maintain separate control cycles for event-driven KANBAN.FeaturesIn this procedure, a kanban is only created when required. That is, kanban creation is triggeredby a certain event. The system creates a kanban for every requested material quantity, which issubsequently deleted on replenishment.The event-driven kanban is created using a separate function. The quantity to be replenished isdefined directly in this function. In the control cycle, you can define the following restrictions forthe definition of the kanban:·You can enter a rounding quantity to round up the required quantity.·You can enter a fixed kanban quantity. If the requested quantity is smaller than the fixedkanban quantity, the system replenishes the fixed quantity. If the required quantity is greaterthan the fixed quantity, several kanbans (for the fixed quantity) are replenished until therequired quantity is covered. Here, if necessary, the required quantity is rounded up to acomplete multiple of the fixed quantity.·You can define a proposal value for the required quantity. This value is used by the system ifno quantity has been specified in the function for creating the event-driven kanban.For technical reasons, it is not possible to create several production orders forseveral kanbans all at once. The system does not allow such an entry.Change your entry or the business process so that only one kanban is created. Forexample, make several entries, each with smaller quantity.If this is not possible, change your replenishment strategy from production orders toplanned orders/run schedule quantities.Actions1. Using a separate transaction, the kanban signal is triggered which creates one or severalkanban(s). The quantity or the number of kanbans depends on the required quantity and theApril 200113
PP KANBANSAP AGEvent-Driven KANBANspecifications in the control cycle. A replenishment element is created for each kanbancreated depending on the strategy.2. Replenishment is carried out.3. The kanban is set to FULL and, if necessary, a goods receipt is posted.4. When you set the kanban to EMPTY (for example, using either a bar code or the kanbanboard), the system deletes the kanban.5. A new kanban or new kanbans with replenishment element is/are not created again until youretrigger the kanban signal using the function, Event-driven kanban.14April 2001
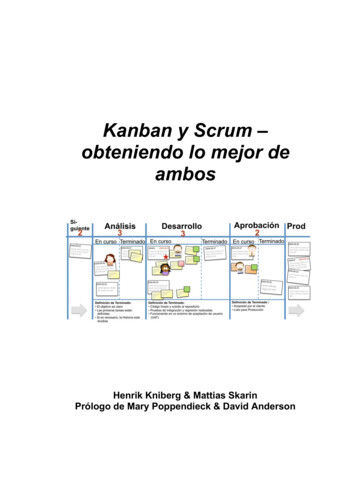
SAP AGPP KANBANOne-Card KANBANOne-Card KANBANUseThe purpose of this process, amongst other things, is to create a one-card KANBAN system withtwo kanbans in a control cycle. As a kanban is set to the status WAIT for certain periods in acontrol cycle, you can further reduce the inventory level at the demand source - especially duringperiods when the material is not required. In this procedure, replenishment is always triggeredwhen the kanban that is currently being emptied is approximately half empty. The new kanban isthen delivered before the current kanban is completely empty. This logic is illustrated in thefollowing graphic:1. Start with a full containerKanban2. A new container is requested3. The new container is delivered4. The first container is completely emptiedTo be able to guarantee the replenishment of the kanban currently in use, two kanbans are activesome of the time in the one-card system. Therefore, this logic requires the use of two kanbans inthe system.IntegrationIn the one-card KANBAN procedure, you can also use all the functions available in the KANBANmodule.PrerequisitesBefore you can use this procedure, you must select one of the processes in the field, Triggerreplenishment when maintaining the control cycle.Features·Triggering replenishment at status IN USE:After the first container is reported full, the system proceeds as follows: The secondkanban is set to the status WAIT. If a new kanban is requested, the system sets the fullkanban to the status IN USE. With this status change the kanban with status WAIT isautomatically changed to status EMPTY and thus replenishment is triggered. When thisnew kanban is delivered, it receives the status FULL. As soon as the kanban from whichmaterial is still being withdrawn is set to EMPTY, the system automatically sets it tostatus WAIT and the process is repeated.April 200115
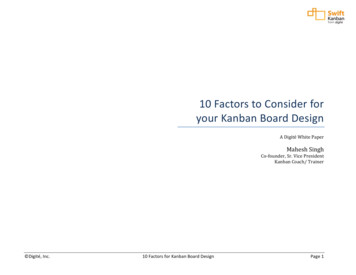
PP KANBANSAP AGOne-Card KANBANThis procedure is illustrated in the following graphic:·Triggering replenishment at status WAIT:After the first container is reported full, the system proceeds as follows: When a newkanban is requested, the full kanban is set to status EMPTY. With this status change thekanban with status WAIT is automatically changed to status EMPTY and thusreplenishment is triggered. The kanban from which material is still being withdrawnreceives the status WAIT. When the new kanban is delivered, it receives the status FULLand the process is repeated. As opposed to the logic with the status IN USE, you do nothave to work with an additional status here. On the other hand, you have no possibility inthe system of seeing whether a container is currently being emptied.This procedure is illustrated in the following graphic:1. Start with a full container2. A new container is requested3. The new container is delivered4. The first container is completely emptied·Reaching or exceeding the trigger quantity:The procedure here is similar to the two procedures described above. However, thedifference here is that the kanban is set to EMPTY when the remaining quantity in thekanban reaches or exceeds the trigger quantity. In this process, the parts are withdrawnwith the quantity signal. In this case, you must maintain the trigger quantity as well as thelogic in the control cycle. This process is particularly useful for parts that are not used ona regular basis. Therefore, you can procure parts with KANBAN without having to keepseveral containers in stock. However, a PDC system is required for this procedure.16April 2001
SAP AGPP KANBANKANBAN with Quantity SignalKANBAN with Quantity SignalUseIn the classic KANBAN procedure, after the kanban has been completely emptied, the employeein production uses the kanban signal to set the status of the kanban to EMPTY. At no pointbefore the kanban is set to EMPTY is the system informed of the quantity still in the kanban.Using the quantity signal, the employee in production does not trigger the kanban signal forreplenishment manually by setting the kanban status to EMPTY. Instead, the employee inproduction or a PDC System enters the individual withdrawal quantities in the system directly.The system subtracts each of these withdrawal quantities from the actual kanban quantity andwhen the kanban quantity is zero, the system automatically sets the status of the kanban toEMPTY.IntegrationIn KANBAN with quantity signal, you can also use all the functions available in the KANBANmodule.PrerequisitesFor KANBAN with quantity signal, no further prerequisites are necessary.FeaturesIn KANBAN with quantity signal, a separate function is available for entering the withdrawalquantity.The actual kanban quantity is reduced by the withdrawal quantity entered at each posting. Thesystem recognizes when the actual kanban quantity is zero and automatically sets the kanban toEMPTY. The procedure in detail is as follows:The first time a quantity is withdrawn from a kanban, the system sets the status to IN USE. Oncethe kanban is completely empty, the status is set to EMPTY and replenishment is triggered. If thewithdrawal quantity exceeds the remaining quantity of this kanban, the system reduces the actualquantity of the next kanban, which is then set to IN USE.The sequence of the kanbans from which you can
KANBAN Procedure April 2001 11 KANBAN Procedure Purpose The SAP System can use many procedures to implement KANBAN. You may require different KANBAN processes depending on the structure of your company and on the way you need to implement KANBAN production control. Features In the SAP sy