Transcription
Problem Described Incorrectly – problem descriptionwas not clear enough or thorough enough to focus theTeam on solving the correct issue. Problem-Solving Effort Rushed – to move quickly, stepsin the problem-solving process are skipped. Poor Team Participation – team members do notparticipate effectively, so team failed to consider allthe causes (lack of cross-functional expertise). No Logical Process – A disciplined system to prioritize,analyze, and review data/information was not used. Lack of Technical Skills – Statistical and problemsolving methods are not known by team members.
Management Impatience – Due to lack of knowledgeof the problem-solving process, managementdemands to know exactly when a problem will besolved. This pressure causes the team to make aninadequate analysis. Misidentified Root Cause – A potential cause is quicklyidentified as a root cause, concluding the probleminvestigation. However, the problem returns since thetrue root cause was not eliminated. Permanent Corrective Actions Not Implemented –Although a root cause may be identified, action istaken to fully implement the permanent correctiveactions. These actions often require management toapprove costs and implement.
Reactive (8D, 10-step)o Activities undertaken to respond to a specificCustomer complaint (e.g. – product return) where acorrective action response is requested Proactive (A3)o Activities undertaken to address performance gapsidentified by data analysis (e.g. – key metrics) Day-to-Day (“quick kills”) - PDCAo “Just do it” activities (e.g. – equipment breakdown)o No team required
It is short for “Eight Disciplines,” which are eight distinct steps of asystematic process for solving problems.Where does it come from?There are several problem-solving approaches available, suchas Kepner-Tregoe, the Deming Cycle, A3, PDCA, etc. Ford MotorCompany combined many of the successful elements from theseinto their Team Oriented Problem Solving (TOPS) Workshop, whichthis approach is based on.Corrective action reporting from many diverse customers requiresapplying the 8D approach.8D TOPS
Predicated on team approach. Use for a cause-unknown situation (all significantproblems, not just Customer Returns) Fact-based, data-driven decision making. “If youcan’t prove it, don’t say it!” Eliminate the Problem, not the Symptom Requires action planning and documentation foreach step of the process. Focus on effectively using the process, NOT on writingthe report. Keep an open mind – facts/data will guide us
Establish a team of people with product andprocess knowledge, skill in the various technicaldisciplines, and allocated time and authority toimplement actions to solve a problem.Supporting Concepts and Methods Employee involvement/participative Team leadership skills Meeting facilitation skills
MembersGood team members are persons who are:1. Willing to contribute2. Capable of diagnosing problems3. Trainable in the use of improvement methods4. Team players, rather than individual participantsTeam size3 to 7 people is optimum. With fewer than 3 members,creativity and skills are limited and with more than 7 theteam is too large for effective team dynamics.o Experts with specific skills can be rotated in and out of the teamas their skills are needed.
Multi-discipline Project Teams Identify the expected time commitment from teammembers and ensure availability– Management support needed Goals must be clearly specified, quantifiable, andsupported by all.
Doing business today istougher than ever: more demands complex problems Need to avoid wastedmoney, time, and effort.A team of individuals cancombine their skills/knowledge to solve theseproblems that are beyondthe capability of any oneperson to solve alone.
No leader empowered to implement ideas No champion assigned or available to assist theteam in time of need Personality conflicts, domination by one member,negative attitudes (Why am I here?) Excessive management expectations, not enoughtime Insufficient problem solving skills by members Undefined progress – No sense of urgency, no goals Lack of data/facts, not shared by all“If you don’t know where you’re going, any road will get you there”“If there’s a doubt, then there is no doubt Get the FACTS!!”
To define the extent of the problem and itseffects in quantifiable terms, resulting in anarrower focus for containment and rootcause-finding efforts.Supporting Concepts and Methods 5W2H Is/Is Not Analysis Check Sheets Pareto Diagrams Control Charts
“A problem well stated is a problem half-solved.”Charles Kettering Rarely will a problem description be complete/final atthe beginning of the 8D process Problem cannot be completely described until it iswell understood– Problem Description should be revised andupdated to incorporate new facts/data Quantify the gap between what “is” and what“should be”
1. Customer Complaint2. 5W2H3. Data Collection4. Comparative Analysisa. Is/Is Notb. Table of known facts5. Formulate Problema. Flow diagramStatementb. Collect Data (attributea. Include benchmarkand variable)c. Stratify (check sheetsb. Incorporate alland paretos)important factsd. Statistical data (SPC,c. Concise and preciseCpk, etc)
Describe the symptoms experienced by the customer(user) in their terms. Ensure the complaint is clearly and fully understoodo Direct customer contact (ask clarifying questions)o Customer representatives may be on the teamo Understand the problem from the customers’viewpoint
Characterize the problem for further analysis through 5W2H:Who?Identify who is associated with the problem.Which customer(s) are complaining? Whichinternal group(s) are complaining?What?Describe the problem adequately. What is thedefect and gap from “target”? What part or objectis involved? Does the severity of the problemvary?Where? If the defect occurs on a part, where is the defectlocated? Use a location check sheet. Where wasthe defect found (geographically)? What is thegeographic distribution of complaints?
When? Identify the time when the problem started andpast history (trends). Do all production shiftsexperience the same frequencies? What time ofthe year does the problem occur? When did thenonconformance occur? What was operating time?What shift? What season?Why?Define why this is a problem for the Customer ororganization. Translates “how big” (see next slide)into total business impact.
How?In what mode of operation was the problemdiscovered? What procedures were beingused? What environmental conditions werepresent?How Big? Quantify the extent and severity of theproblem (quantity, percent, cost, DPPM, etc)
Search:Search for a comparative basis (act like a detective,include similar parts/situations). Put boundaries aroundthe problem to narrow the search for a root cause. Asknumerous questions and gather as much data aspossible to establish the “facts” of the problem. Who is experiencing theproblem?Where was the discrepancyobserved?Where on the part is thedefect?When was the issueobserved?How many bad parts are inthe system? Who could be experiencing theproblem but is not?Where could the issue havebeen observed but was not?Where on the part could thedefect be but is not?When could the issue havebeen observed but was not?How many bad parts could bein the system but are not?
Known Facts:Make a table of thefacts discovered inthe Search.
Ask questions to understand what is different betweenthe “Is” and “Is Not” conditions:o Helps to focus the thoughts towards the specificproblem areao Avoids trying to “boil the ocean” by makingproblem scope more manageableo Important, but often overlooked step in process
Ask, “What Changed?”Problems appear because something has changed. Thesearch for the root cause is a search for changes.Ask, “What changes have occurred?” What changes have occurred in the plant? What new suppliers are being used? Have any new operators been hired? Has new material been used? A new batch? Is the process capability the same as usual? Was the weather unusual when the problem occurred?
rma5onOn?
The Problem Statement is the expression of the differencebetween what should have happened and whatactually happenedo Includes the baseline or benchmark for goodperformanceo Contains reference to one problem only Each problem is unique and need to be clearlyunderstood in order to be solvedo Should include information from all of the 5W2Hsections
Common pitfalls when writing problem statementsinclude: Problem statement is too general (lacks detail andspecifics). A “general” problem is difficult to solve correctly. Problem statement describes a root cause instead ofproblem effectso Don’t get into a root cause debate at Step 2o Step 4 is for determining the root causeo Step 2 is for clearly describing the problem to be solved andquantifying the effects on downstream users or customers Embedding a solution in the problem statement. When weembed a solution into the problem statemento Steps 5 and 6 are for solutions (corrective actions)o Don’t get locked into a decision before all facts are known
Problem Statement withEmbedded SolutionRevise order processingprocedures to remedyrecent delays inprocessing customerorders.Revised ProblemStatementFrequent delays anderrors in processingorders for all customersduring the last twomonths.How could this statement be improved further?
To define, implement, and verify theeffectiveness of temporary actions to isolatecustomers from the effects of the problem.Supporting Concepts and Methods Manufacturing records Histograms Control Charts
Containment Actions are: Intended to protect a Customer from effects of a problem A temporary fix to buy time for root cause analysis and C/Aimplementation (“stop the bleeding”) Not cost effective (use good business sense andjudgement when choosing) Quick fixes designed only to address the effect of aproblem (usually detection-based) Must remain in place until permanent C/A implemented Must include a review of product at all phases (see nextslide for details)– Step applies to all Quality issues, not just Product Returns
Material/Product Locations(containment) Raw MaterialSemi-finished Goods (WIP)Finished GoodsAt CustomerAt SupplierIn transit (from Supplier or to Customer)Shipping and/or Receiving DockMaterials on order (future shipments fromSupplier)
Do not considercontainment actiona permanent solutionto a problem!Common Containment Actions: 100% inspection to sort out defects Stop production from a known source of the problem Purchase parts rather than make in-house Single source to one rather than multiple suppliers Use back-up tooling (fewer cavities/nests) Others?
After implementing containment actions, verify theireffectiveness by measuring effects in quantifiable terms. The effectiveness of the Containment Action must bemonitored to ensure proper protection of the customer ismaintained. The benefit of a Containment Action must last until theroot cause is identified and permanent corrective action isimplemented. Decision making tools are used in this step to ensure properthought is given when choosing the actions Risk assessment is an important step during the decisionmaking process
Interim Containment is a legitimate method to buytime.Interim Containment Liabilities1.2.3.4.May be forgotten and remain in effectCostly due to sort/reworkNot necessarily 100% effectiveRisks must be assessed (Customer, Plant)
To identify and test potential causes using theproblem description and test data to isolate andverify the root cause.Supporting Concepts and Methods BrainstormingC/E Diagrams3L5W (3-leg 5-Why)HistogramsControl Charts Capability StudiesGage R&RScatter DiagramsDesign of ExperimentsFMEAs
2 types of root cause:“Occurrence” Root Cause:o A breakdown in prevention activities (e.g. – training, drawings, fixtures,etco The specific local cause that resulted in the specific problem reported“Escape” Root Cause”:o A breakdown in an inspection/detection operationo Explains why the defect/problem was allowed to “escape” to a downstreamoperation (e.g. – next mfg step or Customer)Both types of Root Cause must be addressed :o Only addressing “occurrence” allows similar causes to continue toescape to the Customer (appears to be a repeat occurrence)o Only addressing “Escape” leaves unnecessary waste (e.g. – scrap/rework) in the system
The Fact Funnel
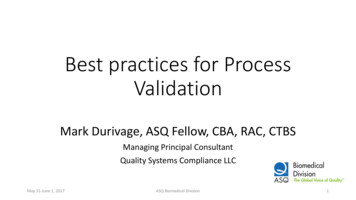
A good way to produce a maximum amount of ideas is toconduct a brainstorming session: Cause-and-effect diagram (C/E Diagram) is anexcellent tool to assist in brainstorming for causes All possible causes of the problem should be identified The more detailed the C/E diagram, the greaterchance the root cause will be includedAll likely, potential, and even improbable causesdiscussed in the meeting should appear on thefishbone (cause and effect) diagram.
Cause and Effect Diagram
Ask Five WhysReview symptoms – or effect – of the problem. To driveyour team’s understanding from the effect to the causes,ask, “Why?” five times!Example – machine stoppageTypical (one Why) exchange:“Why did the machine stop?”“Fuse blew due to an overload.”Corrective action: Replace the fuse: End of problem?
Five Whys(continued)Ask “Why?” until the answer is not known or can’t be controlled then proceed with the investigation.
Five Whys(continued)This tool allows the user to reduce the likelihood of solvingeffects, rather than the base problem itself.o Is this a good permanent solution to the problem?o Could we have asked “Why?” once more?o Does a filter on the lubrication pump act as a permanentsolution?– HINT:What must you do with a filter? (Clean/replace)How did the impurity get into the fluid or pump?
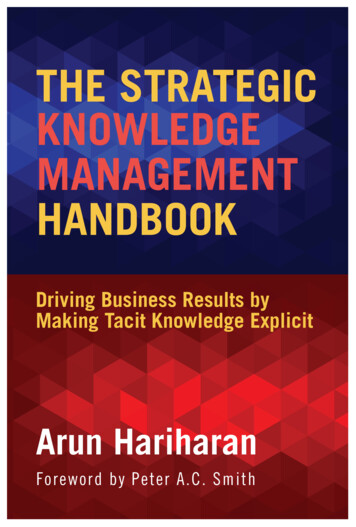
3-Leg 5-Why Analysis Work SheetThe Problem:Why?Enhances basic 5-Why tool. Use all (3) paths to thoroughly investigatewhy the specific nonconformance occurred, why it was not detected byprocess controls, as well as why the overall governing system, policies,procedures, or process allowed this nonconformance (and perhaps otherslike it) to occur. Check continuity of logic by reading back using the“Therefore” test.Corrective Action:Occurrence:Because Why?Root CauseWhy?Therefore erification Criteria:Why?The underlying root cause has been reachedonly when the final why satisfies this criteria: It initiates and causes the event we are seeking to explain. It is directly controllable. The elimination of that root cause will result in the elimination orreduction of the problem.EscapeWhy?SystemicSystem:
Select Root CauseInterpret data and develop potential hypothesiso Many different ideas may exist as to what the true causeof a problem is.Compare all hypothesis to is/is not data (investigationfacts)o The true cause will have all facts either supporting theexplanation of being unrelated.o Any fact refuting a hypothesis means that either the factis incorrect (bad data) or the hypothesis needs revision.Continue research as neededo Verify/validate facts in question.o Revise hypothesis or identify cause interactions.Always applies to “occurrence” root cause, but can also apply to“escape” root cause.
Be Willing to Re-evaluateMany have the mistaken belief that data-orientedproblem solving consists of collecting relevant data,analyzing the results, and determining the correctsolution. After data is collected, new questions arise,and original assumptions may change. More than oneiteration is usually necessary to find theroot cause. The path is not a straightline, but rather a spiraling one.
VerificationTurn It On Turn It OffThrough experimentation (or simulation), verify thatthe real root cause has been found. It should bepossible to create and eliminate the problem byinstalling and removing the cause.The true root cause should be able to explainall of the data and facts collected up to thistime.
ObjectiveTo select from alternative solutions to the problemand verify that the problem causes areeliminated, without introducing new problems.Supporting Concepts and Methods Brainstorming Decision Matrix Risk Assessment Gage R&R Capability Studies Control Charts
Choose & Verify Corrective Action Corrective action decision criteria is establishedthrough the decision making process Objectively evaluate each possible action againsta predetermined decision criteria Prove that the corrective action (or combination ofactions) will eliminate the problemo Conduct verification testso Remove containment temporarily Only normal production influences should be present Establish indicators to ensure the defect iseliminated with high confidence
Verify the SolutionIt is critical to verify that the solution will eliminate theproblem.o Review should happen before implementation ofthe corrective action Prove that the fix will work as planned No unintended negative consequencesVerification Approaches: Design Verification Testing Production Validation Testing Bench/Lab Testing Simulation
Decision Making Details1. Describe the end resulto What is the overall objective that must be achieved?2. List the decision criteriao Differentiate between “needs” and “wants”o Pros and Cons must be measurable and realistico Make sure you cover all the bases and your Criteriarepresent all areas (time, money, law, people,production, etc)3. Identify the potential Solutionso Identify all the choices you have that may worko Make certain all ideas are included.o Balance reactive (inspection-based) and preventive (errorproofing) activities
Decision Making Details(continued)4. Evaluate the potential solutionso Rank options against identified criteriao Identify any potential risks of each solutiono Assess the probability of the risk occurring and theseriousness to your decision if it did occur5. Choose a solution or set of solutionso Use results of assessment (prior step) See next slide for Decision Making Worksheeto A robust solution must consider:- Cost- Timing- Effectiveness-Implementation IssuesPotential Side EffectsSelect the option which provides the results you wantto create and has acceptable risk connected with it.
ObjectiveDevelop implementation action plan: Define actions, responsibilities, timing, and req’d support Define prevention and protection actions. Involves bothaction planning and immediate validation of actions.Supporting Concepts and Methods PDCA processProcess FlowchartsControl ChartsStandard Work Capability StudiesControl PlansFMEAsError Proofing
PlanActDoCheck
Plan Develop plan for implementing specific actionso What documentation needs to be updated? Work instructions, Drawings, Control Plans, FMEAs,Computer programs, etco What people need to be retrained? Operators, Inspectors, Engineers, other Support personnelo What organizations need to be notified? Internal departments, Suppliers, Customerso What new problems are presented by changes and how willthey be addressed? FMEA, Risk Assessment, etco Who owns each task and what is the targeted implementationdate?o How will progress be tracked?o Develop contingency plans if problems are encounteredo When will containment actions be removed?
Execute the Plano Use existing control processes Document control Engineering Change (ECO/ECR) Customer notification (PCN) Supply Chain processes Training processeso Identify the effective date of changesProject Management Tools Gantt Charts (High Level) Task Lists (Detail Level) Report OutsDoEven a great plan canfail if not executedproperly
Check Review process to ensure things are workingaccording to Plano Track progress and determine resources neededto meet commitment dateso Review performance results to ensureimprovements are being realizedo Review costs to ensure financial impacts are inline with expectationso Ensure that no unintended consequences arehappening (quality, efficiency, safety, etc)
Act Make necessary adjustments as neededo Reapply containment actions if problems stillpresent and revise corrective actions (back toproblem solving and “Plan” phase)o Deploy resources in different way to getexecution back on tracko Move on to next opportunity if everything iscomplete and achieving desired results
RememberCorrective actions remove the root cause ofthe problem, not just the effect. Correctiveactions are permanent. The problem shouldnot be able to return.
ObjectiveTo modify the methods, equipment, materials,process procedures and management systemsand practices to prevent related problems fromoccurring (same or similar issues)Supporting Concepts and Methods Process Flowcharts Standard Work Error Proofing FMEAs Control Plans
Types of Preventive Actions Sustain the gains for current improvementso Update procedures/documentation, training, fixtures,error-proofing, etc Similar problems within the same work areao Apply improvements to prevent similar problems fromoccurringo Use FMEA to help identify opportunities (e.g. - multiplecauses for a single failure mode/symptom) Same or Similar problem in another part of theorganizationo Apply improvements to prevent future problemso Learn from prior mistakes/problemso Share the learning
Lack of Prevention Leads toa Cycle of Waste
ObjectiveTo recognize all the team members for theirindividual and collective efforts and developa climate for ongoing improvements.Supporting Concepts and Methods Employee Involvement/Participative Management Interpersonal Communication Skills
Recognize the TeamIf recognition is not given, team members are lesswilling to participate and are likely to becomediscouraged. Recognition and feedback is the mosteffective method available to shape behavior.“You get what you expect.” Be specific on facts of each individual’s input Sincerity in both public and private recognition isrequired to make it acceptable to the recipient If you don't believe it, the team member won’t either
Congratulate Your TeamRecognize the team’s collective efforts (both past andpresent) in solving the problem and show appreciationfor individual contributions. Team members are in thebest position to begin this process. People respond favorably to sincere, thoughtfulrecognition. Recognition makes people “feel good” aboutthemselves, their achievements, and the organizationthat took the time to acknowledge them. Recognition provides very positive reasons for teammembers to participate in future efforts.
Forms of RecognitionTop Management Letter Deliver at home (Family) Post on bulletin board (Co-workers) Place in personnel file (Management)Performance Review Include as major contributionPlaque For outstanding contribution Personal, and specific to problem solved.Recognition needs can differ greatly fromperson to person.
inadequate analysis. Misidentified Root Cause – A potential cause is quickly identified as a root cause, concluding the problem investigation. However, the problem returns since the true root cause was not eliminated. Permanent Corrective Actions Not Implemented – Although a