Transcription
Introduction to ProcessSafety & Risk AssessmentTexas City Refinery IncidentAhmad ShafaghiUniversity of West IndiesOctober 4, 2013
Seminar Contents Overview of Trinidad & Tobago Process IndustryBasic Concepts & Process HazardTexas City Refinery IncidentLayers of ProtectionHazard ImpactsRisk AssessmentAhmad Shafaghi
Contents Background Incident Animation Incident Aftermaths Incident Sequences Contributing FactorsAhmad Shafaghi
Most Investigated Incident The Report of the BP US Refineries, Independent SafetyReview Panel (“The Baker’s Report”), 2007 Investigation Report, Refinery Explosion & Fire, U.S.Chemical Safety & Hazard Investigation Board (CSB),March 2007 Fatal Accident Investigation Report, Isomerization UnitExplosion, Texas City Texas, USA, May 12 2007 Many more reports and papers by universities andpractitionersAhmad Shafaghi
Background The refinery was the BP’s largest and most complex with arated capacity of 460,000 barrels per day (bpd) and productionof up to 11 million gallons of gasoline a day.The refinery has 30 process units spread over a 1,200-acre siteand employed about 1,800 permanent staff.It was owned and operated by Amoco prior to the merger of BPand Amoco in 1999 and largely uses Amoco safetymanagement systems pre-dating the merger.At the time of the incident approximately 800 additionalcontractor staff were on site for significant turnaround workOn March 23, 2005, at 1:20 p.m., the refinery experienced amajor fire and explosion.The incident occurred during the startup of the ISOM unit,resulted in the release a flammable mist from a blowdown stackinto atmosphere, which led to an explosion and fire.Ahmad Shafaghi
Incident AnimationVideoAhmad Shafaghi
Human Impacts Explosions and fires killed 15 people and injured another180; all fatalities occurred in or near office trailers locatedclose to the blowdown drum. Houses were damaged as far away as three-quarters of amile from the refinery. A shelter-in-place order was issued that required 43,000people to remain indoors.Ahmad Shafaghi
Financial Impacts In Feb 2013 Marathon closed its 2.4 billion acquisition of BPTexas City refinery; Marathon renamed it Galveston Bayrefinery. BP paid more than 3 billion to settle lawsuits, cover fine sandupgrade the refinery in the years after the blast. BP faced thousands of claims in civil lawsuits in the aftermath of thedeadly 2005 explosion; the company paid 2.1 billion to settlethose cases by the end of 2008. BP also paid 185 million in fines from safety regulators and toresolve a federal criminal case stemming from the blast. BP launched a 1 billion overhaul in late 2005 after Hurricane Ritadamaged parts of the refinery. BP would maintain responsibility for any fines and penaltiesstemming from its ownership and operation of the refinery as wellas any pending litigation and claims.Ahmad Shafaghi
Regulatory/Standard Impacts Following the incident, API RP 753 - Management ofHazards Associated with Location of Process PlantPortable Buildings - was published in 2007 & 2009. The four objectives for API RP 753 include: Provide guidance on the safe placement of portable buildings Minimize the presence of personnel in refinery process areas Minimize the use of occupied portable buildings in refineryprocess areas Design, constructing and installing of portable buildings/trailers forthe protection of the occupants Relief Studies Initiated after this event. Efforts to Established Process Safety Indicators in the USInitiated by this event.Ahmad Shafaghi
Standards and Regulations Prior toIncident API published API RP 752, Management of HazardsAssociated with Location of Process Plant Buildings ASCE published Design of Blast Resistant Buildings inPetrochemical Facilities and the Center for ChemicalProcess Safety CCPS published Guidelines for Process Plant Buildingsfor External Explosions and Fires None addressed temporary buildingsAhmad Shafaghi
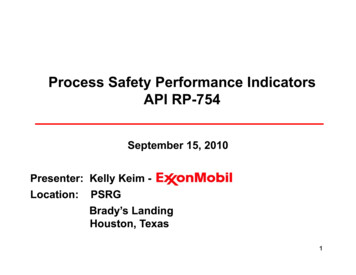
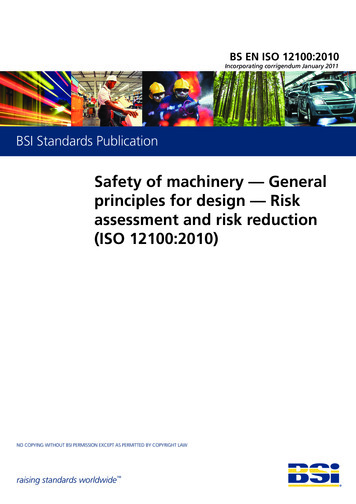
Raffinate Section of ISOM UnitAhmad Shafaghi
Previous Incidents - I March 8, 1991, incident involving the Preflash Tower reliefvalve discharging to F-20 blowdown drum.April 15, 1991, leak from the Ultrafiner (Desulfurizer Section)Effluent Cooler to F-20 blowdown drum.May 27, 1992, incident when Stabilizer relief valve dischargedto F-20 blowdown drum.Two separate incidents on July 21, 1992, involving reliefvalves on both the Deisohexanizer (DIH) Tower and the FlashDrum lifting to F-20 blowdown drum.February 12, 1994, incident involving vapors from F-20 stack,following level control problems with the Deisohexanizer (DIH)Tower.February 18, 1994, incident involving vapors from F-20 stackduring startup of Preflash Tower and Deisohexanizer (DIH)Tower.Ahmad Shafaghi
Previous Incidents - II February 27, 1994, incident when Stabilizer relief valvedischarged to F-20 blowdown drum.May 8, 1995, incident when the 8-inch chain-operated ventvalve was left open during a startup of the Raffinate Splitter.December 20, 1995, incident when oil mist believed to havecome from F-20 blowdown stack was found on cars parked atthe ISOM unit.March 22, 1995, incident involving vapors from F-20blowdown stack disturbing workers at the Ultracracker.June 2, 1996, incident involving blowthrough a WaterCollection Pot to F-20 blowdown drum.September 1, 1997, incident involving Deisohexanizer (DIH)Tower relief valves lifting to F-20 stack when 3# vent systemblocked in.Ahmad Shafaghi
Previous Incidents - III January 13, 1999, involving venting an estimated 13,000 lbsof hydrocarbons through F-20 from the Penex Reactor.April 19, 1999, incident when the Product Separator reliefvalve discharged to F-20 blowdown drum.Two separate incidents on April 22, 1999, involving venting ofhydrocarbons through F-20 from both Penex Reactors.February 9, 2002, Scrubber tower relief valve lifted, releasing56 lbs vapor to F-20.January 9, 2003, unintentional release of liquid hydrocarbonsto F-20 blowdown drum during temporary outage preparation.March 25, 2004, Deisohexanizer (DIH) Tower relief valveslifted to F-20 blowdown drum during upset due to powerfailure.February, 2005, incident with liquid hydrocarbons leaking tothe sewer during the deinventory of the Splitter.Ahmad Shafaghi
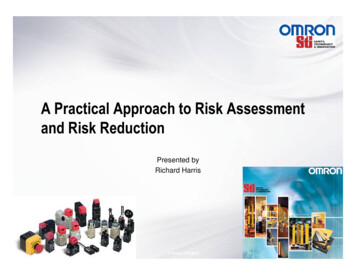
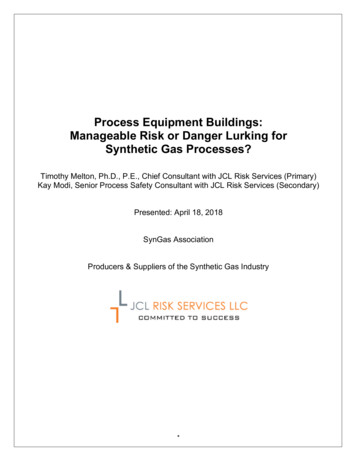
Refinery Layout of AreaSurrounding ISOM UnitAhmad Shafaghi
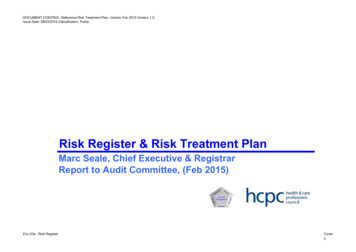
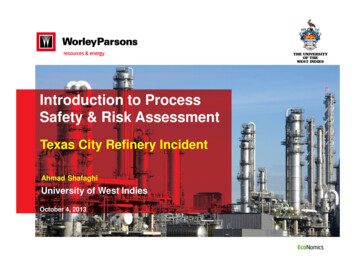
Blast Overpressure MapAhmad Shafaghi
Trailer Placement MOC A number of trailers were located in the vicinity of the ISOMunit for the turnaround of the adjacent Ultracracker.Nine trailers were located on the south side of the UA. Afurther eight trailers were located west of the ISOM unit to thenorth of the catalyst warehouse.A Management of Change (MOC) for the siting of nine trailerswas approved for commission (i.e., occupancy) on February15, 2005, and was mistakenly believed by the team to applyto the trailers involved in the incident.This MOC applied to the nine trailers on the south side of theUA, and not the trailers west of the ISOM unit.Other than the J.E. Merit trailer, the trailers west of the ISOMunit did not have a MOC to cover their siting, as required bysite procedures.Ahmad Shafaghi
Ahmad Shafaghi
Major Shortcomings Pre-start up Safety Review Procedure Incomplete (e.g.,several instruments malfunctioned)Startup Procedure after TAR not fully followedShift transition improperDeign changes (e.g., PRVs de-rated, operating RefluxDrum liquid filled) not consideredPrevious incidents and near misses ignoredMOC on trainer positions not performed2003 HAZOP recommended to perform a relief studyAhmad Shafaghi
CSB Recommendations The refinery lacked an effective mechanical integrityprogram to maintain instruments and processequipment.Did not have an effective vehicle traffic policy to controlvehicle traffic into hazardous process areas or toestablish safe distances from process unit boundaries.Ineffectively implemented their Pre-Startup SafetyReview (PSSR) Policy; nonessential personnel were notremoved from areas in and around process units duringthe hazardous unit startup.Lacked a policy for siting trailers that was sufficientlyprotective of trailer occupants.Ahmad Shafaghi
BP Recommendations People & Procedures Control of Work & Trailer Siting LeadershipSupervisionOperatorsProceduresFacility SitingHazardous Area ClassificationRisk AwarenessAlarm SystemsDesign & Engineering Eliminate F-20Safety Critical EquipmentEngineering AuthorityInstrumentationAhmad Shafaghi
Selected Recommendations byBaker’s PanelProcess Safety (PS) Leadership - BP’s executivemanagement and other members of BP’s corporatemanagement must provide effective leadership and establishappropriate goals for process safety. PS Performance Indicators - BP should develop, implement,maintain, and periodically update an integrated set of leadingand lagging performance indicators. PS Culture - BP should involve the relevant stakeholders todevelop a positive, trusting, and open process safety culture. PS Management System - BP should establish andimplement an integrated and comprehensive process safetymanagement system that systematically and continuouslyidentifies, reduces, and manages process safety risks. Ahmad Shafaghi
Ahmad Shafaghi
API published API RP 752, Management of Hazards Associated with Location of Process Plant Buildings ASCE published Design of Blast Resistant Buildings in Petrochemical Facilities and the Center for Chemical Process Safety CCPS published Guidelines for Process Plant Buildings for External Explosions and Fires None addressed temporary buildings Standards and Regulations Prior to Incident. Ahmad .