Transcription
DOE: From Hunch to CrunchA Tremco Case StudyRichard WiltseTremco Inc.Master Black BeltSponsored by:
MBB Webcast Series Sponsor: MoreSteam.com Founded in 2000 Trained 435,000 Lean Six Sigmaprofessionals Served over 2,000 corporate customers(including 50 % of the F500) First firm to offer the complete Black Beltcurriculum online Courses reviewed and approved by ASQand PMI Academic Partnerships with Ohio StateUniversity, Cal Poly and GeorgeWashington University2
Today’s Program Welcome Introduction of MBB Webcast Series Ellen Milnes, MoreSteam.com Presentation: Richard Wiltse, MoreSteam.com Open Discussion and Questions3
Today’s PresenterRichard WiltseTremco Commercial Sealants & Waterproofing Divisional Black Belt developing Lean Six Sigmateams and continuous improvement culture acrossorganization Founded the AME Lean Consortia Clevelandchapter B.S. – Illinois State University, MBA –Shenandoah University, Master Black Belt – OhioState/MoreSteam.com4
A Tremco Case Study: Silicone Viscosity DOE: Effect of processing and time onsilicone viscosity
Silicone rubber is produced in small, 175 lbbatches that cycle approximately every 15 – 20minutes “Small adds” of various raw’s are weighed andsent to a mixer for a 15 minute mix time The mixed material is then sent to a mill whereit is milled for several minutes The milled material is sent to an extruder andextruded into strips, then placed in a tote forshipment Various Quality checks are performed on eachbatch, including viscosity Shelf life6
Hunch and clues that a DOE may be needed How to spot when a DOE may be the best approach What are we out to achieve? Problem definition and supportive data, DMAIC Critical Success Factors (CSF’s) What can make or break your experiment! Culmination of experience Additional DOE Benefits Getting the most from your experiment Analyze the Experiments!7
There exists a quality issue that comes and goes . Everyone has a reason why the issue occurs .yet thequality problem persists There exists little or no supporting data only opinionsand perceived observations No one – including Engineers, Operators, and Front LinePersonnel, can precisely define process specifications8
Project CharterProject Name:Silicone variancereductionProcess Metrics: Cpk valuesProject Sponsor:Chris Kerr- primaryKen Recko - back-upCapability AnalysisProject Originator:Project Manager:Project Level:Ryan EicharStart Date:Duration (in months)Strategic Imperative Aligned to:Richard Wiltse2.00BL.50Goal1.33B-I-C2.07/1/136LEANProblem Statement:Over the course of the last several years, Silicone 557 has been rejected 11 times for being sticky, gummy, brittle, and losing feed.These rejections were all attributed to changes in viscosity levels. There was no specification for viscosity.Goal Statement:1) Determine the proper viscosity specifications, 2)Determine critical process variables 3) Try to achieve Ppk 1.33Determine outcome on manufacturing94)
Reduces scope expansion Eliminates confusion over problem severity Properly directs Team forward10
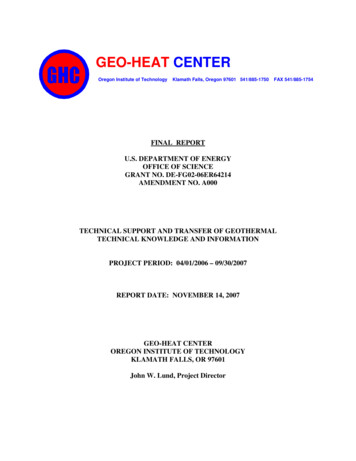
I-MR Chart of StackMEASUREEvidence ofboth trendingandstratification2.111 11 1 111111 111111 1 1 11 1 1111U C L 1.871X 1.6811.81.51 11111 11 111 11.21224364851.00Moving RangeGathered datafrom SupplierCertsIndividual Value2.41111111 1111 1111 111111 11 111 11 1111 11 1111 1111111 11 11111111111 1 1111 111 1111111111 11 1 1 1 1 1 11111111111 111111111111111 111111 1111111106127O bser vation148169190LC L 1.49121110.750.50111 110.2511 111111U C L 0.233M R 0.071LC L 00.00122436485106127O bser vation11148169190211
Demonstrates a need Our data clearly shows excess variability that is detrimental tomanufacturing Allows the ability to quantify an improvement “If you don’t know where you are, how will you get to where youare going?”12
13
Document, document, document Procedural drift Will take several trials to ensure complete understanding14
What is the true shelf life of Silicone Rubber? What viscosity levels should we trial at (in extrusion) inorder to start specification development? What are potential processing factors (at our supplier)that influence viscosity?15
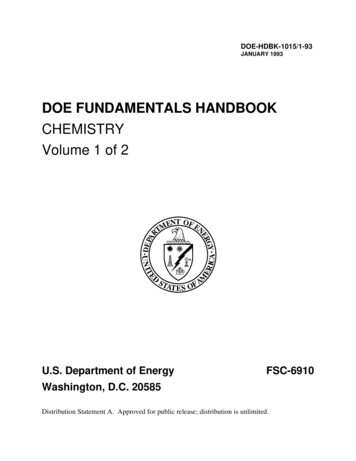
Silicone changes inviscosity over time.How much dependson starting .0.0762.5.164Extrusions ran well atthe 2.0 - .3 range16
DOE’s (Factorial or OFAT) provide samples that properlydefines specifications Data based specifications, as opposed to “Industry Standards” Samples for both setting and confirming specs17
18
Use a skilled facilitator that is neutral.i.e no bias Involve the right people Use “Round Robin” to ensure everyone has an equalchance of contributing Multi vote potential factors19
FactorLowHighA Base DurometerB CatalystC Mill time55-0.051630.054Covariate: Temp of materialResponse: ML viscosity Replicates: 420
Study what the historical factors ran at – review set upsheets Many Operators have their own set up sheets For initial screening experiments like this, Level 1 andLevel 2 should be set at the extremes of normalprocessing parameter values Associates unfamiliar with DOE will tend to over inflate parametervalues21
Associates unfamiliar with DOE often do not see theneed for replicates and randomization Power: “the likelihood you will find a significant effect when onetruly exists” “You get what you pay for” Committing resources, time, and material jump in with both feet22
Recommend to have at least two people monitoring theexperiment Are factor levels correct?Has the process levelled out since the last change?Are we randomized?Are measurements of the Quality Characteristic being performedcorrectly?Check and double check each other23
There are a million ways your DOE can go wrong . False signals There is only one way for the DOE to go rightHave a Plan !!!!! Review randomization and overall designWho will be monitorsSample identificationSample placement and measurement24
DOE Critical Success Factors: CSF #1 Proper charterCSF #2: Good historical baselineCSF #3: Adequate Gage R&R w/ Std WorkCSF #4: Facilitated BrainstormingCSF #5: Correct Factor LevelsCSF #6: Adequate PowerCSF #7: Proper monitoringDOE Additional benefit(s) Sample based specifications25
Factorial Regression: Results versus Temp of mate, base duromet,Catalyst, . Analysis of Variance SourceModelCovariatesTemp of materialLinearbase durometerCatalystmill time2-Way Interactionsbase durometer*Catalystbase durometer*mill timeCatalyst*mill time3-Way Interactionsbase durometer*Catalyst*mill timeErrorLack-of-FitPure ErrorTotal DF81131113111112321231Adj 0014180.1618410.1397410.0221000.74908826Adj .7360.6580.6580.600.786
Analysis of Variance SourceModelLinearbase durometerCatalyst2-Way Interactionsbase durometer*CatalystErrorLack-of-FitPure ErrorTotal Model Summary S0.0794793 R-sq76.39%R-sq(adj)73.86%DF3211112842431Adj Adj .876
Factorial Regression: Results versus base durometer, CatalystAnalysis of VarianceSourceModelLinearbase durometerCatalyst2-Way Interactionsbase durometer*CatalystErrorLack-of-FitPure 1112842431Adj 0.1768750.0083750.1685000.749088Adj .876R-sq(pred)69.16%28
29
RunStdOrder mp ofmill time .332.062.352.112.162.252.512.152.382.092.33
31
Model Summary TermConstantTemp of materialbase durometerCatalystmill timebase durometer*Catalystbase durometer*mill timeCatalyst*mill timebase durometer*Catalyst*mill time 32VIF2.312.181.031.001.071.011.021.01
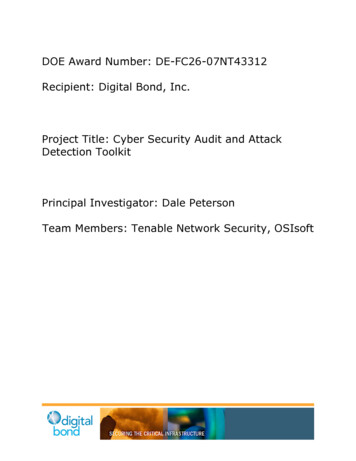
Scatterplot of Base durometer vs Temp of material6362Base durometer6160595857565554130132134136138Temp of material33140142144146
Full factorialOne replicateUsed additional replicates as repeatsBase Durometer Catalyst mill 5Std 252.38752.1825L1L20.0976290.052821
Replicates “look like” repeats Very minimal set up Added / deleted Mill Time with a timerNo tear downRaws were all added the sameMix was the same35
Mill time and the 3 way interaction appears to haveinfluenced batch to batch variabilitySparsity of EffectsMill time significant at .10 level36
Optimal parametersettings occurredat:Base Durometer 55Catalyst .05Mill Time 4 minDOE samples wereused to confirmspecifications37
Run to specification 2.0 - .3 Mix Base durometers to achieve target value of 2.0 ML Increase Mill time to reduce within lot variance (moreanalysis forthcoming) Investigate larger mixer batch sizes to reduce both withinbatch and batch to batch variation38
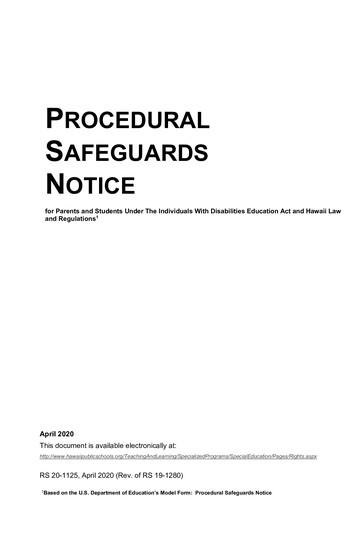
Capability Histograms of jun 13, jun 17, jun 20, jun 27, june 27, . Cpk and Ppk values foreach lot of materialW ithinCp1.349C PL1.095C PU1.603C pk1.095LSL1001.5751.8752.1752.4752.775O v erallPp0.911PPL0.739PPU1.083Ppk0.739C pm*W ithinCp0.486C PL0.637C PU0.335C pk0.335SPC Individual MovingRange Charts1.8752.1752.4752.775LSL1.8752.1752.4752.775O v erallPp1.973PPL1.422PPU2.523Ppk1.422C pm*I-MR Chart of feb 6 14UCL 2.2022Individual Value2.22.1X 1.99482.01.91.8LCL 1.787313579111315171921ObservationUCL 0.2548Moving Range0.240.180.12MR 0.0780.060.00LCL 01357911Observation3913151719212.1752.4752.775W ithinCp1.128C PL0.516C PU1.740C SLOverallUSL2001.575O v erallPp1.068PPL0.489PPU1.647Ppk0.489C pm*Withinjul 3W ithinCp1.082C PL0.765C PU1.400C pk0.765O v erallPp1.158PPL0.556PPU1.760Ppk0.556C pm*Withinjun 27USL51.5751.875Overall1001.575Withinjune 27W ithinCp2.256C PL1.626C PU2.886C pk1.6260LSL21.57515USLO v erallPp0.546PPL0.716PPU0.376Ppk0.376C pm*Overall30Overall40W ithinCp1.172C PL0.563C PU1.781C pk0.563USLWithinjun 20Withinjun 17OverallUSLLSL Withinjun 13LSL201.8752.1752.4752.775O v erallPp0.673PPL0.475PPU0.870Ppk0.475C pm*
Joint DOE efforts with Suppliers are achievable and canresult in win-win Using replicates instead of repeats to analyze variability,along with only 4 readings, is risky and should only beused where minimal set ups are occurring. Confirm !!!40
QuestionsRichard WiltseTremco Inc., MBBHow have you handled .Have you everencountered .Would you explain more howyou’ve approached .41
Master Black Belt Program Offered in partnership with Fisher College of Business at The OhioState University Employs a Blended Learning model with world-class instructiondelivered in both the classroom and online Covers the MBB Body of Knowledge, topics ranging fromadvanced DOE to Leading Change to Finance for MBBs42
Thank you for joining usQuestions? Comments about today’s program?Richard Wiltse – Tremco Inc.RWiltse@tremcoinc.comEllen Milnes – MoreSteam.comemilnes@moresteam.comWatch for info about our upcoming programsArchived presentations and other materials: http://www.moresteam.com/presentations/43
B.S. – Illinois State University, MBA – Shenandoah University, Master Black Belt – Ohio State/MoreSteam.com Today’s Presenter . A Tremco Case Study: Silicone Viscosity DOE