Transcription
1CHAPTER 1INTRODUCTION1.1INTRODUCTIONElectrical Discharge Machine (EDM) is now become the most importantaccepted technologies in manufacturing industries since many complex 3D shapescan be machined using a simple shaped tool electrode. Electrical discharge machine(EDM) is an important ‘non-traditional manufacturing method’, developed in the late1940s and has been accepted worldwide as a standard processing manufacture offorming tools to produce plastics moldings, die castings, forging dies and etc. Newdevelopments in the field of material science have led to new engineering metallicmaterials, composite materials, and high tech ceramics, having good mechanicalproperties and thermal characteristics as well as sufficient electrical conductivity sothat they can readily be machined by spark erosion. At the present time, Electricaldischarge machine (EDM) is a widespread technique used in industry for highprecision machining of all types of conductive materials such as: metals, metallicalloys, graphite, or even some ceramic materials, of whatsoever hardness. Electricaldischarge machine (EDM) technology is increasingly being used in tool, die andmould making industries, for machining of heat treated tool steels and advancedmaterials (super alloys, ceramics, and metal matrix composites) requiring highprecision, complex shapes and high surface finish. Traditional machining techniqueis often based on the material removal using tool material harder then the workmaterial and is unable to machine them economically. An electrical dischargemachining (EDM) is based on the eroding effect of an electric spark on both theelectrodes used. Electrical discharge machining (EDM) actually is a process ofutilizing the removal phenomenon of electrical-discharge in dielectric. Therefore, theelectrode plays an important role, which affects the material removal rate and thetool wear rate [4].
21.2PROJECT BACKGROUNDElectrical discharge machine (EDM) is commonly used in tool, die andmould making industries for machining heat-treated tool steel materials. The heattreated tool steels material falls in the difficult-to-cut material group when usingconventional machining process. The high rate of tool wear is one of the mainproblems in electrical discharge machine (EDM). The wear ratio defined as thevolume of metal lost from the tool divided by the volume of metal removed from thework material, varies with the tool and work materials used. If the rate of tool wear ishigh means that the material is easy to wear and not good for machining performance[3].The significant of this study is to promote the consideration of electrodeselection in electrical discharge machine (EDM) machine for advance machining inthe manufacturing industries. This is because every electrode materials have theirown characteristic that lead to different result due to its properties. Electricaldischarge machine (EDM) has been analyzed since several years in order to improvethe material removal rate and the wear ratio, which are the most critical aspects ofthe process. In the machining of electrical discharge machine (EDM), there are a fewcharacteristics which influence the machining process. Most important are thematerial removal rate (MRR) and electrode wear ratio (EWR). These characteristicsshould be taken into account when good machining performance is needed [10].The case studies of this project are to determine the best material removal rate(MRR) and electrode wear ratio (EWR) from different selection materials. Thiswould lead to the better process and product finishing. In other words, if we candetermine the best material removal rate (MRR) and electrode wear ratio (EWR), thebest performance of machining for electrical discharge machine (EDM) can bearchived. However, the machining characteristics of electrical discharge machine(EDM) remain unclear, especially in regard to the total energy of discharge pulsesand tool electrode wear, since the energy is not only used to machine the work piece,but also degrades the tool electrode [10]. Hence, some investigation needs to do tofind the best electrode for best performance in machining using electrical dischargemachining (EDM). Generally, the summary of the literature review have found that
3the higher material removal rate (MRR) and the lower electrode wear ratio (EWR)are the better for machining process performances.1.3PROBLEM STATEMENTIn electrical discharge machine (EDM), improper choose of the electrodematerial may cause of poor machining rate or performance. This is due to materialremoval rate (MRR) characteristic. Less material removal rate (MRR) needs moretime for machining process and become waste and not goods for production. Thesecond problem is it will decrease the accuracy of the product because influence ofthe electrode wear ratio (EWR) characteristic. The accuracy of the product occursmaybe because the electrode wear ratio (EWR) is high or material removal rate(MRR) is not suitable. Furthermore, electrode wear imposes high costs onmanufacturers to substitute the eroded complicated electrodes by new ones for diemaking. In order to increase the machining efficiency, erosion of the work piecemust be maximized and that of the electrode minimized in EDM process. Therefore,studying the electrode wear and related significant factors would be effective toenhance the machining productivity and process reliability.1.4OBJECTIVEThe objective of this project is to determine the proper electrode material formachining tool steels work pieces using electrical discharge machining (EDM).When the best electrode can be determine, it would lead to better processperformance in electric discharge machining (EDM). To archive this, thecharacteristic of machining must be determine because the higher material removalrate (MRR) and less electrode wear ratio (EWR) will lead to better performance.1.5PROJECT SCOPESThe research scope is limited to: Machining parameters refers to electricalparameters on electrical discharge machine (EDM) i.e. polarity, pulse-on-duration,
4discharge current, discharge voltage. The scope should be limited in this experimentdue to low cost and time. Beside, there are three tool electrode used that areAluminum, brass and cooper. The reason for using these only three materials isregarding to cost limitation and availability. This is also including calculation of themachining characteristics i.e. material removal rate (MRR) and electrode wear ratio(EWR). The calculation is needed to analyze the result and data collections.Beside, this paper project hopefully can gain a lot of understanding and getmore knowledge about the electric discharge machine (EDM). This is important toget familiar with this method nowadays. Among the non-traditional methods ofmaterial removal processes, electrical discharge machining (EDM) has drawn a greata deal of researchers’ attention because of its broad industrial applications. Thisprocess is well suited for machining of casting and forging dies, powder metallurgyand injection molds, and aerospace parts.1.6SUMMARYChapter 1 has been discussed briefly about project background, problemstatement, objective and scope of the project. This chapter is as a fundamental for theproject and act as a guidelines for project research completion. Generally, this thesisconsists of five chapters. Chapter 1 that has you read is the introduction about thisstudy. Chapter 2 is the review of literature which discusses methods and findingspreviously done by other people which are related to the study. Chapter 3 is theMethodology which explains the approaches and methods used in performing thethesis. Chapter 4 is the chapter which reports the outcomes or results and discussionfrom the project and chapter 5 consists of the recommendation and conclusion.
5CHAPTER 2LITERATURE REVIEW2.1INTRODUCTIONLiterature review is one of the scope studies. It works as guide to run thisanalysis. It will give part in order to get the information about electrical dischargemachine (EDM) and will give idea to operate the test. From the early stage of theproject, various literature studies have been done. Research journals, books, printedor online conference article were the main source in the project guides. This part willinclude almost operation including the test, history, machining properties and results.History of the electrical discharge machine (EDM) will be story little bit in thissection. Literature review section work as reference, to give information and guidebase on journal and other source in the media.2.2HISTORY OF ELECTRICAL DISCHARGE MACHINE (EDM)The history of EDM Machining techniques goes as far back as the 1770swhen it was discovered by an English Scientist. However, Electrical DischargeMachining was not fully taken advantage of until 1943 when Russian scientistslearned how the erosive effects of the technique could be controlled and used formachining purposes. When it was originally observed by Joseph Priestly in 1770,EDM Machining was very imprecise and riddled with failures. Commerciallydeveloped in the mid 1970s, wire EDM began to be a viable technique that helpedshape the metalworking industry we see today. In the mid 1980s, the EDMtechniques were transferred to a machine tool. This migration made EDM morewidely available and appealing over traditional machining processes [6].
62.3ELECTRICAL DISCHARGE MACHINE (EDM)Electrical discharge machine (EDM) is a modern machine that can drilling,milling, grinding, and other traditional machining operation. EDM now become themost important accepted technologies in manufacturing industries since manycomplex 3D shapes can be machined using a simple shaped tool electrode. Inmanufacturing industry, Electro Discharge Machining (EDM) is commonly used forproducing mould and die component. This machine is use because the ability of themachining process that is very accurate in creating complex or simple shape withinparts and assemblies. The cost of machining is quite high payable to its initialinvestment and maintenance for the machine but very desirable machining processwhen high accuracy is required. Since electrical discharge machining (EDM) wasdeveloped, much theoretical and experimental work has been done to identify thebasic processes involved. It is now one of the main methods used in die productionand has good accuracy and precision with no direct physical contact between theelectrodes so that no mechanical stress is exerted on the work piece. The importantoutput parameters of the process are the material removal rate (MRR) and toolelectrode wear ratio (EWR) [10].2.4ELECTRIC DISCHARGE MACHINE (EDM) PROCESSThe electrical discharge machine (EDM) removes work piece by an electricalspark erosion process. Common methods of evaluating machining performance inEDM operation are based on the following performance characteristic: MRR, SR,and EWR. Basically, this characteristics’ are correlated with the machiningparameters such as work piece polarity, pulse on time, duty factor, open dischargevoltage, discharges current and dielectric fluid. Proper selection of the machiningparameters can obtain higher material removal rate, better surface roughness, andlower electrode wear ratio [10]. Machining takes place by the discharge pulse fromthe cathode to the anode. Usually, the polarity is set, so that the work piece acts asthe anode and the tool electrode acts as the cathode, in order to obtain a highermaterial removal rate. The discharge pulse gap is relatively small, thus the accuracyof components or parts manufactured by EDM is very high. EDM is a thermo-
7electrical material removal process, in which the tool electrode shape is reproducedmirror wise into a work material, with the shape of the electrode defining the area inwhich the spark erosion will occur [14]. EDM is accomplished with a systemcomprising two major components: a machine tool and power supply. The machinetool holds a shaped electrode, which advances into the work material and produces ahigh frequency series of electrical spark discharges. The sparks are generated by apulse generator, between the tool electrode and the work material, submerged in aliquid dielectric, leading to metal removal from the work material by thermal erosionor vaporization [14]. The EDM phenomenon, as it is understood, can be divided intothree stages namely application of adequate electrical energy, dielectric breakdown,sparking, and expulsions (erosion) of work material [14]. The spark erosion of thework material makes use of electrical energy, converting them into thermal energythrough a series of repetitive electrical discharges between the tool electrode and thework material electrode [14]. The thermal energy generates a channel of plasmabetween the two electrodes, at a temperature ranging from 8000 to 12,000 C, and ashigh as 20,000 C [8]. When the pulsed DC supply 20,000-30,000 Hz, is switchedoff, the breakdown of plasma channel occurs, resulting in a sudden reduction in thetemperature, allowing the circulating dielectric fluid to flush away the molten workmaterial from the EDM machined surface in form of microscopic debris. Melting andvaporization of the work material dominates the material removal process in EDM,leaving tiny craters on the surface of the work material. EDM has no contact and nocutting force process, and therefore does not makes direct contact between toolelectrode and the work material. This eliminates the chances of mechanical stress,chatter and vibration problems, as is prominent in traditional machining. Materialremoval rate (MRR) for EDM operation is somewhat slower than with traditionalmachining methods, where chips are produced mechanically. The rate of materialremoval is dependent upon the following factors: amount of pulsed current in eachdischarge, frequency of the discharge, electrode material, work material anddielectric flushing condition. Diameter overcut (dimensional accuracy) becomesimportant when close tolerance components are required to be produced for spaceapplication and also in tools, dies and moulds for press work, plastic molding and diecasting. EDM does not induce any mechanical stresses during EDM therebyproviding an additional advantage in the manufacture of intricate and complex-
8shaped products [14]. Electrode wear takes place during the EDM operation whenthe electrode (i.e. the tool) gets eroded due to the sparking action. The rate at whichthe electrode wears is considerably less than that of the work material. In EDM, eachelectrical spark discharge produces a tiny spherical crater in the work material bylocal melting and vaporization. With high sparking frequencies the spark erosiongives substantial metal removal rates. The depth of the crater defines the surfacefinish which in turn depends on the current, frequency, and finish of the electrode.The metal removal rates and surface finish are controlled by the frequency andintensity of the spark. It has been found that high frequency and low amperagesettings give the best surface finish. High amperage leaves a larger crater havinglarge diameter and depth in a random location [14]. Surface finish produced onmachined surface plays an important role in production. It becomes more desirableso as to produce a better surface when hardened materials are machined, requiring nosubsequent polishing. Surface finish is also important in the case of tools and dies formolding as well as drawing operations. Surface roughness and dimensional accuracyof a spark-eroded work material depend on discharge currents, electrode materialsand electrode polarity. With EDM processes, work piece surface modifications canbe well controlled,[7] and highly accurate geometric predictions can also be made[8]. However, the machining characteristics of EDM remain unclear, especially inregard to the total energy of discharge pulses and tool electrode wear, since theenergy is not only used to machine the work piece, but also degrades the toolelectrode. Hence, the accuracy of the components machined by EDM is alsoinfluenced by the wear of the tool electrode [7, 8] From the literature survey, it hasbeen observed that no extensive work has been done with different tool electrodematerials on the work material steel (used for cold forming rolls, Knurling tools,press tools, lathe centre’s, etc.). There exists a great need for investigating the effectof various electrode materials and pulsed discharge currents on material removalrate, diameter overcut, electrode wear and surface roughness in electric-dischargemachining of tool steel.
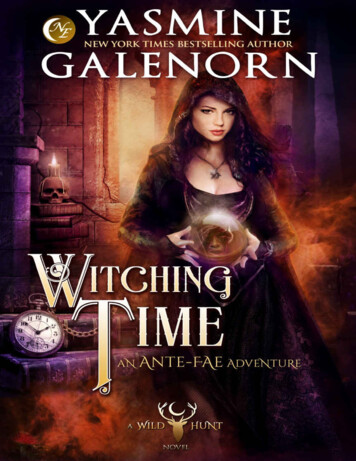
9Figure 2.1: EDM process [14](a) Schematic illustration of the electrical-discharge machining process. This is oneof the most widely used machining processes, particularly for die-sinkingapplications.(b) Examples of cavities produced by the electrical-discharge machining process,using shaped electrodes. Two round parts (rear) are the set of dies for extruding thealuminium piece shown in front (see also Fig. 19.9b).(c) A spiral cavity produced by EDM using a slowly rotating electrode similar to ascrew thread.(d) Holes in a fuel-injection nozzle made by EDM; the material is heat-treated steel.Source: (b) Courtesy of AGIE USA Ltd2.5ELECTRIC DISCHARGE MACHINE (EDM) CAPABILITIESThere are a lot of benefits when using electrical discharge machine (EDM)when machining. This is due to its capabilities and advantage. To summarize, theseare the electric discharge machine (EDM) capabilities compare to other method [9]:
102.6 Material of any hardness can be cut High accuracy and good surface finish are possible No cutting forces involved Intricate-shaped cavities can be cut with modest tooling costs Holes completed in one “pass”ELECTRIC DISCHARGE MACHINE (EDM) LIMITATIONSBut, when using electric discharge machine (EDM) when machining there area few limitation. These are electric discharge machine (EDM) limitation [9]: Limited to electrically conductive materials Slow process, particularly if good surface finish and high accuracy arerequired2.7 Dielectric vapour can be dangerous Heat Affected Zone (HAZ) near cutting edges Die sinking tool life is limited.OPTIMIZATION PERFORMANCEThe complexity EDM and the number of the involved parameters require anaccurate analysis for assessing the process performance. The effects of electrodematerial and flushing, in conjunction with electrode size and depth of cut, uponproductivity, electrode wear and surface quality have been evaluated through acomplete factorial experiment. The analysis has considered separately roughing andfinishing regimes, by adopting the operative conditions usually recommended inindustrial production. Productivity and electrode wear were measured by featuresespecially and differently defined for roughing and finishing regimes. Surface quality
11was assessed only for finishing, by adopting three height parameters and three formparameters. The experiment yields the following main conclusions [3]:*The electrode material has significant influence in finishing operations onwear and height roughness parameters.*In all the experiments the effect of the electrode size resulted relevant onproductivity and electrode wear [3].From the research of journals, the hypothesis can be made regarding machiningperformance is the wear ratio of the electrode becomes small for the electrodematerial with high boiling point, high melting point, and high thermal conductivity.The higher thermal conductivity of the electrode ensures a better spark dischargeenergy distribution during the EDM process. This will increase material removal rate(MRR) [10].2.8MACHINING PARAMETER SELECTIONIn this research, electrode wear ratio (EWR) is important. Electrode tool wearis also used as a parameter to measure the ease of machining in the EDM processes,because the total energy of discharge pulses is not only used to machine the workpiece, but also degrades the tool electrode [4]. Another important parameter ismaterial removal rate (MRR). This two characteristic, electrode wear ratio (EWR)and material removal rate (MRR) is a major influence resulting the machiningperformance.Tool Steel is actually, any grade of steel that can be used for a tool.Generally the term tool steel as applied in the steel industry is a grade of steelcharacterized by high hardness and resistance to abrasion coupled in many instanceswith resistance to softening at elevated temperatures. These properties are attainedwith high carbon and high alloy contents and the steel is usually melted in electricfurnaces to assure cleanliness and homogeneity of the product.Among the numerous parameters affecting the EDM performance, thedielectric fluid has a very important role. The physical properties of the fluid
12influence the breakdown voltage and the ignition delay:however, the debrisconcentration in the fluid modifies these parameters, decreasing the dielectricstrength by many orders of magnitude [5]. But this parameter is neglect due tolimitation of scope of studies.Electrical characteristics also affect the result of machining performance.High pulsed current and pulse time provide low surface finish quality. However, thiscombination would increase material removal rate and reduce machining cost. As aresult, this combination (high pulsed current and pulse time) should be used forrough machining step of EDM process [6]. Generally, rough and finish machiningsteps require different level of machine power. For rough EDM application, themachine power should be one-fourth of the produced power with 16A of current, 6sof pulse time and 3s of pulse pause time. Finish machining should be carried out atone-half level of power at 8A of current as well as 6s of pulse time and 3 s of pulsepause time [8]. Unfortunately, this parameter is not discussed too much in this paperbecause the title is concentrated more on machining characteristics.2.9MACHINING PERFORMANCE EVALUATIONMaterial removal rate (MRR), surface roughness (SR), and electrode wearratio are used to evaluate machining performance. The MRR increased whenelectrodes were used with positive polarity in all cases of semi-sintered electrodes. Inthe case of the copper electrode, EDM cannot be used when positive polarity wasselected, due to no conductive layer being generated. The highest MRR and minimalwear were obtained using EDM-C3 with positive polarity. The copper electrode gavethe highest electrode wear ratio. The results of electrode wear ratio relate to meltingpoint; materials with higher melting points wear less. However, the wear ratio isinversely proportional to the MRR result. In the case of lower MRR, the electrodemust spend more time to achieve machining. The positive polarity gives better MRRthan negative polarity. This result is the same as for EDM on a conductive material.This can be explained by the fact that positive polarity gives better machining bycausing a higher MRR under higher discharge energy. The material removal rate
13(MRR) is expressed as the work piece removal rate (WRW) under a period ofmachining time in minute (T), which is [1]:MRR (g/min) WRR/TGenerally, the electric discharge machine (EDM) process is a spark erosionmethod, eroding the work piece by high frequency spark discharges [12]. EDM has ahigh capability of machining the accurate cavities of dies and moulds. Nevertheless,electrode wear occurs during EDM process leading to a lack of machining accuracyin the geometry of work piece [13]. Furthermore, electrode wear imposes high costson manufacturers to substitute the eroded complicated electrodes by new ones for diemaking. In order to increase the machining efficiency, erosion of the work piecemust be maximized and that of the electrode minimized in EDM process [12].Therefore, studying the electrode wear and related significant factors would beeffective to enhance the machining productivity and process reliability. The electrodewear ratio (EWR) is define by the ratio of the electrode wear weight (EWW) to thework piece removal weight (WRW) and usually expressed as a percentage, that is[2]:EWR (%) [EWW/WRW] 100However, electrode wear occurs during EDM process leading to a lack ofmachining accuracy in the geometry of work piece. To reduce the influence of theelectrode wear, it is necessary either to feed electrode larger than the work piecethickness in the case of making through-holes, or to prepare several electrodes forroughing and finishing in the present state of technology [11]. Increasing wear onelectrode surface is unavoidable during EDM process. Therefore, work piece surfaceroughness will be increasing due to wear rate on electrode [6].Basically, the higher material removal rate in the EDM process, the better isthe machining performance. However, the smaller the electrode wear ratio andsurface roughness in EDM process, the better is machining performance. Therefore,the material removal rate is higher-the-better performance characteristic and theelectrode wear ratio and the surface roughness are the lower-the-better performancecharacteristic.
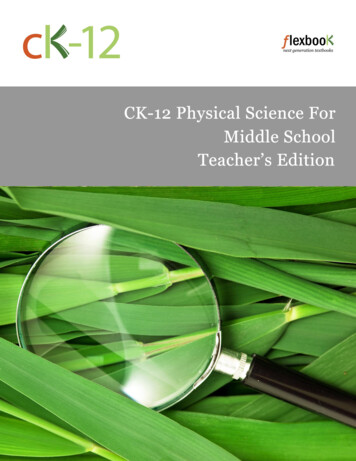
14CHAPTER 3METHODOLOGY3.1INTRODUCTIONCurrent chapter generally discusses methodology of the project, with a focuson electric discharge machine (EDM) experiment and machining. Relevant datacollection is done in order for further research analysis in subsequent chapter. Thissection contains the methodology to conduct this study. Methodology involves theproblem identification and solving, Design of Experiment (DOE), and detailexperimental design. Roughly, this project consists of two semesters. For semester 1will be doing the proposal, literature review and methodology planning. The study ofelectric discharge machine (EDM) also include in semester one. This all gather in thesemester one. The semester two conclude the preparation of experimental tools andwork pieces, running experiment, get data collection do the analysis. Thedocumentation and report writing will be done after that. The propose methodologyis divide by 2 semester which for final year project (FYP) 1 and final year project(FYP) 2. The methodology flowchart is illustrated in figure 3.2.1 and 3.2.2.
153.2FLOW CHARTStartIntroductionModificationLiterature reviewNoPresentation tosupervisorYesOrder the materialsPrepare for experiment (experiment set-up, learn manual EDM machine)First draft submissionPresent to panelFigure 3.2.1: Flow chart FYP 1
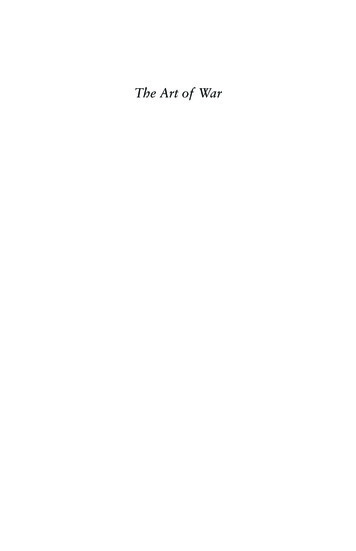
16StartDiscuss expected resultsPrepare materialModificationNoSet-upCheck the materialand w/pieceYesRun the experimentAnalyze data and result (MRR, EWR)Discuss result with supervisorPresentation to panelsSubmit reportFigure 3.2.2: Flow chart FYP 2
173.3MATERIAL SELECTIONMaterial selection is the most important to this experiment because differentmaterials have different working parameters based of their properties. The rightselection of the machining material is the most important aspect to take intoconsideration in processes related to the EDM. From the observation and discussionwith partner and supervisor, the electrode material that has been selected isAluminum, brass and cooper while the tools steels as their work pieces.3.3.1 Tool SteelsTool steels as work pieces are steels that are primarily used to make toolsused in manufacturing processes as well as for machining metals, woods, andplastics. Tool steels are generally ingot-cast wrought products, and must be able towithstand high specific loads as well as be stable at elevated temperatures. The toolsteels that used in this experiment is high speed tools steel (XW42 Tool Steel). HighSpeed Tool Steels: High-speed alloys include all molybdenum (M1 to M52) andtungsten (T1 to T15) class alloys. High-speed tools steels can be hardened to 62-67HRC and can maintain this hardness in service temperatures as high as 540 C(1004 F), making them very useful in high-speed machinery. Typical applicationsare end mills, drills, lathe tools, planar tools, punches, reamers, routers, taps, saws,broaches, chasers, and hobs.3.3.2 ElectrodesThe important factors in selecting aluminum, brass and cooper are their highstrength-to-weight ratio, resistance to corrosion by many chemicals, high thermal andelectrical conductivity, non-toxicity, reflectivity, appearance and ease of formabilityand of machinability; they are also nonmagnetic.The important factors in selecting aluminum (Al) and its alloys are their highstrength-to-weight ratio, resistance to corrosion by many chemicals, high thermal andelectrical conductivity, nontoxicity, reflectivity, appearance and ease of formability
18and of machinability; they are also nonmagnetic. The principal uses of aluminum andits alloys, in decreasing order of consumption, s and ft, automobiles and aerospace), electrical applications (as aneconomical and nonmagnetic electrical conductor) and portable tools.Brass is any alloy of copper and zinc; the proportions of zinc and copper canbe varied to create a range of brasses with varying properties. In comparison, bronzeis principally an alloy of copper and tin. Despite this distinction, some types ofbrasses are called bronzes. Brass is a substitutional alloy. It is used for decoration forits bright gold-like appearance; for applications where low friction is required suchas locks, gears, bearings, ammunition, and valves; for plumbing and electricalapplications; and extensively in musical instruments such as horns and bells for itsacoustic properties.Copper is a chemical element with the symbol Cu (Latin: cuprum) and atomicnumber 29. It is a ductile metal with excellent electrical conductivity. Copper israther supple in its pure state and has a pinkish luster which is (beside gold) unusualfor metals, which are normally silvery white. It is used as a heat conductor, anelectrical conductor, as a building material and as a constituent of various metalalloys. Copper is malleable and duct
forming tools to produce plastics moldings, die castings, forging dies and etc. New developments in the field of material science have led to new engineering metallic materials, composite materials, and high tech ceramics, having good mechanical properties and thermal characteristics as well as sufficient electrical conductivity so